

Влияние скорости намагничивания и скорости снятия внешнего поля
На выявляемость дефектов при контроле способом остаточной намагниченности существенное влияние оказывает скорость уменьшения намагничивающего поля. Этот фактор в книге [5] демонстирируется на примере намагничивания цилиндрического образца длиной 500 мм, диаметром 65 мм.
При медленном уменьшении намагничивающего поля тангенциальная составляющая напряженности поля на цилиндрической поверхности образца монотонно уменьшается от значения приложенного поля НПП, изменяет знак и достигает значения соответствующего остаточной намагниченности; трещины на средней части цилиндрической поверхности выявляются слабо, а на участках, прилегающих к торцевым поверхностям, не выявляются даже крупные трещины; картины поля в различных сечениях идентичны по длине образца; вектор магнитной индукции в сечении образца не меняет знака (рис. 147, 1-3).
При быстром уменьшении намагничивающего поля тангенциальная составляющая (направленная по продольной оси образца) индукции в сечении образца (на расстоянии d от цилиндрической поверхности) изменяет знак, что можно видеть по картине поля в сечении образца. Направление магнитных силовых линий на торцевой поверхности изменяется на противоположное (рис. 147, 1'-3'). В результате на расстоянии d от цилиндрической поверхности на торце по окружности образуется поле рассеяния. При наложении экрана на
торец образца и нанесении магнитного порошка его, вызванное полем рассеяния (рис. 147, 1'), осаждение происходит в виде кольца. На рис. 147, 2' показан образец сбоку и осаждение порошка на экране, установленном по диаметральной плоскости. На рис. 147, 2', У видно изменение направления магнитных силовых линий на противоположное. Аналогичные картины поля наблюдаются в сечениях по всей длине образца. Тангенциальная составляющая напряженности НТ на цилиндрической поверхности, в средней части образца, при выключении тока в соленоиде изменяет свой знак и достигает значения, которое значительно больше напряженности приложенного поля. Затем она уменьшается до значения, соответствующего остаточной намагниченности НТ.ОП. Значительное увеличение напряженности поля в процессе выключения тока в соленоиде можно объяснить тем, что в образце индуцируется ток, пропорциональный скорости изменения магнитного потока.
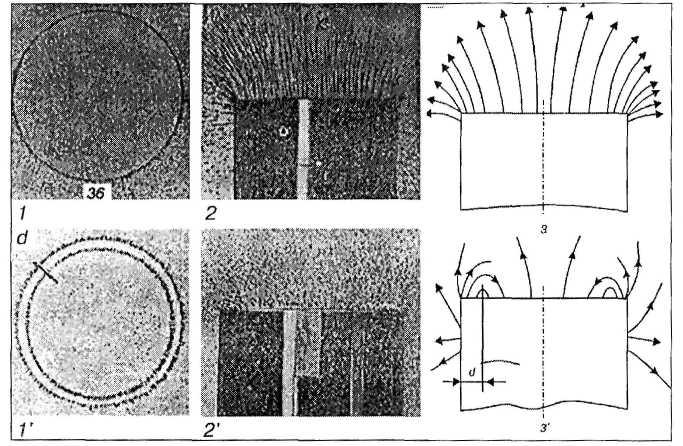
Рис. 147. Картины поля в сечениях образца: 1-3 — после медленного снятия поля; 1'-3' — после быстрого снятия поля; 1,1'— вид сбоку (в диаметральной плоскости); 3, 3' — схемы поля (вид сбоку); d — расстояние по радиусу от цилиндрической поверхности образца до области изменения знака вектора магнитной индукции.
Массивный образец в этом случае играет роль короткозамкнутого витка, в котором индуцируется ток большой силы. Магнитное поле этого тока вследствие скин-эффекта концентрируется в поверхностном слое образца и значительно намагничивает его. Магнитный поток сильно намагниченного поверхнйстного слоя замыкается на внутренние слои. Образуется замкнутый контур магнитного потока Фэ с малым размагничивающим фактором (рис. 148).
