

Промышленные магнитопорошковые индикаторы
Интенсивность образования конгломератов характеризует потерю агрегативной устойчивости суспензии. При интенсивном слипании частиц с образованием более крупных частиц происходит снижение, а иногда полная потеря чувствительности магнитной суспензии.
Для предотвращения соединения мелких частиц в более крупные в суспензию вводят поверхностно-активные вещества, молекулы которых имеют дииольное строение. Поэтому в результате адсорбции таких молекул на частицах порошка все частицы оказываются заряженными электростатическими зарядами одного знака. Возникающие при этом электростатические силы отталкивания не позволяют частицам сблизиться на расстояния, на которых возникают значительные силы притяжения. Суспензия в этом случае приобретает агрегативную устойчивость. Это обеспечивает ее высокую чувствительность.
Для обнаружения мелких трещин, волосовин наиболее эффективно применение порошков в органических средах при поперечнике частиц 0,5...10 мкм. При этом обеспечивается выявление трещин как в начальной стадии их возникновения (шириной раскрытия 0,5...1 мкм), так и при образовании относительно крупных трещин, шириной раскрытия более 0,1 мм.
Порошок магнитный черный (ТУ 6-36-05800165-1009-93) представляет собой измельченную закись-окись железа (Fe304). Он получается фильтрацией шламовой жидкости с последующей сушкой при температуре 400...500°С и размолом. Размер основной массы частиц не более 30 мкм. Выявляемость (чувствительность), определенная на приборе типа ПВ-1 — 100 %. Порошок используется в органических и водных суспензиях, при контроле «способом воздушной взвеси».
Рис. 133- Индикация дефектов.
Буро-красный порошок (ИРЕА-6) представляет собой смесь окислов железа, в основном γ-Fe2O3. Основная масса частиц 0,5...10 мкм с небольшим содержанием крупных частиц. Может применяться в органических и водных суспензиях.
Паста магнитная черная РОСАВА-1100 имеет размер частиц 1...3 мкм. Чувствительность, определенная на приборе ПВ-1, для этого индикатора 90... 100 %.
Паста магнитная КМ-К (ГОСТ 23694-79), для приготовления керосиновой, масляной и керосино-масляной суспензии. Предназначается для контроля деталей с темной поверхностью. Паста представляет собой густотертую смесь красного цвета, состоящую из топкодисперсной окиси железа, вазелина и поверхностно-активного вещества. В состав пасты входит 46...50 % окиси железа, 50 % вазелина и 2 % поверхностно-активного вещества. Не взрывоопасна, не пожароопасна.
Перед употреблением пасту разводят в дисперсионной среде в концентрации 40+10 г/л. В случаях, предусмотренных в техдокументации (например, при контроле резьбы, лопаток турбин и т. п.) допускается снижение концентрации магнитной пасты до 10 г/л.
В качестве дисперсионной среды применяют осветительный керосин (ГОСТ 4753-68), топливо для реактивных двигателей (ГОСТ 10227-62) или трансформаторное масло (ГОСТ 10121-76). Для этих целей выпускаются различные пасты [5].
Магнитная черная паста ЧВ-1 (ТУ 6-09-1823-80). для приготовления стандартной суспензии на 1 кг воды берут 60 г пасты. Чувствительность суспензии определяется по прибору ПВ-1.
Магнитная красная паста КВ-1 (ТУ 6-09-1823-80) для приготовления стандартной суспензии берут 80 г пасты на 1 л воды.
Люминесцентная паста МЛ-1 (ТУ 6-14-1550-76) для приготовления водной суспензии берут 42 г пасты на 1 л воды.
