62. Бұрғылау сораптарының компенсаторлары мен сақтандыру клапандары.
сақтандырғыш клапан жайлы Баграмовта бар 270б
Бұрғы сораптары ұңғыға қысым мен жуу сұйығын айдау үшін қолданылады. Бұрғылау жұмыстарында тек горизонтал, жетекті, поршенді сораптар қолданылады.
Терең бұрғылауда екі әрекетті 2 поршенді сораптар – дуплекс және бір әрекетті 3 поршенді – тримплекс сораптары қолданады.
Дуплекс сораптарда поршеннің бір жүрісі кезінде сұйықтықты айдаушы коллекторға айдау және қабылдаушы коллектордан поршень мен цилиндрлі төлкенің жасайтын аумағына соруы жүрелі.
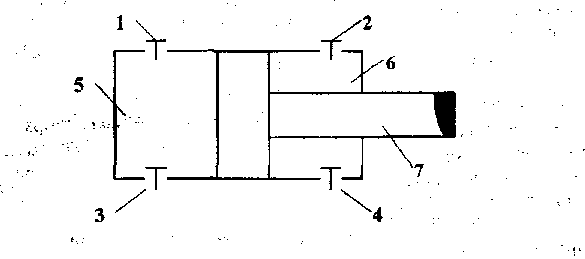
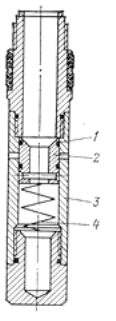
1,2 – айдаушы клапандар; 3,4 – сорушы клапандар; 5,6 – сол жақ және оң жақ аумақтар; 7 – шток
«Дуплекс» сорабының жұмыс істеу сұлбасы
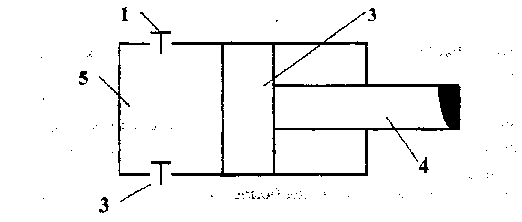
1 - айдаушы клапан; 2 – сорушы клапан; 3 - поршень; 4 -шток; 5 - жұмыс камерасы
«Тримплекс» сорабының жұмыс істеу сұлбасы
Дуплекс сораптарының жұмыс істеу принципі келесідей: поршеннің оңнан сол жаққа клапан 4 арқылы қозғалысы кезінде оу жақтағы аумаққа сұйықтың сорылуы болады және бір уақытта клапан 1 арқылы сол жақтағы аумақтан сұйықтықтың айдаушы колллекторға айдалуы болады. Кейін қарай жүрісі кезінде клапандар 1 және 4 жабылып, 2 мен 3 клапандары ашылады, солар арқылы сұйықтықты сору және айдау болады.
6 аумағынан айдағыш манифлоьдке берілетін сұйықтық мөлшері 5 аумағынан берілетінге қарағанда поршень штогының көлеміне кіші (V1>V2), сондықтан сұйықтықтың біркелкі берілуі болмайды. Біркелкілікті ұстап тұру үшін сораптың айдаушы коллекторында пневмокомпенсатор орналасқан.
Дуплекс сораптарында әрбір «төлке-поршень» цилиндрлі жұбына 4 клпан орнатылады, олардың екеуі сорушы және екеуі айдаушы.
Тримплекс сораптарында поршеньнің бір жүрісі кезінде соуршы коллектордан сору немесе айдаушы коллекторға айдау жүзеге асады. Дуплекс сораптарынан айырмашылығы триплекс сораптары манифольдке сұйықтықты тек бір жұмыс камерасынан 5 айдайды және әрбір цилиндрлі жұпта бір айдашы және екі сорушы клпан болады. Сонымен қатар поршеннің 3 құрылымы дуплекс сорабының поршендерінен айрықша, штокты 4 тығыздаушы түйін болмайды, сондықтан триплекс сораптарының штоктары дуплекске қарағанда тозуға аз ұшырайды.
Триплекс сораптарының жоғарғы тезжүргіштігіне байланысты тіреу сораптарын қолдану, жетекші бөлікке қызмет көрсету сапасын жақсарту, сонымен қатар поршень-цилиндрлі төлке жұбының құрылымын, ең бастысы клапанды түйіндердің құрылмын жақсарту керек болды.
Бұрғылау сораптарының құрылғысы
Бұрғылау сорабы І гидравликалық блоктан және пісірілген рамада орналасқан ІІ жетекші блоктан тұрады.
