

Содержание
лист
Введение 2
1. Технологическое описание конструкции узла 3
1.1. Общие сведения о вагоне. Назначение узла в общей конструкции вагона 3
1.2. Конструктивная схема узла. Состав технологического узла 4
2. Обоснование вида и методов сборки 7
2.1. Анализ существующих технологических планов изготовления узла 7
2.2. Размерный анализ конструкции узла и выбор методов сборки по основным соединениям 11
2.3. Расчет такта выпуска. Постановка задачи. Выбор вида сборки 14
2.4. Проектный технологический план 15
2.5. Технико-экономическое обоснование проектного технологического плана. 16
3. Технологические расчеты поточной линии 17
3.1. Нормативы штучного времени на операции 17
3.2 Расчет числа рабочих и рабочих мест на поточной линии 18
3.3. Синхронизация потока 19
3.4. Транспортное обеспечение сборочных работ 22
4.Планировка участка цеха 25
4.1. Описание цеховой планировки 25
4.2. Технико-экономические показатели участка 26
Введение
В технологической части дипломного проекта был разработан технологический процесс изготовления хребтовой балки полувагона. При этом произведён анализ существующих технологических планов изготовления хребтовой балки, размерный анализ конструкции узла и выбор метода сборки по основным соединениям. Выполнен расчет такта выпуска.
Также произведены расчеты поточной линии: определены нормы штучного времени на операции, рассчитано число рабочих и рабочих мест на поточной линии, осуществлена синхронизация потока. Разработан участок цеха для изготовления хребтовой балки. Определены технико-экономические показатели участка.
1. Технологическое описание конструкции узла
1.1. Общие сведения о вагоне. Назначение узла в общей конструкции вагона
Проектируемый полувагон грузоподъемностью 71,7 т имеет цельнометаллический сварной кузов, боковые стены которого состоят из каркаса и обшивки из трех листов.
Рама кузова состоит из хребтовой балки, из двух зетов № 31, шкворневых балок коробчатого поперечного сечения; промежуточных балок; концевых балок сварной конструкции из листов толщиной 10 и 7 мм.
Хребтовая балка является наиболее сложным и ответственным узлом рамы вагона. Она воспринимает все виды нагрузок. В концевых частях хребтовой балки размещены передние и задние упоры, надпятники. В средней части хребтовой балки в местах расположения поперечных балок устанавливают диафрагма. Основная несущая часть хребтовой балки выполняется из профилей проката.
1.2. Конструктивная схема узла. Состав технологического узла
Хребтовая балка состоит из 2-х зетов, 2-х передних и задних упоров,5-и диафрагм и имеет следующий вид:
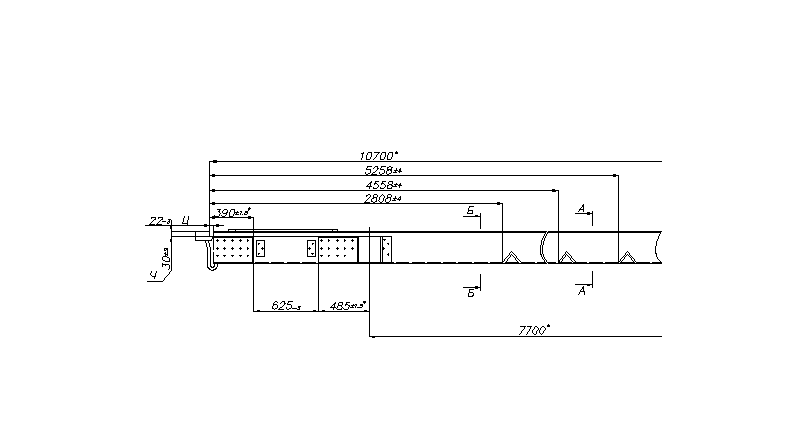
Рис.1 Хребтовая балка
Сечение хребтовой балки по середине имеет вид:
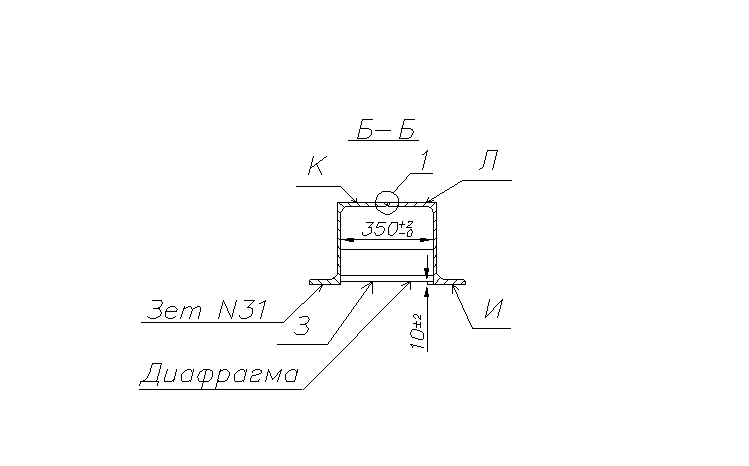
Рис.2 Сечение хребтовой балки
Существует несколько видов сварного соединения 2-х зетов (поз. 1):
Основным сварным соединением считается следующее:

Рис.3.1 Сварное соединение
В современных конструкциях следующее сварное соединение не применяется
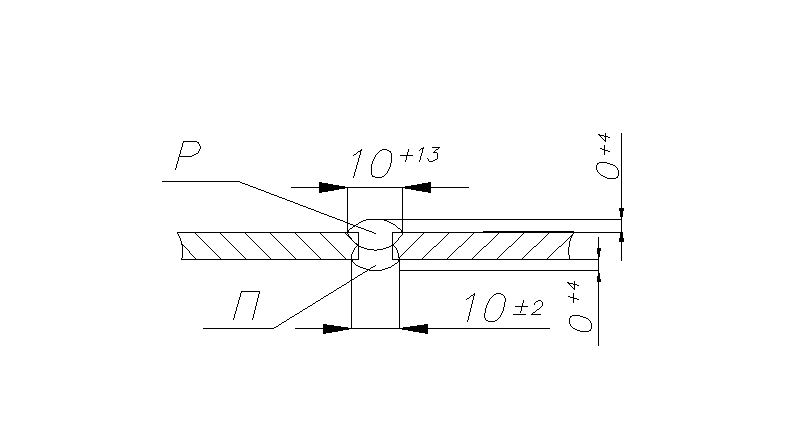
Рис.3.2 Сварное соединение
Данный тип сварного соединения применяется при зазоре H>5 мм.