

VII. Магнитные суспензии как магнитодиэлектрики
Для выявления мелких поверхностных дефектов (закалочных, цементных, шлифовочных и т.п.) следует применять для намагничивания стали источники тока повышенной частоты. Импульсное намагничивание не всегда решает эту проблему полностью, поскольку обратный фронт импульса той же полярности нивелирует передний высокочастотный фронт. Поэтому для обнаружения тонких дефектов желательно применение высокочастотного намагничивания.
При импульсном, как и при высокочастотном намагничивании, надо учитывать свойства магнитного порошка и диэлектрика — связующего материала и суспензии. Эти свойства хорошо изучены в высокочастотной технике. Наличие на поверхности конгломератов из магнитного порошка осложняет получение информации при импульсном контроле.
Чувствительность, разрешение, обнаружение мелких дефектов при магнитопорошковой дефектоскопии зависит как от качества порошка, так и от частоты намагничивания, крутизны импульса. Чем выше частота, тем требуются более качественные порошки. При этом значения начальной μн и максимальной μМ с ростом рабочей частоты выравниваются. Это явление характерно для магнитодиэлектриков, представляющих собой отвержденные магнитные суспензии.
Для высокочастотных материалов принято указывать тангенс угла потерь tg δ. Он относится обычно к начальной магнитной проницаемости (tg δ/ μн) • 106. Тангенс угла потерь определяется как отношение мнимой μ" части комплексной проницаемости к ее вещественной μ' части: tg δ = μ"/ μ'. Для ограниченного диапазона частот в слабых полях зависимость tg δ от частоты и напряженности поля следующая:
tg δ = δ'В f + δ'Г H + δД,
где δ'В, δ'Г, δД — коэффициенты потерь на вихревые токи, отнесенные к единице частоты; на гистерезис, отнесенные к единице напряженности поля, и дополнительные потери соответственно.
Начиная с определенного значения частоты, tg δ растет быстрее, чем по приведенному уравнению. При этом резко уменьшается начальная магнитная проницаемость μн. Для количественной оценки этих явлений введены понятия критической частоты fкр, начиная с которой резко возрастает tg δ, и граничной частоты fкр, при которой μн уменьшается до 0,7 от ее значения при f = 0. Углы δ'В, δ'Г, δД определяют по эквивалентной схеме, которая, кроме индуктивности, содержит включенные последовательно активные сопротивления, соответствующие указанным потерям. Если сумма сопротивлений в этой схеме равна Робщ, то общий тангенс угла потерь будет равен tg δ = Робщ/(ωL). Этот показатель характеризует преобразование части магнитной энергии в тепловую, т.е. вязкую мнимую составляющую μ" магнитной проницаемости μ = μ' - jμ"; μ"=μ'tgδ. Такое определение распространяется и на диэлектрические проницаемости ε = ε' - jε" среды, связывающей порошок.
Коэффициенты потерь δ'Г и δ'В, отнесенные соответственно к значениям рабочих напряженностей и частот, определяются по формулам:
![]()
![]()
где RГ, RB — составляющие активного сопротивления схемы замещения; L — индуктивность контура; Нм — магнитная напряженность. Эти свойства порошкообразного ферромагнетика определяются на тороидальных образцах.
Первые опыты с магнитодиэлектриками начались со смешивания мелких железных опилок с изоляционным лаком. В табл. 6 приведены основные показатели современных магнитодиэлектриков. Так, начальная относительная магнитная проницаемость карбонильного железа превышает величину μн >1000, а для магнитодиэлектриков из этого ферромагнитного порошка μн<70. Это можно объяснить с помощью приближенной формулы для относительной магнитной проницаемости такого конгломерата, являющегося аналогом суспензии для магнитопорошкового контроля:

где μ — магнитная проницаемость использованного порошка; 1-ε — относительный объем, который занимает диэлектрическая прослойка.
