

Технологические процессы механической обработки деталей Деталь а
Деталь А будем собирать из последовательно и далее совместно обработанных заготовок А1 и А2, представленных на рисунке 1.
Материал - Сталь 45Х по ГОСТ 4543-88, вид заготовок - литьё.
Масса заготовки А при плотности стали ρ=7830 кг/м равна m=3,6 кг.
Заготовка А1
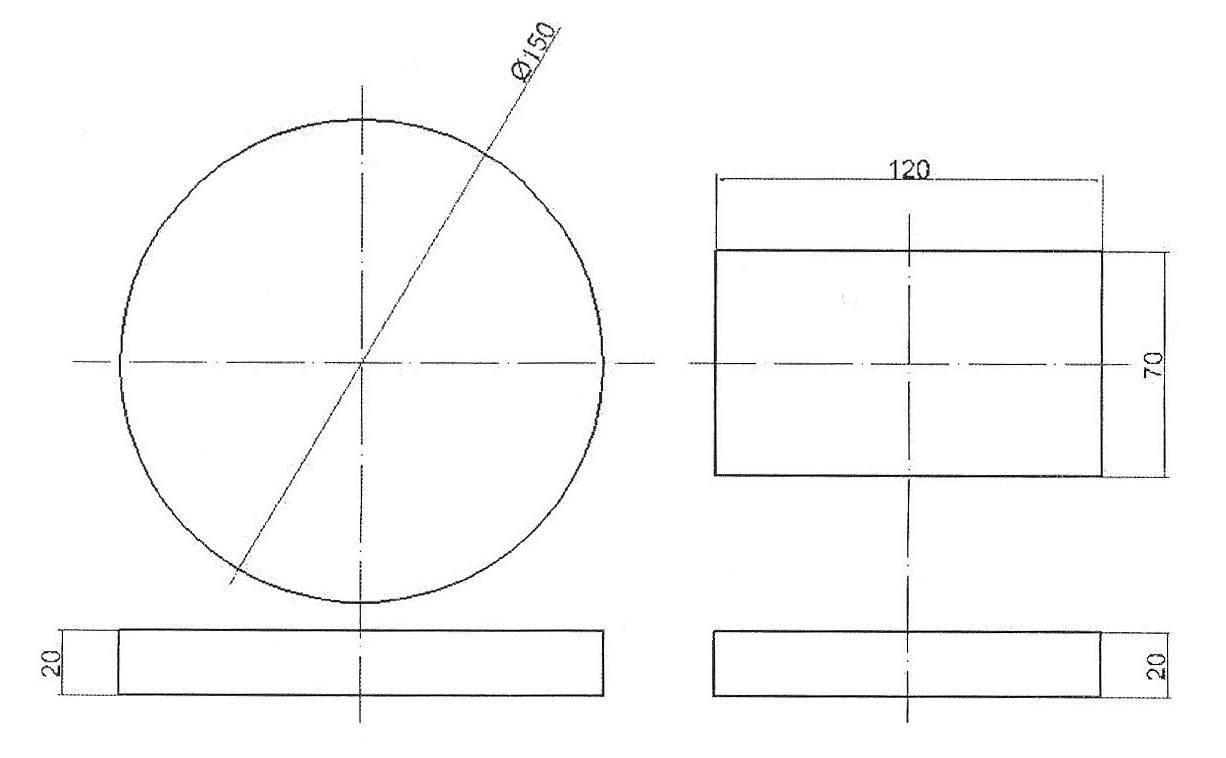
Рисунок 1 – Заготовки А1 и А2
Все размеры заготовок выбираются с припуском 3-5 мм для дальнейшей обработки.
Масса заготовки А1=2.8 кг. В партии n=50 штук масса заготовок А1=50*2.8=140кг.
Масса заготовки А2 =0,8кг. В партии n=50 штук масса заготовок А2=50*0.8=40 кг.
Общая масса всей партии заготовок А равна 140+40=180 кг.
Технологическое описание маршрута обработки детали А
11
Заготовка А1 устанавливается промышленным роботом на Автомат центровально-подрезной двусторонний с загрузочным устройством 2А911-1 для обработки торцов. Технические характеристики станка позволяют обрабатывать заготовку данных размеров.
21
После обработки заготовка устанавливается в вертикально-фрезерный станок с ЧПУ M3HS CNC для фрезерования паза для бруска с помощью промышленного робота (Рис. 3.1) и фиксируется пневматическими тисками (Рис. 2).
31
Далее на токарном станке 16К20ФЗС5 следует черновое и чистовое точение для придания формы круга, используя поводковый центр.
12
На вертикально-фрезерном станке с ЧПУ M3HS CNC происходит фрезерование заготовки для получения формы бруска. При этом пневматические тиски в ходе операции переворачивают заготовку без использования промышленного робота.
Сварка
Детали А1 и А2 соединяются с помощью сварочного робота VR-032, предварительно устанавливаясь промышленным роботом и фиксируясь в рабочей зоне робота.
Сверление
Происходит сверление нужных отверстий и нарезание резьбы на вертикально-фрезерном станке с ЧПУ M3HS CNC.
Строгание
Далее заготовка устанавливается промышленным роботом в продольно-строгальный станок COMPACXL для образования технологических дорожек.