Бұрғылау сорабының гидравликалық бөлігі тұрқылы және ауыспалы бөлшектерден тұрады:
Тұрқылыға жататындар:
-қақпақтары бар гидроқораптар;
-айдағыш және қабылдаушы коллектор.
Алмастырылатындарға жататындар:
-цилиндрлі төлкелер;
-поршеньдер;
-сорушы және айдаушы клапандар;
-қозғалмалы және қозғалмайтын бөліктердің тығыздағыштары.
Пневмокомпенсаторлар
Пневмокомпенсаторлар сораптағы поршеньдердің жылдамдықтарының әрт үрліліген байланысты сұйықтың әркелкі берілуі тербелістен туатын қысым пульсациясын теңестіру үшін арналған.
Пневмокомпенсатор сығылған ауа немесе азотпен толтырылған жабық ыдыс болып келеді. Сұйықты беру кезінде газдың көлемі азайып, нәтижесінде газдың бастапқы қысымы сораптың жұмыс қысымына дейін өседі. Сораптың жұмыс кезінде пневмокомпенсатордағы газ көлемі периодты түрде сорап берілісінің бір қосжүрісі кезіндегі аралықта ауысып отырады.
Пневмокомпенсаторлардың бітеулі типтегі диафрагмалы, шартәріздес (сфералы), пошенді түрлері сериялы өндірісте шығыралады.
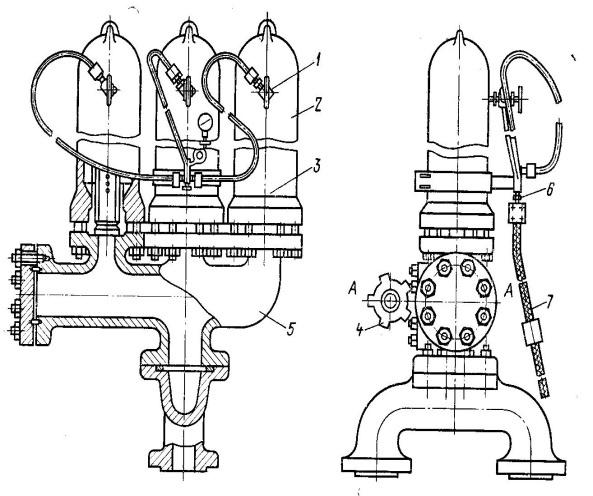
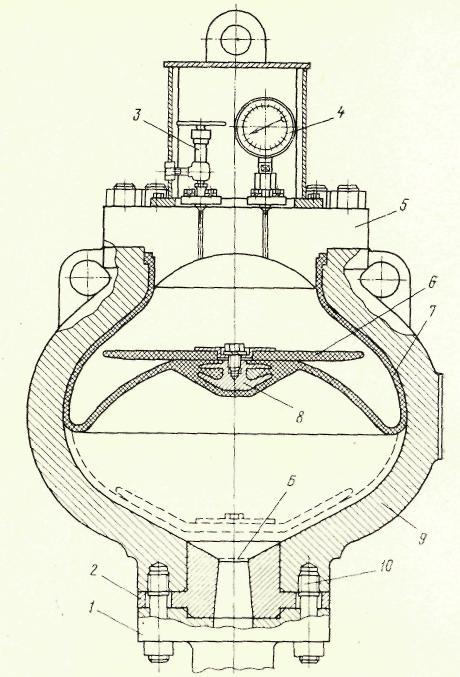
1-вентиль;
2-қақпақтың металл тұрқысы;
3-ауалы қақпақ;
4-сақтандырушы клапан;
5-тұрқы;
6-қақпақша;
7-жоғарғы қысым шлангісі
Бітеулі типті пневмокомпенсатор
Тұрқыда үстінен резеңке баллон киілетін үш перфорацияланған құбыры болады. әрбір қақпақтың ауалық бөлігі 17 дм3. Сығылған ауаны шығару үшін қақпақтың жоғарғы жағында тығындар болады. Әрбір қақпақтың тұрқысында манометрі бар ветиль болады. осы құрылғылар арқылы қақпақтар газбен толтырылады. Қақпақтың аумағына оны толтырмастан бұрын 100-150 см3 су құяды. Бұл қақапақ аумағының сенімді саңылаусыздануын қамтамасыз етеді.