Из формулы следует, что, чем больше 1-ε, тем в меньшей степени сказывается качество исходного магнитного порошка на μн. Изменение магнитной проницаемости исходного порошка в десятки раз не влияет заметно на магнитную проницаемость суспензии μн. Так, если принять,
Таблица 6. Основные характеристики (колец из альстфера) для аппаратуры проводной связи
|
Параметр |
ТЧ-3-П |
ТЧ-60П |
ТЧК-55П |
ВЧ-32П |
ВЧ-22П |
ВЧК-22П |
|
Начальная магнитная проницаемость μn при 20°С |
82...94 |
55...65 |
50...60 |
30...34 |
20...24 |
20...24 |
|
Температурный коэффициент начальной магнитной проницаемости при 20...70°С |
-600*10-6 |
-400*10-6 |
-150*106… …+50*10-6 |
-250*10-6 |
-200*10-6 |
-50*106… …+50*10-6 |
|
Коэффициент потерь на вихревые токи δВ, Гц-1 |
1000*10-9 |
250*10-9 |
250*10-9 |
85*10-9 |
12*10-9 |
12*10-9 |
|
Коэффициент потерь на гистерезис δГ, А/м |
8,75*10-5 |
6,25*10-5 |
6,25*10-5 |
2,5*10-5 |
1,5*10-5 |
1,5*10-5 |
|
Коэффициент дополнительных потерь δд |
3*10-3 |
2*10-3 |
2*10-3 |
1,2*10-3 |
1,2*10-3 |
1,2*10-3 |
|
Рабочий диапазон частот, кГц, не более |
10 |
10 |
10 |
50 |
100 |
100 |
|
Маркировочный знак колец в виде полосы |
Синяя |
Черная |
Красная |
Белая |
Зеленая |
Желтая |
что прослойка составляет 3%, то проницаемость μн из сколь угодно хорошего исходного порошка не превысит величины μн=91 и может быть только меньше при использовании плохого порошка. Это подтверждается на практике.
На рис. 74 приведены графики зависимости относительной эквивалентной магнитной проницаемости материалов от коэффициента заполнения:
![]()

Рис. 74. Графики зависимости относительной эквивалентной магнитной проницаемости μ/μо от коэффициента заполнения.
Экспериментальные зависимости 2 даны для тороидов из магнитодиэлектрика, расчетное значение магнитной проницаемости 3 найдено по приведенной формуле, кривая 4 дана для эффективного значения магнитной проницаемости сердечника с одним воздушным зазором. Все зависимости приведены для ферромагнетика с одним и тем же значением μFe=1000. Из сравнения кривых 2 и 4 следует, что при равных коэффициентах заполнения магнитодиэлектрик имеет более высокую магнитную проницаемость, чем сердечник с одним эквивалентным (1-ε) воздушным зазором. Дифференцированный, сложно распределенный в массиве материала зазор, приводит к тому, что размагничивающие эффекты отдельных частиц в какой-то мере компенсируют друг друга и поэтому кривые 2 и 3 выше кривой 4.
В магнитопорошковой суспензии масса порошка уплотняется вдоль силовых линий. Частицы размером 5...40 мкм вдоль силовых линий образуют достаточно большой эффективный суммарный зазор. Приложением внешнего магнитного поля при свободном формировании цепочек в суспензии удается поднять магнитную проницаемость только на 10...15%. Высоких значений по магнитным свойствам можно достичь на основе пермаллоя (табл. 7).
Ферромагнитной основой для промышленных магнитных суспензий является порошок железа или его сплавов, полученных металлургическим или химическим способом. Химическая промышленность выпускает карбонильные железные порошки типов Р и Пс, получаемые термическим разложением пентакарбоната железа Fe2CO5. Частицы этого порошка имеют сферическую форму и средний диаметр 1,5...3,5 мкм. Это практически чистое железо. Количество примесей (С, Ni) нормируют в зависимости от марки порошка в пределах 0,3...3,4%. Начальная относительная магнитная проницаемость магнитопорошковой массы на основе карбонильного железа находится в пределах 11...15.
В табл. 8 приведены сведения о магнитодиэлектриках из мелких фракций порошка ПЖ-5М. Это основной тип промышленного железного порошка, восстанавливаемого из прокатной окалины, применяемого для магнитопорошкового контроля. Здесь по аналогии с высокочастотными магнитодиэлектриками для испытаний отбирали мелкие фракции порошка типа ПЖ-5М.