Вектор намагниченности слоя, прилегающего к поверхностному слою детали, меняет свое направление на противоположное. Вокруг образца образуется рассеяный поток Фц. Напряженность поля на цилиндрической поверхности значительно меньше напряженности поля в тех же точках при намагничивании образца в медленно убывающем поле.
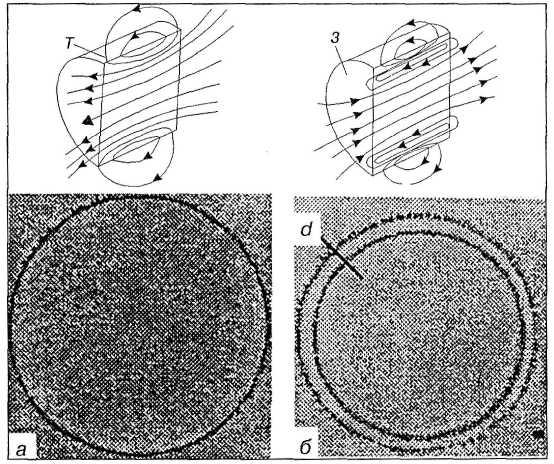
Рис. 148. Распределение магнитных линий в образце и картины поля на торцевых поверхностях: а — при медленном снятии поля; б — при быстром снятии поля.
Итак, при медленном уменьшении поля в соленоиде вихревые токи в детали практически не возникают, вектор остаточной индукции в точках на цилиндрической поверхности составляет с образующей относительно большой угол (60... 90°). При этом магнитный поток проходит вдоль полости трещины. В результате трещины не выявляются или выявляются плохо.
При намагничивании цилиндрического образца в соленоиде с постоянным полем и быстрым его уменьшением возникают вихревые токи. Намагничивающее поле соленоида, возбуждающее в образце вихревые токи, симметрично относительно его продольной оси. Поэтому плоскости, в которых возникают вихревые токи, перпендикулярны продольной оси образца, а векторы напряженности поля вихревых токов параллельны его цилиндрической поверхности. В результате вектор индукции в рассматриваемой точке составляет с плоскостью, проходящей вдоль полости трещины, прямой угол или близкий к нему, т.е. магнитный поток пересекает трещины под углом близким к прямому. Этот фактор также способствует четкому выявлению дефектов. На рис. 149 показаны трещины на образце, выявленные на остаточной намагниченности при намагничивании постоянным полем напряженностью 180 А/см с выключением тока двумя способами. Видно, что при быстром уменьшении поля трещины выявляются четко. При медленном снятии поля мелкие трещины не выявлены.
Магнитные характеристики материала (целого кольца) отличаются от характеристики разрезанного кольца на величину размагничивающего поля Нр=NJ.
На рис. 150 показана кривая намагничивания целого кольца Вм(Н) и кольца с зазором
Для получения характеристики ВД(Н) разрезанного кольца сдвигают на величину размагничивающего поля соответствующие точки кривой Вм(Н). Отрезки Н1, Н2, Н3,..., пропорциональные размагничивающему полю, заключены между осью ординат и лучом ON, проведенным под углом α; tg α=N=Нр/J.
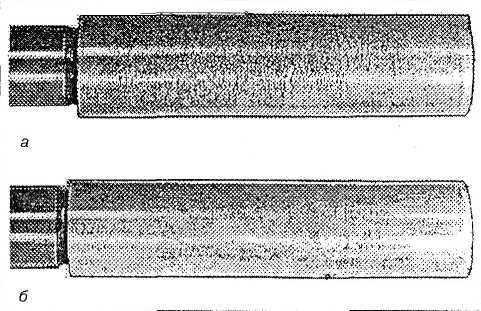
Рис. 149- Шлифовочные трещины на образце, выявленные: а — способом остаточной намагниченности при быстром снятии поля; б — при медленном снятии поля.
