

Определение чувствительности индикаторов
Для оценки чувствительности магнитопорошкового метода применяют специально отобранные приборы, контрольные образцы с искусственными дефектами, детали с эксплуатационными дефектами, тест-образцы.
Так, прибор У-2498 предназначен для количественной оценки чувствительности магнитных индикаторов без использования эталонных магнитных порошков.
Принцип работы прибора основан на создании плавно убывающего поля рассеяния над искусственным дефектом. Прибор У-2498 состоит из контрольного образца, регулятора тока, амперметра, трансформатора, смонтированных в корпусе прибора, и приспособлений для нанесения суспензии и осмотра.
Контрольный образец (рис. 134) состоит из двух призм 1 и 2, пришлифованных друг к другу. В плоскости соприкосновения призм просверлено отверстие 7 так, что его продольная ось направлена под углом а к плоскости 3.
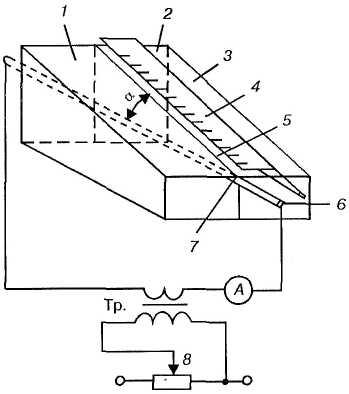
Рис. 134. Схема прибора У-2498.
Стык между призмами 1 и 2 на плоскости 3 имитирует трещину. В отверстие 7 продет кабель 6, при протекания тока в котором создается магнитное поле над искусственным дефектом — стыком призм 1 и 2. Кабель 6 подсоединен ко вторичной обмотке трансформатора Тр. Ток в кабеле регулируют потенциометром 8 и измеряют амперметром А.
Исследуемый магнитный порошок или суспензию наносят на поверхность 3. При этом над искусственным дефектом накапливается порошок в виде валика 5, длину которого измеряют откидной линейкой 4.
Чувствительность оценивают по валику 5.
Прибор МФ-10СП предназначен для оценки чувствительности магнитных порошков, суспензий.
В основу принципа действия прибора положено использование модели магнитного поля рассеяния, равномерно убывающего по длине искусственного дефекта в контрольном образце (рис. 135). Образец содержит две ферромагнитные пластины 1 и 2, пришлифованные друг к другу, на стыке которых образуется искусственный прямолинейный дефект 3. Снизу образца на ферромагнитных сердечниках 4 расположены обмотки 5 (на рис. 135 показана лишь одна обмотка). Изменением токов в обмотках 5'-8' резисторами R1-R4 добиваются таких их значений, при которых изменение поля рассеяния по длине искусственного дефекта становится линейным.
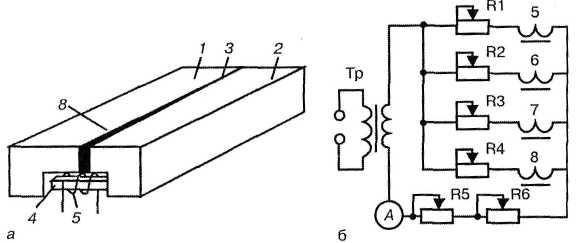
Рис. 135. Устройство образца (а) и электрическая схема (б) прибора МФ-10СП.
Принципиальная электрическая схема прибора МФ-10СП показана на рис. 135. Схема содержит трансформатор Тр, амперметр А, резисторы R1-R4, обмотки 5...8, потенциометры грубой R5 и точной R6 установки тока.
При нанесении суспензии над дефектом накапливается порошок, образуя валик 8, по длине которого определяют чувствительность суспензии или порошка.
Длина валика над искусственным дефектом не должна быть менее 40 мм для суспензий, предназначенных для контроля деталей авиационной техники [5].
Эталоны, тест-образцы, дефектограммы
Тест-образец ТО-1 предназначен для подбора режима намагничивания и качества магнитного индикатора крупногабаритных деталей.
Принцип работы образца основан на выявлении на нем серии искусственных дефектов.
Образец состоит из корпуса 1 и ручки 2 (рис. 136). Корпус имеет вид диска диаметром 21 мм, толщиной 2,5 мм и закреплен в цапфах ручки, в которых может поворачиваться.
На каждой плоскости образца имеются по две группы искусственных дефектов. Направление групп дефектов взаимно перпендикулярно. В каждой группе содержится по 5 параллельных дефектов, образующих миру (на плоскости 1 дефекты А и Б, а на плоскости 2 — дефекты В и Г).