Шлифование
Заключительной операцией является шлифование нужных поверхностей на плоскошлифовальном станке FORMAT.
Деталь б
Деталь Б представлена из заготовок Б1 и Б2 на рисунке 2.
Материал - Сталь45Х по ГОСТ 4543-88.
Вид заготовок: Б1- прокат, Б2 - штамповка.
Технологический маршрут представлен в таблице 2.
Заготовка Б2 Заготовка Б1
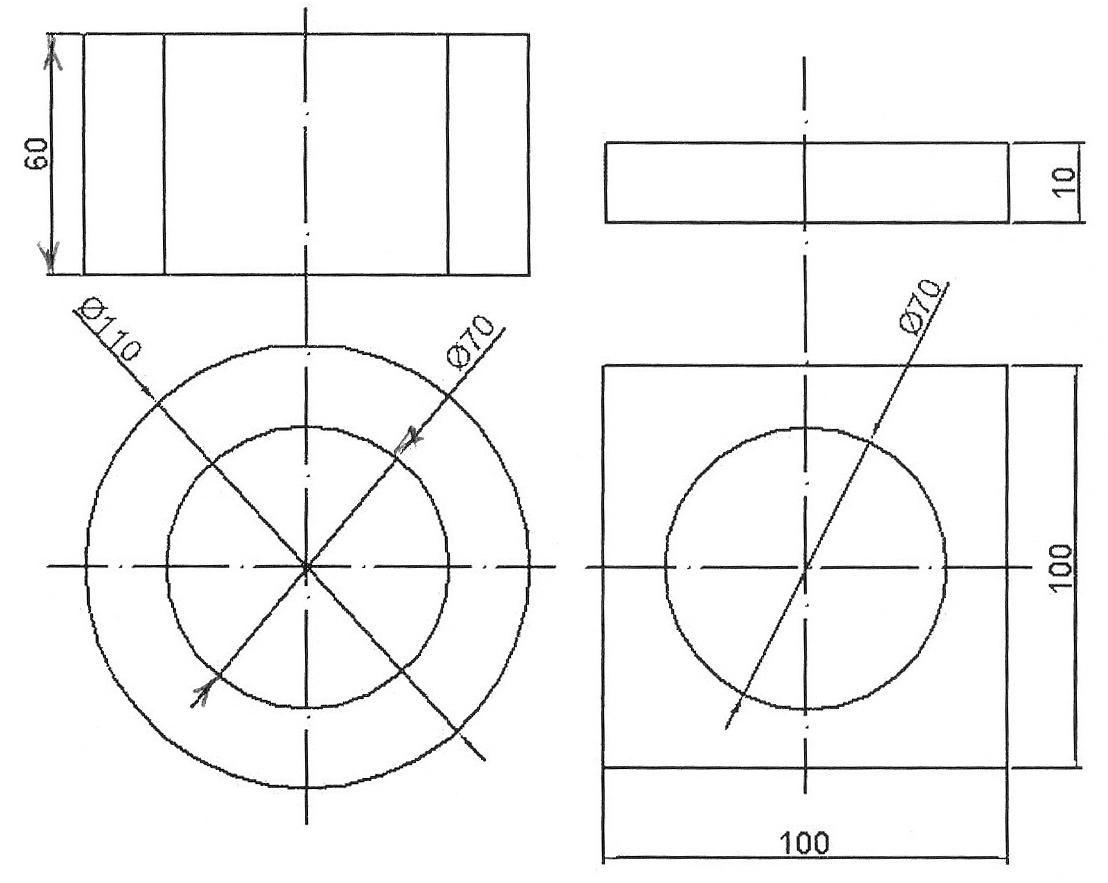
Рисунок 2 - Вид заготовок Б1 и Б2
Масса детали Б при плотности стали ρ =7830 кг/м приблизительно равна m=2,1 кг.
Масса отдельных заготовок: Б1=0.7 кг, Б 2=1,3 кг. Масса заготовок Б в партии n=50 штук равна: 50*2=100 кг.
Технологическое описание маршрута обработки детали Б
11
Заготовка Б1 устанавливается технологическим роботом в вертикально-фрезерный станок с ЧПУ M3HS CNC где фрезерованием проходит серию обработок поверхностей.
21
На этом этапе заготовка Б1 устанавливается промышленным роботом в расточной станок для образования соединительного углубления.
12
С помощью приставного загрузочного устройства устанавливается заготовка Б2 в автомат центровально-подрезной двусторонний для обработки торцев 1 и 2 заготовки.
22
Черновое и чистовое точение поверхности 3 заготовки, используя разжимную оправку, а также образование фасок 4 для дальнейшего соединения.
Пресс
Используя пресс соединяем заготовки Б1 и Б2.
Фрезерование
Далее промышленным роботом заготовка Б устанавливается в вертикально-фрезерный станок для фрезерования углов и сверления отверстий, базой является цилиндрический торец.
Сверление
На вертикально-сверлильном станке следует сверление и дальнейшее нарезание резьбы с предварительным поворотом заготовки с помощью поворотного стола с тисками.
Растачивание
Последняя операция - растачивание внутренней поверхности заготовки Б для получения нужного диаметра и шероховатости поверхности. Операция осуществляется на расточном станке и на больших оборотах шпинделя.