

Накладка, настройка зубофрезероного автомата мод. 5К324А - метод. указания ЛР
.pdfМинистерство образования и науки Российской Федерации
Брянский государственный технический университет
УТВЕРЖДАЮ Ректор университета
____________А.В. Лагерев «____» ___________ 2011 г.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ. ОБОРУДОВАНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ.
ОБОРУДОВАНИЕ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
НАЛАДКА, НАСТРОЙКА ЗУБОФРЕЗЕРНОГО ПОЛУАВТОМАТА МОД. 5К324А И УПРАВЛЕНИЕ ИМ
ПРИ НАРЕЗАНИИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
Методическое указание к выполнению лабораторной работы для очной формы обучения
студентов специальностей 151001 – «Технология машиностроения»,
151002 – «Металлообрабатывающие станки и комплексы»,
151003 – «Инструментальные системы машиностроительных производств» и 220301 – «Автоматизация технологических процессов и произ-
водств (в машиностроении)».
Брянск 2011
2
УДК. 621.9.06 (075)
Металлорежущие станки. Оборудование машиностроительного производства. Оборудование автоматизированного производства Наладка, настройка зубофрезерного полуавтомата мод. 5К324А и управление при им нарезании цилиндрических зубчатых колѐс [Текст] + [Электронный ресурс]: методические указания к выполнению лабораторной работы для студентов специальностей 151001 – «Технология машиностроения», 151002 – «Металлообрабатывающие станки и комплексы», 151003 – «Инструментальные системы машиностроительных производств» и 220301 – «Автоматизация технологических процессов и производств (в машиностроении)»дневной формы обучения. Брянск: БГТУ, 2011. – 31 с.
Разработали |
В.В. Агафонов |
|
докт. техн. наук |
|
Д.В. Левый |
|
канд. тех. наук. |
Рекомендовано кафедрой «Металлорежущие станки и инструменты» БГТУ (протокол № 5 от 07.02.2011 )
Научный редактор |
Л.А. Захаров |
Редактор издательства |
Л.И. Афонина |
Компьютерный набор |
Д.В. Левый |
|
|
Темплан 2011 г., п.119 |
Подписано в печать |
Формат 60 х 84 1/16. Бумага офсетная. |
|
Офсетная печать. Усл. печ. л. 1,8 Уч. – изд. л. 1,8 Тираж 30 экз. |
||
|
Заказ |
Бесплатно. |
Издательство Брянского государственного технического университета. 241035, Брянск, бульвар им. 50-лет Октября, 7, БГТУ. 58-82-49 Лаборатория оперативной полиграфии БГТУ, ул. Институтская, 16.
3
ВВЕДЕНИЕ
Сложные формообразующие движения при обработке зубчатых колес на зубофрезерных станках получаются за счет настройки взаимосвязанных кинематических цепей, входящих в сложные кинематические группы. Поэтому изучение и практическое осуществление настройки зубофрезерного полуавтомата мод. 5К324А позволяет приобрести навыки настройки кинематических цепей практически любого технологического оборудования.
Время выполнения лабораторной работы - 6 часов. Работа выполняется подгруппами по 8-9 человек.
1. ЦЕЛЬ И ЗАДАЧИ РАБОТЫ
Целью работы является закрепление знаний по настройке кинематических цепей зубофрезерного станка, полученных студентами на лекциях и практических занятиях.
Задачи работы:
-рассчитать настройку кинематических цепей станка;
-настроить гитары сменных колес, наладить узлы и механизмы станка и приобрести практические навыки управления полуавтоматом мод. 5К324А;
-обработать цилиндрическое зубчатое колесо в соответствии с заданием.
2.ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.Изучить конструкцию, кинематику и управление зубофрезерного станка мод. 5К324А.
2.Изучить способы настройки приводов и кинематических цепей, а также наладки основных механизмов станка для нарезания зубчатых колес.
3.Изучить основные требования техники безопасности при настройке, наладке и обслуживании станка.
