

Процессы формообразования и инструментальная техника - курсовая работа
.pdfФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Брянский Государственный технический университет
УНТИ
Кафедра
“Металлообрабатывающие станки и инструменты”
КУРСОВАЯ РАБОТА
по дисциплине “Процессы формообразования и инструментальная техника”
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Всего 33 лист
Руководитель Аверкина Н.Е.
“___”_________2013г.
Студент гр. 09-ИСМП Матьякубов А.А.
“___”_________2013г.
Брянск 2013
Содержание
Содержание ...................................................................................................................... |
|
2 |
||
Введение........................................................................................................................... |
|
4 |
||
1. |
Анализ детали «Колонка» ....................................................................................... |
|
5 |
|
1.1 |
Назначение детали «Колонка» .............................................................................. |
|
5 |
|
1.2 |
Материал детали и его свойства. .......................................................................... |
|
5 |
|
1.3 |
Анализ поверхностей детали................................................................................. |
|
6 |
|
2. |
Разработка технологического процесса обработки детали «Колонка» .............. |
|
8 |
|
2.1 |
Базовый технологический процесс....................................................................... |
|
8 |
|
2.2 |
Критический анализ базового технологического процесса ............................... |
|
9 |
|
2.3 |
Предлагаемый вариант технологического процесса ........................................ |
|
11 |
|
3. |
Определение серийности производства ............................................................... |
|
12 |
|
4. |
Выбор оборудования.............................................................................................. |
|
14 |
|
4.1 |
Обоснование выбора станка для выполнения ленточнопильной операции .. |
14 |
||
4.2 |
Обоснование выбора станка для выполнения токарной операции ................. |
|
14 |
|
4.3 |
Обоснование выбора станка для выполнения круглошлифовальной операции |
|||
...................................................................................................................................... |
|
|
|
14 |
5. |
Выбор режущих инструментов ............................................................................. |
|
16 |
|
5.1 |
Выбор режущего инструмента для фрезерования лыски................................. |
|
16 |
|
6.1 |
Назначение режимов резания на фрезерование лыски концевой фрезой ...... |
19 |
||
6.2 |
Назначение режимов резания на для нарезания внутренней резьбы М12-6Н22 |
|||
6.3 |
Назначение режимов резания для шлифования поверхности Ø32 ................. |
|
24 |
|
7. |
Проектирование и расчет специального инструмента для обработки |
|
|
|
отверстия ..................................................................................................................... |
|
27 |
||
7.1 |
Проектирование инструмента для нарезании внутренней резьбы |
М12 – |
||
6Н |
................................................................................................................................. |
|
27 |
|
8. |
|
Прочностные расчеты инструментов ................................................................. |
|
29 |
8.1 Расчет на прочность концевой фрезыМСиИ...................2012.............ПФиИТ..............................КР 09 ПЗ |
|
29 |
|||||
Изм. Лист |
№ докум. |
Подпись Дата |
|
|
|
|
|
8.2 Расчет на прочность метчика................................ |
................................Лит Лист |
............ 29 |
|||||
Разраб. |
|
Матьякубов |
|
Листов |
|||
Провер. |
|
Аверкина |
|
|
2 |
33 |
30 |
9. |
Подбор вспомогательного инструмента............................................................. |
|
|
|
|||
Реценз. |
|
|
Пояснительная записка |
|
|
|
|
|
|
|
|
|
|
|
|
Н. Контр. |
|
|
|
09-ИСМП |
|
||
Утверд.
Заключение.................................................................................................................. |
32 |
Список использованной литературы........................................................................... |
33 |
ПРИЛОЖЕНИЯ .......................................................................................................... |
34 |
|
|
Лист |
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
3 |
Изм. Лист № докум. Подпись Дата |
|
|
|
|

Введение
В развитии технологии обработки металлов резанием происходят принципиальные изменения. Интенсификация технологических процессов на основе применения инструментов из новых инструментальных материалов с неперетачиваемыми быстросменными пластинками из твердого сплава с различными износостойкими покрытиями, расширение области применения оборудования с ЧПУ, создание роботизированных станочных комплексов и гибких производственных систем с управлением от ЭВМ, повышение размерной и геометрической точности, достигаемой при обработке – таков далеко не полный перечень важнейших направлений развития механической обработки в машиностроении.