Для получения точки 1' точку 1 сдвигают по горизонтали на величину Нр1. Для получения точки 2' точку 2 сдвигают на величину Нр2 и т.д. Соединив точки 1', 2', 3'... получают кривую намагничивания ВД(Н) детали — разрезанного кольца.
Из сравнения кривых Вм(Н) и ВД(Н) следует:
для получения индукции В1 в разрезанном кольце нужно создать поле Н2, которое больше H1 т.е. Н1 < Н2;
при напряженности H1 в целом кольце индукция будет равна В1, а в разрезанном — В2; причем В2 < В1;
для получения заданной индукции в детали при полюсном намагничивании необходимо увеличивать внешнее поле на величину размагничивающего поля.
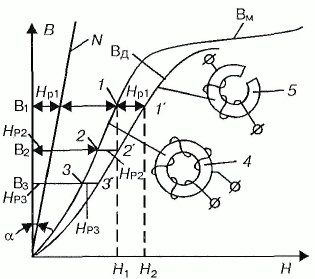
Рис. 150. Магнитные характеристики материала (целого кольца) Вм и детали (разрезанного кольца). ВД, Нр1 — размагничивающее поле.
Действию размагничивающего фактора можно дать следующее физическое объяснение (рис. 151). Магнитное поле детали А направлено навстречу полю детали Б и частично размагничивает ее, а магнитное поле детали Б частично размагничивает деталь А. На рис. 151, б показана зависимость напряженности поля на торцевой поверхности стержня из стали 30ХГСНА от количества намагниченных таких же стержней, приставленных один к другому. Видно, что напряженность поля при этом на первом стержне уменьшалась более чем в три раза.
Полюсно намагниченную деталь большого диаметра можно мысленно представить состоящей из большого числа параллельных стержней (рис. 151, в), которые размагничивают друг друга. Следовательно, чем больше диаметр детали (при неизменной длине), тем до меньшей остаточной намагниченности намагнитится деталь.
Для уменьшения влияния размагничивающего фактора используют такие методические приемы:
составляют однотипные детали в цепочки торцевыми поверхностями друг к другу (рис. 152);
зажимают, например с помощью немагнитных струбцинок контролируемую деталь между двумя стержнями, которые в этом случае называют удлинителями;

Рис. 151. Схема взаимного размагничивания двух полюсно намагниченных деталей А и Б (а), зависимость напряженности на полюсе от количества вместе составленных стержней (б) и схема расположения воображаемых стержней в толстой 1 и тонкой 2 деталях (в).
намагничивают детали переменным полем промышленной частоты;
намагничивают детали переменным полем повышенной частоты;
намагничивают детали импульсным полем.
При
составлении деталей
в цепочки для намагничивания
добиваются того, чтобы отношение общей
длины
цепочки к диаметру было
не менее 2...5. Если форма
сечения детали сложная,
то вместо диаметра
для расчета удлинения
используют
![]() (S
— сечение
детали).
(S
— сечение
детали).
Эффективность магнитного контроля деталей, составленных в цепочки, достигается лишь в том случае, если детали оказываются охваченными общим магнитным потоком.
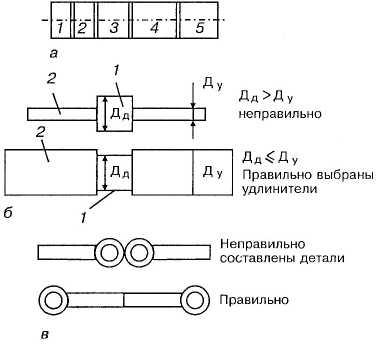
Рис. 152. Схемы расположения деталей для намагничивания: а — цилиндрических деталей, составленных в цепочку, 1...5 — намагничиваемые детали; б — детали, помещенной между удлинителями: 1 — деталь; 2 — удлинители; в — ушковых болтов в цепочку.