4.Рассчитать кинематические цепи и настроить станок для нарезания заданного варианта зубчатого колеса.
5.Обработать зубчатое колесо.
4
6.Проконтролировать основные параметры обработанного зубчатого колеса.
7.Составить отчет о проделанной работе.
3.ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ, ИНСТРУМЕНТ
1.Зубофрезерный полуавтомат мод. 5К324А.
2.Комплекты сменных зубчатых колес.
3.Оправка для установки заготовок на станке.
4.Комплект ключей:
- гаечные |
S = 13; 17; 24; 30; 46; |
- торцевые с внутренним шестигранником S = 17; |
|
- накидные |
D = 90; 105; |
- квадрат |
h×b= 17x17. |
5.Мерительный инструмент:
-штангенциркуль;
-микрометр;
-индикатор часового типа;
-шагомер основного шага;
-тангенциальный зубомер для определения положения исходного контура.
6.Кинематическая схема станка.
7.Заготовки цилиндрических зубчатых колес различных диаметров.
4.НАЗНАЧЕНИЕ СТАНКА
Универсальный зубофрезерный станок-полуавтомат мод. 5К324А предназначен для нарезания цилиндрических ( с прямым и винтовым зубьями) и червячных зубчатых колѐс в условиях серийного и крупносерийного производства.
5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА
1. Размеры обрабатываемых изделий: |
|
наибольший модуль нарезаемых колес, мм |
8 |
наибольший диаметр нарезаемых цилиндрических прямозубых
(червячных) колес, мм |
500 |
- косозубых: |
|
- при угле наклона 30° |
400 |
5 |
|
- при угле наклона 45° |
300 |
- при угле наклона 60° |
|
(при диаметре фрезы 180 мм) |
120-250 |
наибольшая длина зуба нарезаемых цилиндрических колес, мм:
- прямозубых |
|
300 |
- косозубых: |
|
|
- при угле наклона |
30° |
200 |
- при угле наклона |
45° |
150 |
- при угле наклона 60° |
130 |
|
наименьшее число нарезаемых зубьев |
12 |
|
2. Стол: |
|
|
расстояние между осями стола и фрезы, мм: |
|
|
- наименьшее |
|
60 |
- наибольшее |
|
350 |
расстояние от плоскости стола до оси фрезы, мм: |
|
|
- наибольшее |
|
570 |
- наименьшее |
|
210 |
величина ручного перемещения стола за один оборот рукоят-
ки, мм |
0,5 |
диапазон радиальных подач, мм/об |
0,27-1,7 |
наибольшие размеры режущего инструмента, мм:
|
- диаметр |
180 |
|
|
- длина |
20 |
|
|
диаметр фрезерных оправок, мм |
32, 40 |
|
|
наибольшая величина перемещения суппорта, мм |
360 |
|
наибольший угол наклона зубьев нарезаемых колес, град |
60 |
||
конус конца шпинделя Морзе |
5 |
|
|
Наибольшее осевое перемещение фрезы, мм |
80 |
|
|
диапазон частот вращения шпинделя, мин-I |
50-315 |
||
диапазон вертикальных подач суппорта, мм/об |
0,8-5,0 |
||
6. ОСНОВНЫЕ УЗЛЫ СТАНКА
Общий вид станка приведен на рис. П. 1, прил. 2 с обозначением основных механизмов и узлов.
1. Станина.
В станине размещается транспортер стружки, электронасос охлаждения, гидропривод, коробка привода с главным электродвигате-
6
лем и резервуаром охлаждения и смазки. Вверху станина имеет обработанную горизонтальную плоскость для крепления суппортной стойки. Горизонтальные призматические направляющие предназначены для перемещения салазок стола.
2. Суппортная стойка.
В суппортной стойке смонтированы дифференциал, вертикальный шлицевый вал, гитарные механизмы и электродвигатель ускоренных перемещений суппорта и стола. По вертикальным направляющим перемещается каретка суппорта. На передней стороне суппортной стойки расположены органы управления станком.
3. Суппорт.