Магнитные свойства измеряли на феррометрах типа У-542 в полях напряженностью до 8*105 А/м, удельное сопротивление определяли с помощью лампового вольтметра. Для уменьшения переходного сопротивления контактные плоскости покрывали эвтектикой, содержащей 67% галлия, 20% индия и 13% олова. В табл. 8 указаны относительная начальная магнитная проницаемость, полученная при напряженности поля 40 А/м, и значения индукций при напряженности 2*104 и 4*104 А/м. Удельная намагниченность σ измерена во внешнем магнитном поле напряженностью 8*105 А/м. При этом намагниченность насыщения не достигается. Частицы порошка ПЖ-5М имеют рыхлую поверхность, получаемую при восстановлении чешуи прокатной окалины.
Из табл. 8 видно, что увеличение содержания диэлектрика затормаживает рост магнитных свойств, особенно для порошка с острыми гранями.
Магнитные свойства материалов из сферических порошков ниже, чем на основе порошка ПЖ-5М, близких фракций, а удельное электрическое сопротивление выше.
Таблица 7. Характеристики магнитодиэлектриков на основе пермаллоя
|
Марка
|
Номинальное значение проницаемости μn
|
Коэффициент потерь |
Температурный коэффициент магнитной проницаемости
|
Диапазон рабочих температур, °С
| ||
|
δГ*105, М/А |
δВ*109,Гц-1 |
δД*103 | ||||
|
П-250 П-140
П-100 П-60 |
230 140
100 60 |
10 6,3
3,1 1,9 |
1000 450
200 100 |
3 2
2 1,5 |
+200 +100 +120 +100 +100 |
-60...+85 -20...+70 -60...+85 -60...+85 -60...+85 |
Таблица 8. Характеристики магнитодиэлектриков на основе карбонильных порошков, пермаллоя (50Н) и мелкодисперсного порошка типа 11Ж-5М разных фракций
|
Тип |
Содержание диэлектрика, % |
Давление прессования, 5*10-2 МПа |
μн |
μм |
В, Тл, при 4*10 А/м |
ρ, Ом*м |
γ, кг/м3 |
|
Р-100 |
5 5 |
6 12 |
5,1 9,2 |
11,5 13,5 |
0,50 0,56 |
2700 200 |
5050 5110 |
|
Р-10 |
5 5 |
6 12 |
7,9 11,8 |
13,1 15,5 |
0,53 0,57 |
1600 33,6 |
4740 4920 |
|
50Н |
5 5 |
6 12 |
6,2 9,8 |
15,1 17,8 |
0,47 0,54 |
10 10 |
4860 5190 |
|
11Ж-5М (-0,16...0,1) |
4 4 |
6 10 |
24 28 |
58 68 |
0,99 1,12 |
0,05 0,02 |
5500 5510 |
|
11Ж-5М (-0,1...0,063) |
4 4 |
6 10 |
15 24 |
35 42 |
0,90 0,99 |
0,043 0,036 |
5500 5510 |
|
11Ж-5М (-0,063...0,05) |
4 4 |
6 10 |
13 21 |
32 40 |
0,82 0,94 |
0,015 0,006 |
5454 5460 |
|
11Ж-5М (-0,05) |
4 4 |
6 10 |
12 21 |
30 38 |
0,72 0,90 |
0,1 0,12 |
5030 5130 |
Единственным преимуществом дорогих порошков типов Р-100, Р-10, 50 Н и П является менее ярко выраженная зависимость максимума магнитной проницаемости от напряженности магнитного поля.
Аналогичные опыты, поставленные с тем же порошком типа ПЖ, но более крупных фракций, показали, что удельное электрическое сопротивление в зависимости от продольного и поперечного расположения чешуек по отношению ко внешнему магнитному полю соответственно составило: 40*106 Ом*м и 800*106 Ом*м. В исследованиях использовали также и химико-металлургический (ХМ) железный порошок: 99,8% Fe и не более 0,01% С, с фракциями более 0,1 мм. Процент связующего был весьма небольшим (менее 1,2%). Для таких вариантов технологии уровень получаемых магнитных характеристик зависит от химического состава порошка.
На рис. 75 из сравнения кривых 3 и 4 видно как приданием частицам порошка ПЖ-1К чешуеобразной (чеш) формы увеличивается магнитная индукция, которую удается при 10 кА/м повысить с 1,08 до 1,23 Тл.
