

|
|
10 Допуск сварщиков |
|
10 Допуск сварщиков
10.1 Общие положения
10.1.1 Требования настоящего раздела устанавливают общие условия допуска сварщиков (операторов) к выполнению сварки судовых конструкций.
10.1.2 При выполнении предусмотренных настоящим разделом требований Речной Регистр выдает Свидетельство о допуске сварщика, подтверждающее допуск сварщика к сварке конструкций при определенных в нем условиях (материал, способ сварки, положение сварки и т. п.).
10.1.3 Заявка на проведение испытаний на допуск сварщика(-ов) должна содержать следующие данные: фамилию, имя, отчество, год рождения, место работы, дату и место выдачи квалификационного документа.
10.1.4 Испытания на допуск сварщика Речным Регистром могут быть совмещены с квалификационными испытаниями по месту обучения или работы сварщика.
10.1.5 Основные материалы для изготовления проб должны быть допущены Речным Регистром и иметь соответствующие сертификаты.
Сварка проб должна выполняться допущенными Речным Регистром сварочными материалами и способами сварки.
10.1.6 Если при изготовлении проб выявлены неисправности оборудования (падение напряжения, исчезновение тока и т. д.), отслоение обмазки электрода и другие, не зависящие от сварщика дефекты, то изготавливаются повторные пробы в том же количестве.
10.2 Испытания на допуск сварщика
10.2.1Испытания на допуск сварщика должны включать в себя проверку его теоретических и практических знаний.
10.2.2Испытания на допуск по ручной и полуавтоматической сварке проводятся согласно табл. 10.2.2 и рис. 10.2.2-1 – 10.2.2-8.
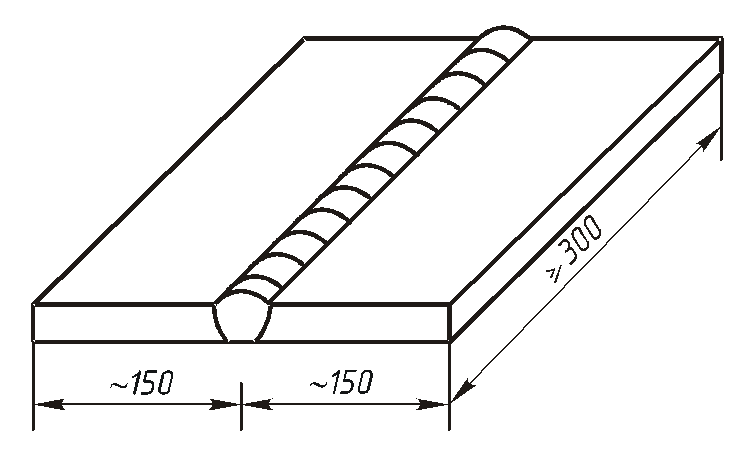 Рис.
10.2.2-1. Проба P1
Рис.
10.2.2-1. Проба P1
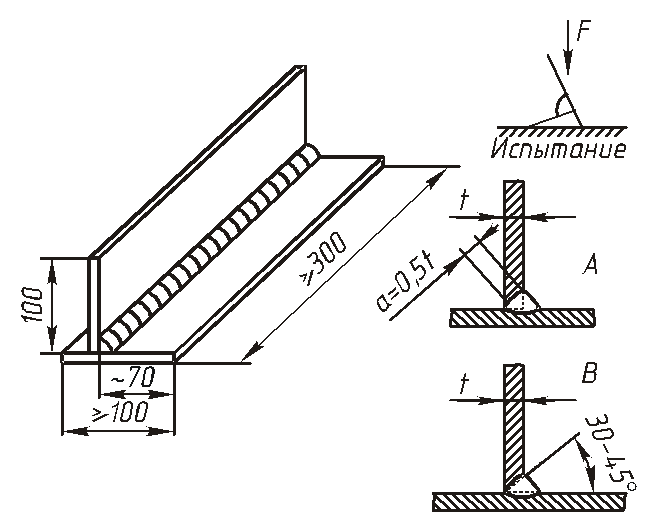 Рис.
10.2.2-2. Проба P2
Рис.