Суппорт смонтирован на каретке суппорта с возможностью поворота для установки фрезы по отношению к заготовке под углом. Начальная грубая установка выполняется по шкале суппорта, окончательная очная установка - по нониусу, цена деления которого равна
5’.
Шпиндель установлен с возможностью периодического осевого перемещения с помощью электродвигателя передвижки фрезы при нажатии толчковой кнопки 20 (рис. 2, прил. 3).
4. Каретка суппорта.
Каретка суппорта перемещается по вертикальным направляющим суппортной стойки. В каретке смонтированы коническая пара зубчатых колес 29/29 цепи привода фрезы, зубчатое колесо z = 102 с внутренними зубьями для поворота суппорта на угол, цилиндр гидравлической догрузки суппорта и гайка винта вертикальной подачи.
5. Стол.
Стол состоит из корпуса, установленного на горизонтальных направляющих станины с возможностью перемещения для обеспечения радиальной подачи, и вращающейся части, на рабочей поверхности которой закрепляется оправка с заготовкой. Внутри корпуса смонтированы делительная червячная пара 1/96, цилиндрические зубчатые колеса 35/35, вращающие делительный червяк, винт радиальной подачи с червячной парой 1/20 для ручного перемещения стола и механизм упора настройки величины радиального врезания.
6. Контрподдержка.
Контрподдержка состоит из корпуса, закрепленного на корпусе стола, направляющих, по которым перемещается кронштейн. Внутри
7
смонтированы гидроцилиндр перемещения салазок с кронштейном, трубопровод, кран управления.
7. Коробка подач.
Коробка подач состоит из цилиндрических зубчатых колес и двух электромагнитных муфт. Различные подачи обеспечиваются установкой сменных колес гитары подачи.
8. Гидропривод.
Гидропривод станка предназначен для догрузки фрезерного суппорта, перемещения кронштейна контрподдержки, работы транспортера и для смазки станка.
7. ОРГАНЫ УПРАВЛЕНИЯ И НАСТРОЙКИ СТАНКА
На рис. П.1, прил.2 приведены органы управления и настройки станка:
1.Рукоятка включения и выключения вертикальной подачи. С помощью рукоятки включается зубчатая муфта, обеспечивающая вращение винта вертикальной подачи через червячную пару 1/24.
2.Шкаф гитар деления и дифференциала.
3.Электропанель пульта управления.
4.Упор автоматического управления работой станка по циклу и выключения ускоренного подъема каретки суппорта.
5.Винт зажима каретки суппорта.
6. Упор автоматического управления работой станка по циклу и выключения ускоренного опускания каретки суппорта.
7.Линейка с нониусом для поворота суппорта на угол.
8.Квадрат для ручного поворота суппорта на угол.
9.Квадрат для ручного перемещения каретки суппорта.
10.Рукоятка крепления кронштейна контрподдержки.
11.Кран управления контрподдержкой.
12.Квадрат для ручного перемещения стола.
13.Рукоятка фиксирования положения упора стола.
14.Квадрат для ручного перемещения упора стола при настройке глубины резания.
15.Упор выключения ускоренного подвода стола.
16.Аварийный упор подвода стола.
17.Упор выключения ускоренного отвода стола.
18.Аварийный упор отвода стола.
8
19.Винт зажима стола.
20.Манометр.
21.Шкала настройки положения фрезы и упоры осевой передвижки фрезы.
22.Кран включения охлаждения.
23.Аварийный упор опускания каретки суппорта.
24.Квадрат шомпола крепления оправки фрезы.
25.Аварийный упор подъема каретки суппорта.
26.Гитара настройки цепи подач.
27.Гитара настройки скоростной цепи.
28.Винт зажима стола.
29.Квадрат для подъема и опускания шнека транспортера.
30.Квадрат для ручного поворота шнека транспортера.