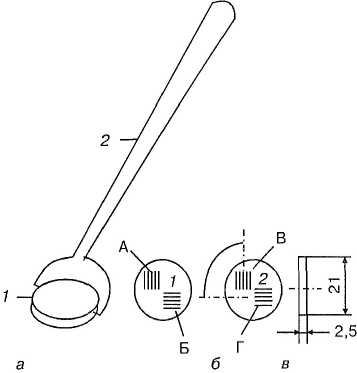
Рис. 136. Тест-образец ТО-1: а — схема устройства; б — схема расположения искусственных дефектов: на плоскости 1 — дефекты А и Б; на плоскости 2 — дефекты В и Г; в — вид диска сбоку.
Дефекты видны только после нанесения суспензии в магнитном поле и накоплении над ними магнитного порошка (в случае хорошей суспензии и правильном намагничивании).
Над плоскостью 1 создаются поля рассеяния дефектов, для обнаружения которых требуется стандартная чувствительность контроля.
Для выявления дефектов на плоскости 2 требуется режим намагничивания и состав суспензии, соответствующий более высокой чувствительности контроля, так как дефекты на стороне 2 закрыты более толстой пластиной.
Работа с образцом ТО-1 состоит в следующем. Образец устанавливают на контролируемый участок детали плоскостью 1 или 2 кверху соответственно выбранной чувствительности, создают намагничивающее поле, наносят магнитную суспензию на образец и осматривают на нем индикаторный рисунок, образуемый частицами магнитного порошка.
Если на поверхности образца образовались линии одной группы дефектов, то это означает:
намагничивающее поле и суспензия выбраны правильно;
будут выявляться дефекты на проверяемой детали, ориентированные по направлению искусственных дефектов или под углом к ним до 45°.
Если на образце образуется значительный фон из осевшего порошка, то это признак высокой концентрации порошка или недостаточной вязкости дисперсной среды суспензии, или неправильно выбранного режима намагничивания.
Изменяя намагничивающее поле и состав суспензии, необходимо добиться четкого выявления искусственных дефектов на образце. При этом на детали будут выявляться дефекты, ориентированные по направлению искусственных дефектов.
Эталонный образец с постоянным магнитом (рис. 137) предназначен для определения качества магнитных суспензий. Образец содержит две призмы 1 и 2, пришлифованные друг к другу. Стык 3 между призмами на рабочей поверхности представляет собой искусственный дефект. Под действием поля магнита 5 призмы намагничиваются, а над искусственном дефектом накапливаются частицы порошка, образуя индикаторную линию 4, по длине l которой оценивают качество магнитной суспензии или сухого порошка. Образец портативный.
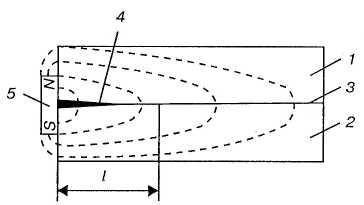
Рис. 137. Схема устройства эталонного образца: 1,2 — пластины; 3 — стык между пластинами; 4 — искусственный дефект; 5 — постоянный магнит.
Тест-образец (образец Бертхолъда) предназначен для определения правильности выбранного режима намагничивания и качества магнитной суспензии (рис. 138). Основной частью образца является диск, состоящий из 4-х секторов 3, каждый из которых имеет центральный угол 90°. Секторы выполнены из магнито-мягкого материала. Стыки между секторами на рабочей поверхности представляют собой два искусственных взаимно перпендикулярных дефекта. Поверхность секторов закрыта крышкой 2 немагнитного материала, расстояние А до которой от поверхности секторов можно изменять. Большее расстояние А соответствует большей чувствительности контроля.

Рис. 138. Схема устройства образцов: а — образца Бертхольда; б — кольцевого образца (ASME); 1 — валик из порошка; 2 — крышка; 3 — ферромагнитные секторы; 4 — проверяемая деталь; 5 — центральный проводник; 6 — осаждение порошка; 7 — отверстия; Ф — магнитный поток; Н — вектор напряженности поля.
Для проверки качества суспензии и режима намагничивания образец устанавливают на проверяемую деталь и создают магнитное поле. При этом над искусственным дефектом образуется поле рассеяния, и при нанесении суспензии индикаторная линия из магнитного порошка 1 образуется над тем стыком, направление которого с вектором поля составляет угол не менее 30°.
Режим, соответствующий четкой индикаторной линии, принимают за оптимальный.
По выявлению искусственного дефекта можно сделать заключение о том, что поле к направлению дефекта направлено под углом 30...90°. Более точно определить направление поля с помощью такого типа прибора нельзя. Образец может быть эффективно использован только при контроле способом приложенного поля.
Образец кольцевой (ASME) (рис. 138, б) предназначен для определения работоспособности дефектоскопа и качества суспензии. Образец представляет собой диск толщиной 7/8" (22,2 мм). Он имеет внешний диаметр 5" (127 мм), внутренний — 1 1/4" (31,75 мм). Перпендикулярно плоскости диска на различном расстоянии от внешней цилиндрической поверхности просверлены 12 отверстий, каждое диаметром 1,78 мм.