Цель курсовой работы – научиться на основе полученных теоретических знаний выполнять задание, связанное с выбором рациональных конструкций инструментов на основе существующих стандартов и технологических условий, а
также материалов, оптимальных конструктивных, геометрических и исполнительных параметров режущего инструмента; назначать режимы резания для технологических операций с обоснованием выбора конструкций режущего инструмента.
|
|
Лист |
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
4 |
Изм. Лист № докум. Подпись Дата |
|
|
|
|
1.Анализ детали «Колонка»
1.1Назначение детали «Колонка»
«Колонка» (рис.1) - изделие, выполненное в виде стержня с нарезанной внутренней резьбой на одном торце, осуществляющее крепежное соединение деталей сборки.
1.2 Материал детали и его свойства.
Сталь 20 ГОСТ 1050 - 88
Назначение стали 20 (Сталь конструкционная углеродистая): изготовление труб перегревателей, коллекторов и трубопроводов котлов высокого давления, листы для штампованных деталей, цементуемые детали для длительной и весьма длительной службы при температурах до 350 град.
Технологические свойства стали 20:
Удельный вес стали 20: 7,85 г/см3
Твердость материала: HB 10 -1 = 163 МПа
Температура критических точек: Ac1 = 735 , Ac3(Acm) = 850 , Ar3(Arcm) = 835 , Ar1 = 680
Температура ковки, °С: начала 1280, конца 750, охлаждение на воздухе
Обрабатываемость резанием: в горячекатанном состоянии при HB 126-131 и δB=450-490 МПа, К υ тв. спл=1,7 и Кυб.ст=1,6
Свариваемость материала: без ограничений, кроме деталей после химико-
термической обработки. Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС
|
|
Таблица 1Химический состав стали 20: |
||
|
|
|
|
|
|
Химический элемент |
|
% |
|
|
|
|
|
|
|
Кремний (Si) |
|
0.17-0.37 |
|
|
|
|
|
Лист |
|
|
|
|
|
|
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
5 |
|
Изм. Лист № докум. Подпись Дата |
|
|
||
|
|
|
||
Марганец (Mn) |
0.35-0.65 |
|
|
Медь (Cu), не более |
0.25 |
|
|
Никель (Ni),не более |
0.25 |
|
|
Сера (S), не более |
0.04 |
|
|
Углерод (C) |
0.17-0.24 |
|
|
Фосфор (P), не более |
0.04 |
|
|
Хром (Cr), не более |
0.25 |
|
|
Флокеночувствительность: не чувствительна.
Склонность к отпускной хрупкости: не склонна.
1.3Анализ поверхностей детали
Всвязи с назначением детали «колонка» поверхность Ø 32 мм и R=0,3 мм,
имеют высокую шероховатость Ra1,5 и Ra 0,63 соответстваенно. Эти поверхности контактируют с другими деталями из пресс – формы и от их точности зависит правильность работы деталей технологического назначения. .
|
|
Лист |
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
6 |
Изм. Лист № докум. Подпись Дата |
|
|
|
|
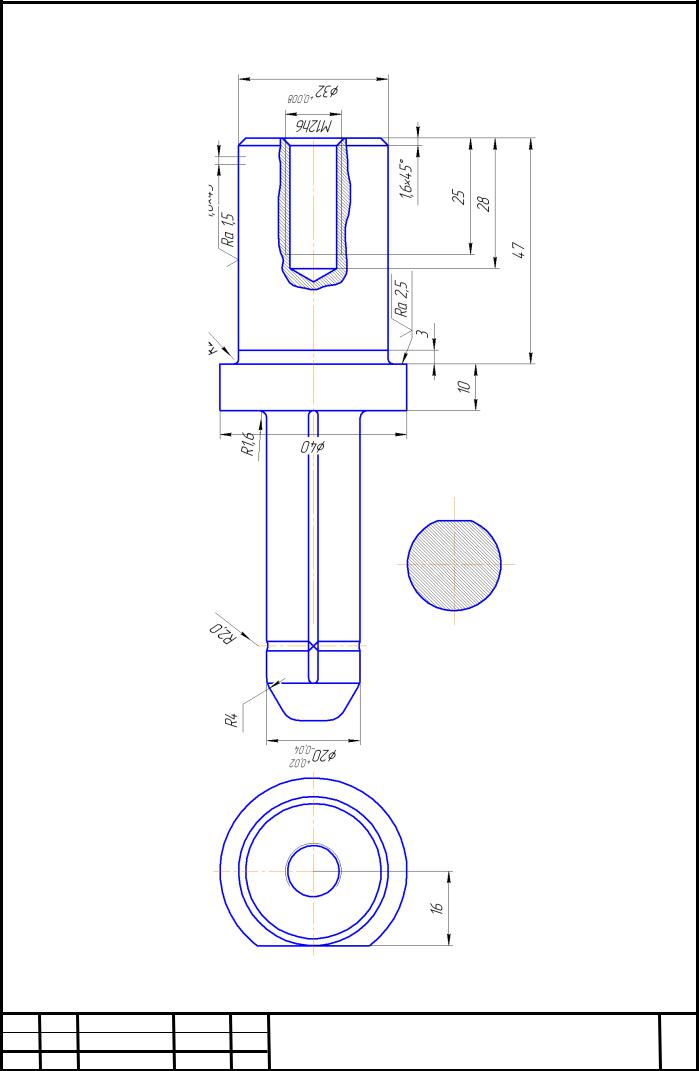
Рис.1 Чертеж детали «Колонка»
|
|
Лист |
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
7 |
Изм. Лист № докум. Подпись Дата |
|
|
|
|
2. Разработка технологического процесса обработки детали «Колонка»
2.1 Базовый технологический процесс
Таблица 2 Базовый технологический процесс
№ |
Операция |
Содержание операции |
Наименование |
|
оборудования |
||||
|
|
|
||
|
|
|
|
|
005 |
Ленточнопильная |
Отрезать заготовку в |