10.2.2-2. Проба P2
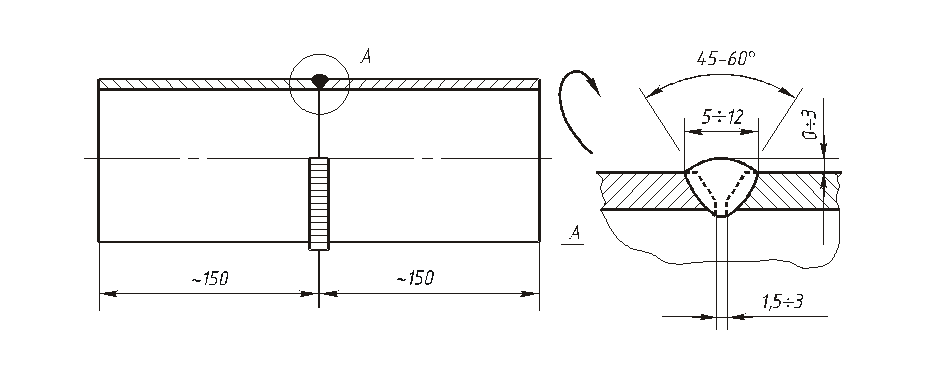 Рис.
10.2.2-3. Проба P3
Рис.
10.2.2-3. Проба P3
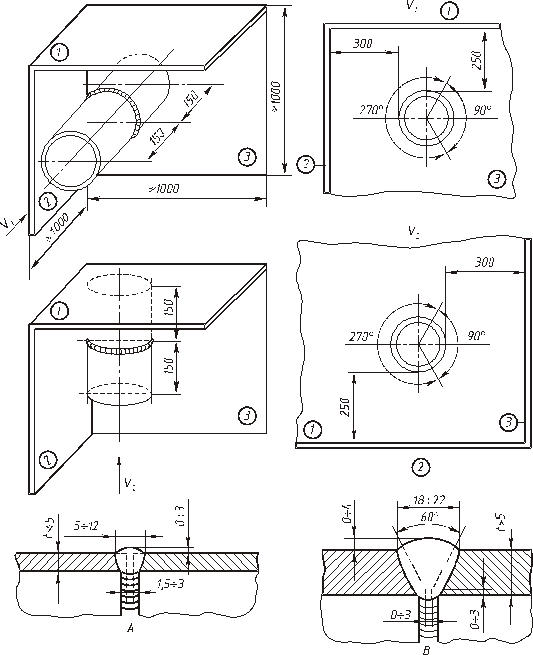 Рис.
10.2.2-4. Проба P4
Рис.
10.2.2-4. Проба P4
 Рис.
10.2.2-5. Проба Р5
Рис.
10.2.2-5. Проба Р5
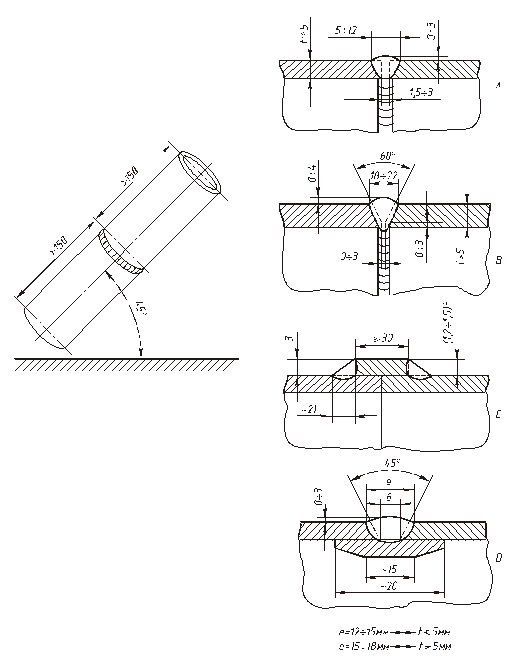 Рис.
10.2.2-6. Проба Р6
Рис.
10.2.2-6. Проба Р6
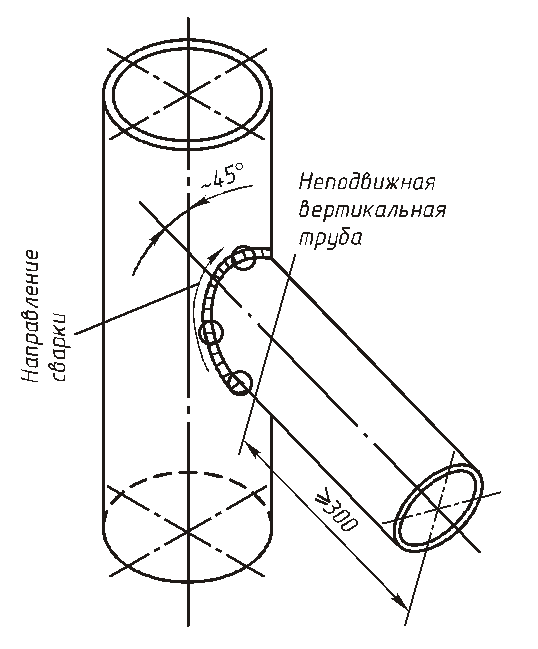
Рис. 10.2.2-7. Проба P7
 Рис.