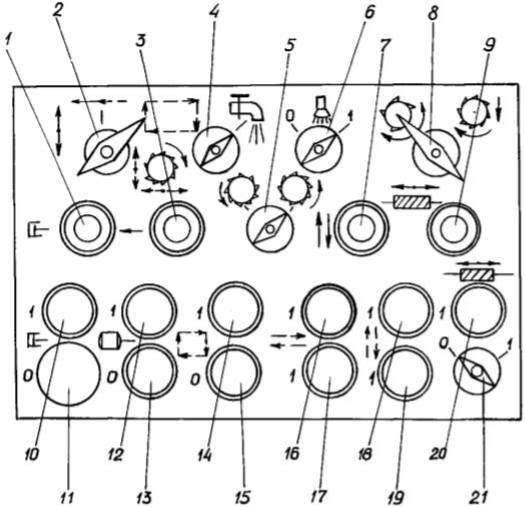
На рис. 1 приведена электропанель пульта управления.
Рис. 1. Электропанель пульта управления
9
1.Лампочка - "Станок включен". Загорается при включении кнопки "Пуск" гидронасоса 10.
2.Переключатель циклов. Включает работу механизмов станка в режиме наладки и в режиме автоматического цикла.
3.Лампочка - "Радиальная подача включена". Загорается при работе станка в автоматическом цикле во время радиального врезания.
4.Выключатель охлаждения.
5.Переключатель направления вращения фрезы.
6.Выключатель освещения.
7.Лампочка - "Вертикальная подача включена". Загорается при работе станка в автоматическом цикле при включении вертикальной подачи суппорта.
8.Переключатель метода фрезерования ("Попутное" или "Встречное").
9.Лампочка - "Передвижка фрезы включена". Загорается при осевой передвижке фрезы в автоматическом режиме.
10.Кнопка "Пуск" гидронасоса.
11.Кнопка "Стоп". Обеспечивается общий останов всех приводов станка.
12.Кнопка "Пуск" главного привода.
13.Кнопка "Стоп" главного привода.
14.Кнопка "Пуск" цикла. Включает автоматический цикл обработки детали.
15.Кнопка "Стоп" цикла.
16.Кнопка ускоренного отвода стола в режиме наладки.
17.Кнопка ускоренного подвода стола в режиме наладки.
18.Кнопка включения ускоренного хода суппорта вверх в режиме наладки.
19.Кнопка включения ускоренного хода суппорта вниз в режиме наладки.
20.Кнопка "Пуск" передвижки фрезы в режиме наладки.
21.Переключатель режима передвижки фрезы.
10
8. ПРИНЦИП РАБОТЫ ЗУБОФРЕЗЕРНОГО СТАНКА
Станок работает по методу обката. В качестве режущего инструмента применяют цилиндрические червячные фрезы.
Фрезу устанавливают таким образом, чтобы направление еѐ витков спирали совпадало с направлением зубьев нарезаемого колеса.
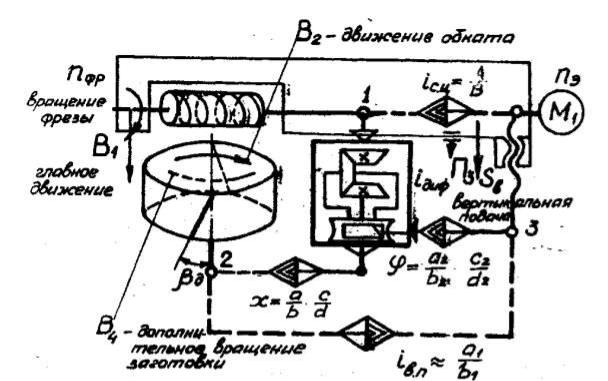
Движение В1 – вращение фрезы называется главным движением, движение B2 – основное вращение заготовки, согласованое с вращением B1 фрезы называется движением обката или деления, движение П3 - перемещение фрезы вдоль оси заготовки, называется вертикальной подачей, а движение В4 называется дополнительным вращением заготовки для получения винтовой линии зуба колеса.
Структурная схема зубофрезерного станка показана на рис. 2.
Рис.2. Структурная схема зубофрезерного станка