Ленточнопильный |
|
размер 90 мм |
станок мод. СР – 520 |
|||
|
|
|||
|
|
|
|
|
|
|
Установ А |
|
|
|
|
Точить поверхности Ø40 |
Универсальный |
|
|
|
мм, Ø32 мм, 21мм.; |
||
010 |
Токарно-винторезная |
токарно – винторезный |
||
сверлить отв. Ø10 мм . |
||||
|
|
станок мод. 16Б16 |
||
|
|
Установ Б |
||
|
|
|
||
|
|
нарезать резьбу М12-6Н. |
|
|
|
|
|
|
|
015 |
Фрезерная |
Фрезеровать лыску |
Фрезерный станок |
|
Фрезеровать канавки |
мод.679 |
|||
|
|
|||
|
|
|
|
|
020 |
Термическая |
Подвергнуть цементации |
Камерная печь ПКМ |
|
поверхности детали |
3.6.2 - КГЦ |
|||
|
|
|||
|
|
|
|
|
025 |
Круглошлифовальная |
Шлифовать поверхности |
Круглошлифовальный |
|
Ø 32 мм, отв. Ø 21 |
станок мод.3У10В |
|||
|
|
|||
|
|
|
|
|
|
Координатно- |
|
Координатно- |
|
030 |
Шлифовать R 0.3 мм, |
шлифовальный станок |
||
шлифовальная |
||||
|
|
мод. 2Д450 |
||
|
|
|
||
|
|
|
|
|
|
|
Контролировать размеры |
|
|
030 |
Контрольная |
согласно нормативам |
Плита ОТК |
|
|
|
ОТК |
|
|
|
|
|
|
|
|
Лист |
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
8 |
Изм. Лист № докум. Подпись Дата |
|
|
|
|
2.2Критический анализ базового технологического процесса
Впроцессе изготовления данной детали используется имеющийся в наличии станочный парк. Некоторые операции выполняются на универсальных станках.
Вусловиях серийного производства, а также его полной автоматизации не рекомендуется применение станков с ручным управлением. В последнее время в условиях переналаживаемого серийного производства широко используют станки
сЧПУ.
Использование ЧПУ в станках позволяет:
-повысить производительность станка в 1,5 - 5 раз по сравнению с аналогичными станками с ручным управлением;
-сочетать гибкость универсального оборудования с точностью и производительностью станка-автомата, что и позволяет решать вопрос комплексной автоматизации единичного и серийного производства;
-качественно перевооружать машиностроение на базе современной электроники и вычислительной техники;
-снижать потребность в квалифицированных рабочих - станочниках;
-сокращать время пригоночных работ в процессе сборки;
-сокращать сроки подготовки и перехода на изготовление новых деталей благодаря централизованной записи программ и более простой и универсальной технологической оснастке;
-снижать продолжительность цикла изготовления деталей.
Все выпускаемое оборудование с ЧПУ ориентировано на минимальное участие человека в процессе производства и на обеспечение максимального использования его в составе гибких производственных систем различного назначения.
|
|
Лист |
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
9 |
Изм. Лист № докум. Подпись Дата |
|
|
|
|
В современных инструментальных системах наибольшее распространение получили режущие инструменты с неперетачиваемыми быстросменными пластинами из твердого сплава. Это позволяет отказаться от переточек, снятия режущего инструмента со шпинделя станка при замене или повороте пластин. В
связи с чем, понижается себестоимость механической обработки деталей.
|
|
Лист |
|
МСиИ.2012.ПФиИТ.КР.11.ПЗ |
10 |
Изм. Лист № докум. Подпись Дата |
|
|
|
|