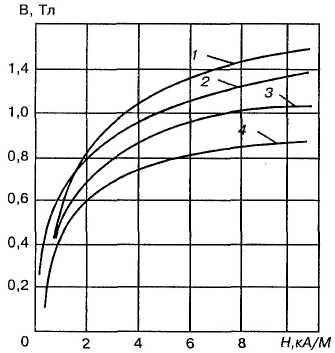
Рис. 75. Кривые намагничивания магнитодиэлектриков с малым содержанием диэлектрика: 1 - ХМчеш (+0,3%); 2 - ПЖ-1Кчеш (+0,3%); 3 - ПЖ-1Кчеш (+0,4%); 4 - ПЖ-1К (+0,4%).
Опыты поставлены при 0,4% диэлектрического наполнителя. Кривая 4 получена для образцов из порошка ПЖ-1К без механической обработки.
С увеличением количества диэлектрической основы от 0,2 до 1% максимальная магнитная индукция резко снижается. Она зависит и от количества примесей в порошке. Если для ПЖ-1К с 0,2% смолы получено μм=600*10-6 Гн/м, то для ХМ с тем же составом смолы -μм=1000*10-6 Гн/м.
Упорядоченной схемой замещения конгломератов суспензии (магнитодиэлектрике) является сложно распределенный воздушный зазор в массиве ферромагнетика. Магнитная проницаемость металла порошка на несколько порядков больше, чем проницаемость конгломерата. Поэтому наличие зазоров приводит к сложному распределению магнитного потока. Происходит насыщение отдельных участков сопрягаемых частиц. Каждая намагниченная частица, конгломерат частиц обладает собственным размагничивающим фактором. В этой массе очень сложное распределение магнитного поля с большим числом локальных зон насыщения. Магнитный поток, встречая зазор, изменяет свое направление и входит не в торец, а в плоскость частицы, что повышает потери и местное насыщение. С изменением индукции в два раза потери увеличиваются на порядок. Если представить идеализированную схему, где частицы сопрягаются друг с другом так, как показано на рис. 76, то можно объяснить, почему в суспензии при повышенных индукциях такие большие потери.
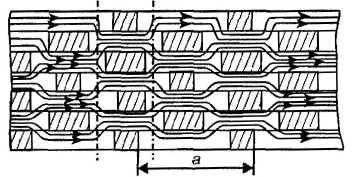
Рис. 76. Модель магнитодиэлектрика в виде пластин правильной формы, сопрягаемых друг с другом шихтовкой.
Этому способствуют частые переходы магнитного потока от одной частицы к другой, большое число преодолеваемых поверхностей. Заштрихованные прямоугольники на рисунке соответствуют объемам диэлектрика, через которые магнитный поток проходит только после насыщения прилегающих участков ферромагнитных частиц. В модели рис. 76 обращает на себя внимание большое количество переходов, не совпадающих с основным направлением магнитного потока. Эти переходы повторяются с шагом а=аFe+аД, состоящим из линейного размера частиц аFe и диэлектрика аД. Микрошлифы застывшей суспензии, приведенные, например, в работе [19], показывают, что чем меньше заполнен материал ферромагнитным наполнителем, тем значительнее зоны, заполненные диэлектриком. Диэлектрический компонент концентрируется преимущественно по торцам частиц. Точную аналогию с геометрически правильной моделью (рис. 76) провести нельзя. Однако ясно, что периодичность ситуаций кратна протяженности частиц. Подсчитаем из этих предпосылок, чему будут приблизительно равны суммарные потери б суспензии при повышенных частотах:
Р=рпG+р3nSkп
где рп - удельные потери (на гистерезис, вихревые токи и от других причин) в металле порошка, зависящие от частоты, индукции, размеров частиц; G - масса ферромагнитного наполнителя; S - сечение; р3 - дополнительные удельные потери, связанные с искажением поля внутри ферромагнетика и пропорциональные площади сечения магнитопровода в направлении магнитного потока; kп - коэффициент, учитывающий характер и протяженность локальных зон.
График удельных потерь на рис. 77 относится к электротехнической стали, шихтованной в переплет так, как шихтуются пластины трансформаторов.