Таблица 18. Концентрация магнитного порошка (ТУ 6-36-05800165-93) в суспензии
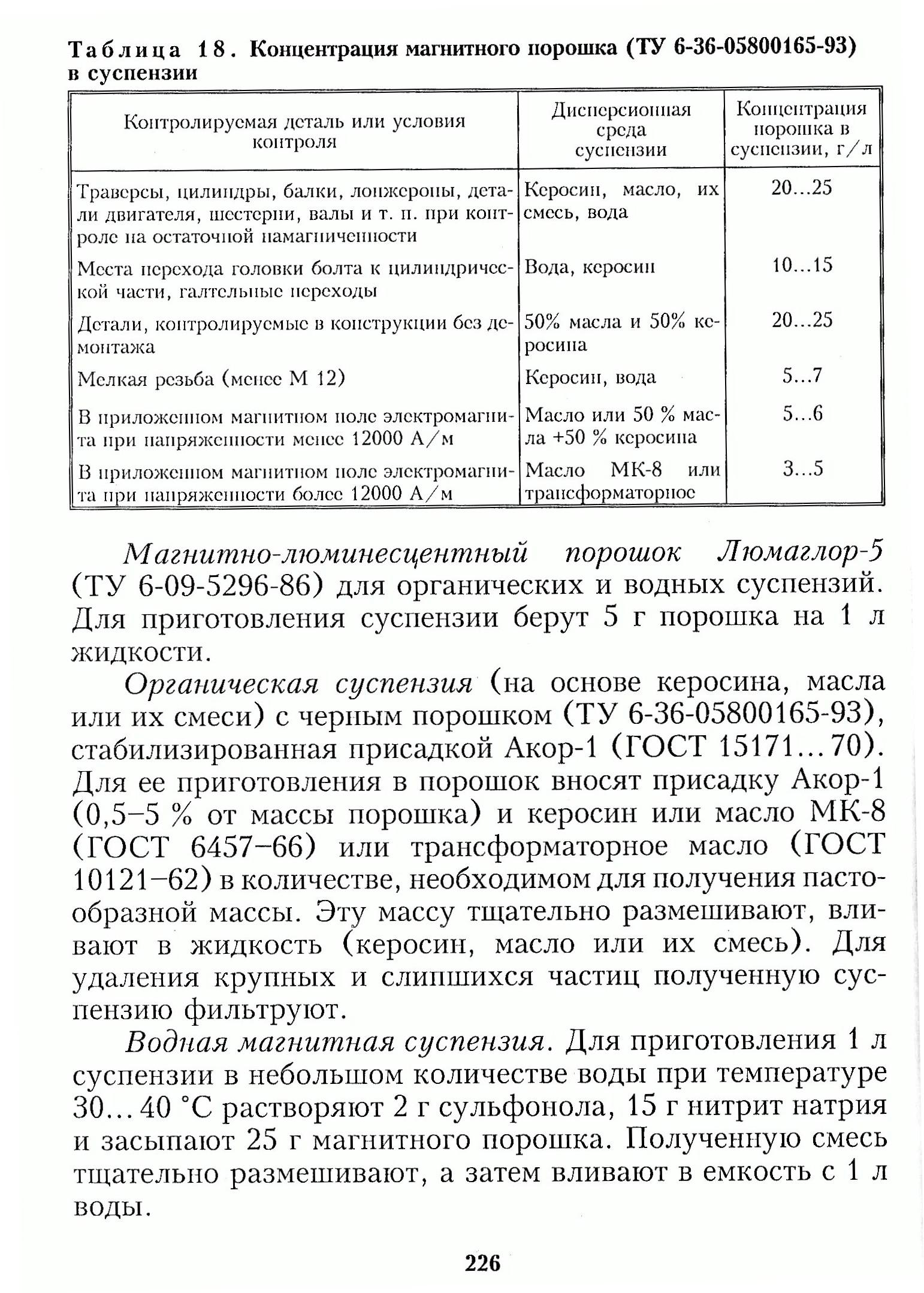
Магнитно-люминесцентный порошок Люмаглор-5 (ТУ 6-09-5296-86) для органических и водных суспензий. Для приготовления суспензии берут 5 г порошка на 1 л жидкости.
Органическая суспензия (на основе керосина, масла или их смеси) с черным порошком (ТУ 6-36-05800165-93), стабилизированная присадкой Акор-1 (ГОСТ 15171... 70). Для ее приготовления в порошок вносят присадку Акор-1 (0,5-5 % от массы порошка) и керосин или масло МК-8 (ГОСТ 6457-66) или трансформаторное масло (ГОСТ 10121-62) в количестве, необходимом для получения пастообразной массы. Эту массу тщательно размешивают, вливают в жидкость (керосин, масло или их смесь). Для удаления крупных и слипшихся частиц полученную суспензию фильтруют.
Водная магнитная суспензия. Для приготовления 1 л суспензии в небольшом количестве воды при температуре 30...40°С растворяют 2 г сульфонола, 15 г нитрит натрия и засыпают 25 г магнитного порошка. Полученную смесь тщательно размешивают, а затем вливают в емкость с 1 л воды.
Концентрацию суспензии изменяют в зависимости от способа контроля, напряженности поля, формы поверяемой поверхности и других факторов. По данным работы [5] в табл. 18 приведены рекомендации для магнитного контроля деталей летательных аппаратов как в условиях эксплуатации, так и при ремонте. Из этой таблицы следует, что в зависимости от конструкции, концентрация порошка изменяется в широком диапазоне от 3 до 25 г/л.