10.2.2-8. Проба Р8
Рис.
10.2.2-8. Проба Р8
Таблица 10.2.2
|
Вид изделия, тип конструкции |
Толщина, мм |
Положение сварки |
Вид проб2 |
Вид контроля и оценка качества | ||
|
визуальный3 |
Радио- графический (ультразвуковой) |
Разрушающий4 | ||||
|
Листы |
5 |
Горизонт. |
P1d+P2h |
Согласно табл. 8.3.2-1 |
Согласно 8.3.3.1 балл III |
Два образца для испытания на излом из каждого углового соединения согласно 9.2.29 |
|
Горизонт.1 |
P2h |
— | ||||
|
Все |
P1v+(P1h-v‚ P10)+P2v |
Согласно 8.3.3.2 балл II | ||||
|
Все1 |
P2v+ P20 |
— | ||||
|
6 – 25 |
Горизонт. |
P1d+P2h |
Согласно 8.3.3.1 балл III | |||
|
Горизонт.1 |
P2h |
— | ||||
|
Все |
P1v+(P1h-v‚ P10)+P2v |
Согласно 8.3.3.2 балл II | ||||
|
Все1 |
P2v+ P20 |
— | ||||
|
25 |
Горизонт. |
P1d+P2h |
Согласно 8.3.3.1 балл III | |||
|
Горизонт.1 |
P2h |
— | ||||
|
Все |
P1v+(P1h-v‚ P10)+P2v |
Согласно 8.3.3.2 балл II | ||||
|
Все1 |
P2v+ P20 |
— | ||||
|
Трубы5 |
5 |
Горизонт. |
P1v+P3 |
Согласно табл. 8.3.2-2 |
Согласно 8.3.3.2 балл II |
Четыре образца для испытания на изгиб согласно 9.2.27 |
|
Все |
P4+ P5 | |||||
|
5 |
Горизонт. |
P1v+P3 | ||||
|
Все |
P4+ P5 | |||||
|
Все6 |
P6+ P7 | |||||
|
Сосуды под давлением (листы) |
(0,5– – 1,5)t 7 |
Все |
P1v+(P1h-v P10) | |||
|
Сосуды под давлением (трубы) |
(0,5– – 1,5) t 5,7 |
Все |
P6 | |||
|
Заварка дефектов поковок и отливок |
— |
Горизонт. |
P8 |
Согласно табл. 8.3.2-1 |
Два образца для испытания на изгиб согласно 9.2.29 и два образца для испытания на изгиб согласно 9.2.27 | |
|
1Для сварных соединений‚ выполняемых электродами‚ предназначенными только для сварки угловых швов. 2Согласно рисункам 10.2.2-1 — 10.2.2-8:P1d— стыковые соединения в горизонтальном положении;P1v— стыковые соединения в вертикальном положении;P1h-v— горизонтальные стыковые соединения на вертикальной плоскости;P10 — стыковые соединения в потолочном положении;P2h — угловые соединения в горизонтальном положении;P2v— угловые соединения в вертикальном положении;P20— угловые соединения в потолочном положении. 3Может дополниться капиллярным или магнитопорошковым. 4Речной Регистр устанавливает зоны, из которых изготавливаются образцы. 5Диаметр сварных проб выбирается в зависимости от типа конструкции. 6Для допуска сварки конструкций из труб. 7t— толщина пробы | ||||||
Таблица 10.2.3
|
Вид изделия |
Толщина или диаметр, мм |
Вид проб |
Вид контроля и оценка качества | ||
|
Визуальный2 |
Радиографический (ультразвуковой) |
Разрушающий3 | |||
|
Листы |
(0,5 – 2) t 1 |
P1 |
Согласно табл. 8.3.2-1 |
Согласно 8.3.3.1 – балл III |
4 образца для испытания на изгиб согласно 9.2.36 или 9.2.38 |
|
Трубы |
0,5D 1 (0,5 – 2)·t |
P3 (P6) |
Согласно табл. 8.3.2-2 |
4 образца для испытания на изгиб согласно 9.2.36 | |
|
1 t — толщина пробы,D — диаметр пробы. 2 Может дополниться капиллярным или магнитопорошковым. 3Речной Регистр определяет зоны, из которых вырезается материал для изготовления проб. Примечание:положение сварки выбирается в зависимости от способа сварки и возможности автоматического сварочного оборудования. | |||||