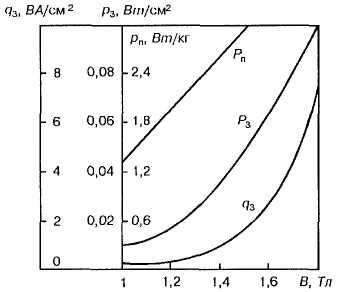
Рис. 77. Графики зависимости удельных потерь рп, р3 и намагничивающей мощности q3 в зазорах магнитопроводов от изменения индукции при частоте 50 Гц.
На рис. 77 представлены также зависимости удельных потерь р3 и намагничивающей мощности q3, приходящихся на единицу площади зоны сопряжения элементов магнитопровода, т.е. зазоров в сердечнике. Рис. 77 может быть использован для приближенной оценки потерь в конгломератах. Оценим, например, материал с коэффициентом заполнения ε=0,99, удельным весом γ=6,72 г/см3 и средним размером ферромагнитных частиц 0,7х0,7х0,3 мм, имеющих плоскую форму.
Таблица 9. Сравнительные электротехнические характеристики некоторых магнитомягких материалов
|
Материал |
Hс, А/м |
В5, Тл* |
В40, Тл* |
В250, Тл* |
Вч, Тл |
γ, г/см3 |
ρ*108, Ом*м |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Трансформаторная сталь |
34 |
1,28 |
1,51 |
1,87 |
0,8 |
7,55 |
55 |
|
Динамная сталь |
1 |
1,3 |
1,6 |
1,95 |
1,2 |
7,85 |
19 |
|
Технически чистое железо |
6 |
1,52 |
1,65 |
2,15 |
≈1,3 |
7,87 |
10 |
|
Листовая конструкционная сталь |
(1...2)*102 |
1,4 |
1,62 |
1,95 |
- |
7,75 |
13 |
|
Металлокерамика из железа |
(1,5...2)*102 |
1,15 |
1,43 |
1,8 |
≈1 |
7 |
- |
|
Стальное литье |
(1,5...3)*102 |
1,1 |
1,55 |
1,85 |
- |
7,8 |
17 |
|
Ковкий чугун |
200 |
0,9 |
1,3 |
1,8 |
- |
7,4 |
40 |
|
Серый чугун |
(5...8)*102 |
0,15 |
0,73 |
1,5 |
- |
6,8 |
65 |
|
Текстурованная листовая сталь Fe+Al |
8 |
1,75 |
1,87 |
1,95 |
1,5 |
7,65 |
40 |
|
Марганцово-цинковые ферриты |
10 |
0,43 |
0,44 |
0,45 |
1,12 |
4,8 |
4107 |
|
Магнитодиэлектрики карбонильные |
(1,5...3)*102 |
0,26 |
0,3 |
0,36 |
0,4 |
4,2 |
5*108 |
|
* В индексе индукции указана напряженность магнитного поля в А/м. | |||||||
Среднее отношение линейных размеров частиц в зоне сопряжения lFe/lД=5. Удельные потери в малоуглеродистой стали при частоте 50 Гц хорошо исследованы (рис. 77). Для индукций 1 и 1,5 Тл они составляют приблизительно 1,35 и 3 Вт/кг. Для 1 кг такого материала в виде куба:
![]()
![]()
![]()
![]()
![]()
Для индукции 1 Тл значение ρ3=0,01 Вт/см2, поэтому надо ожидать потерь:
где S=L2 — площадь переходов; п — число удельных плоскостей сопряжения; P1,5≈1,3*1+0,01*177*28*1=50 Вт/кг. В пределе аналогичных условий для протяженных нитей (lFe/lД)2=∞ удельные потери составляют только 1,3 Вт/кг, поскольку второе слагаемое будет равно нулю.
Таким образом, удельные потери в конгломератах могут значительно превышать потери в материале изделия. В отличие от других материалов потери в ферромагнетике, состоящем из отдельных частиц, зависят не только от частоты и индукции магнитного поля, но и от их формы, количества диэлектрической компоненты. Для небольших образцов и малых индукций вторая составляющая потерь незначительна и поэтому ранее не вычислялась. Представление об общей картине всего многообразия магнитных материалом дает табл. 9, где приведены основные электротехнические характеристики 11 типов магнитных материалов.