При пропускании тока I по центральному проводнику 5 образуются поля рассеяния, убывающие по мере увеличения расстояния отверстия до цилиндрической поверхности. При нанесении на диск магнитной суспензии над отверстиями на цилиндрической поверхности происходит накопление магнитного порошка 4, образуя индикаторные линии 6. По числу индикаторных линий оценивают качество магнитной суспензии.
Для оценки качества суспензии применяют специализированный сосуд ASME, в котором наблюдают процесс оседания и уровень осевшего порошка, а также различные образцы с искусственными дефектами.
Для проверки качества индикатора применяют также комплекты образцов с шлифовочными трещинами. Точная проверка качества индикатора производится перед началом работы, после заполнения ванны дефектоскопа вновь приготовленной суспензией, а также во всех случаях, когда возникает подозрение в снижении качества магнитной суспензии.
Образцы имеют обычно цилиндрическую форму, диаметр образца 20...30 мм, длина с ручкой составляет 150...250 мм, на поверхностях их находятся шлифовочные трещины глубиной 0,01...0,1 мм. Наиболее характерные трещины выделены и подлежат обязательному выявлению. Такой индикатор считается качественным.
Кроме того, распространены тест-образцы, которые используются для выявления дефектов, характерных для изделий данного предприятия.
Опишем предложенный в патенте [35] способ изготовления таких образцов (рис. 139). По этой технологии образец выполняется любой формы в виде литого тела, внутри которого размещают тугоплавкие вставки, предварительно закрепленные в литейной форме, которая заполняется расплавленным металлом менее тугоплавким, чем материал вставок. Вставка-имитатор дефекта изготавливается из пеферромагиитного и более тугоплавкого материала. Например, для стали Ст3 используются танталовая, ниобиевая, вольфрамовая, кварцевая, графитовая, композитная вставки.
На рис. 139, а, б представлены эталонные образцы, изготовленные предложенным способом. Образец (рис. 139, а) выполнен в виде литого цилиндра 1, переходящего в конус 2, с цилиндрическим отверстием по оси 3.
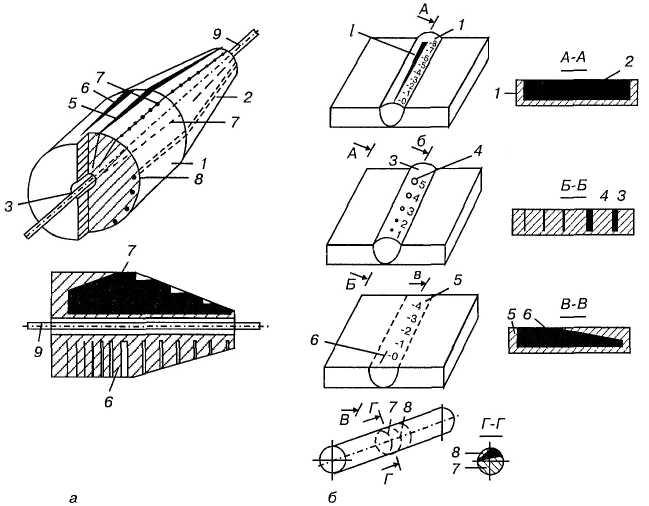
Рис. 139. Эталонные образцы цилиндрической детали (а) и сварных соединений (б).
Тугоплавкие вставки 4-8 имитируют различные несплошности. Образец намагничивают пропусканием переменного или постоянного тока по проводнику 9.
На рис. 139, б изображены аналогичные образцы сварных соединений, изготовленные этим же способом. Это образец со стыковым сварным швом 1 с имитатором 2 поверхностного дефекта с меняющейся шириной раскрытия; образец стыкового сварного шва 3, вдоль оси которого расположен ряд цилиндрических пор 4, выходящих на поверхность; образец стыкового сварного шва 5 со снятым валиком усиления. Имитатором 6 является трещина, залегающая на меняющейся глубине и выходящая на поверхность. Последний образец выполнен из прутков, состыкованных контактным швом 7 и снятым валиком усиления. Имитатором здесь являются вставки заданных формы и размеров.

Рис. 140. Основные типы дефектов, определяемых с помощью магнитопорошкового метода: 1 — холодные трещины; 2 — горячие трещины; 3 — мелкие заколочные трещины; 4 — глубокие трещины; 5 — поры разного размера; 6 — скопление пор; 7 — пористая структура; 8 — глубокие поры; 9 — стресс-коррозионное растрескивание.
Обнаружение имитаторов позволяет нормировано контролировать параметры (чувствительность, выявляемость, разрешающую способность) различных средств неразрушающего контроля.
Индикаторный рисунок (рис. 140) сравнивают с рисунками, зафиксированными на дефектограмме.
Если на образце мелкие трещины не выявились, а на дефектограмме имеются, то принимают меры по восстановлению чувствительности суспензии, устраняют другие возможные причины.