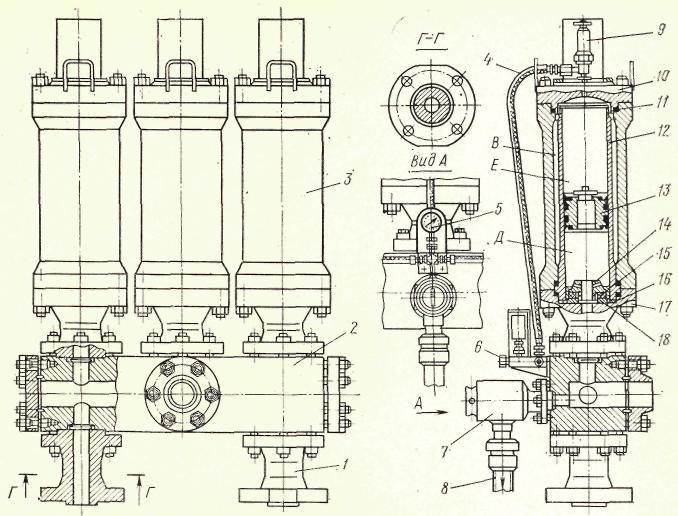
1-айдағыш коллектордың фланеці; 2-штуцер; 3-вентиль; 4-манометр; 5-қақпақ; 6-диск; 7-диафрагма; 8-метал шайба; 9-тұрқы; 10-шпилькалар.
Шартәріздес диафрагмалы пневмокомпенсатор
Диафрагмалы пневмокомпенсаторлар бұрғылау тәжірибесінде кеңінен қолданылады. Бұрғылау сораптарында ПК-70-250 және ПК-70-320 диафрагмалы пневмокомпенсаторлары қолданылады. Олардың көлемі сәйкесінше 70 дм3, және қысымдары 25 және 32 МПа құрайды.
Бітеулі типті пневмокомпенсатор
63. Тозған бөлшектерді жөндеу тәсілдерінің классификациясы.
Жөндеу кәсіпорындарында бөлшектерді пайдалану нәтижесінде бұзылған қосылысқан жерлердің орналасуын, механикалық беріктігін, тозуға төзімділігін және жегіге төзімділігін қалпына келтіруді қамтамасыз ететін бөлшектерді жөедеудің әртүрлі тәсілдері кеңінен қолданылады.
Тозған бөлшектерді жөндеудің тәсілдері мыналар:
-
механикалық өңдеу;
-
қысыммен өңдеу;
-
пісіру;
-
балқыма құю;
-
металдау;
-
гальваникалық өсіру;
-
дәнекерлеу;
-
үйкеліске қарсы қорытпаны қайта құю;
-
пластмассамен жабу;
10) желімдеу.
Жөнделген бөлшектердің өмір ұзақтығы оның бастапқы физика-химиялық қасиеттеріне және әсіресе оның жұмыс беті қандай дәрежеже өзгеруіне тәуелді. Бөлщектерді жөндегенде оның физика-химиялық және пайдаланымдық сипаттарын, атап айтқанда шаршауға беріктігін нашарлатпайтын, ал егер бұл мүмкін болмаса, онда оларды аз ғана дәрежеде өзгертетін жөндеу тәсілдерін қолданған жөн.
Бөлшектердің бастапқы өлшемдерін қалпына келтіру негізінен екі жолмен іске асырылады. Олар:
-
тозған беттерді өсіру;
-
тозған беттерді пластикалық деформациялау.
64. Қабат қысымын ұстап тұру үшін арналған жабдықтар.
мәлімет таба алмадым
Мұнай кенінің айналу қарқындылығын және мұнай мен газдың қайтарымын үлкейту үшін өнімділік қабаттары әртүрлі әсерлерге тап болады: қабат қысымын су және газ айдау арқылы ұстап тұру, ішкіқабаттық жандыру, термохимиялық және химиялық әсерлер, толқындық, гидроакустикалық әсерлер, қабатты гидравликалық жұлу және т.б. Жоғарыда айтылған әсерлерді орындау үшін көптеген түрлі жабдықтар керек. Көрсетілген жұмыстардың бір бөлігі жерасты жөндеу жұмыстары кезінде орындалатынын айта кету қажет.
65. Бұрғылау қондырғыларының қозғалтқыштары, күштік агрегаттар мен берілістер.
Қазіргі заманғы БҚ негізгі және көмекші жетектермен жабдықталған.
Негізгі жетектерге бұрғылау шығырының, сорабының және ротордың жетектері жатады. Олардың қуаты 6000 кВт және одан жоғары болады. Жетек қозғалтқыштан, күштілік берілістен және басқару аппаратурасынан тұрады.
Көмекші жетектер компрессорларға, дірілдеткіштеге, сазараластырғыштар мен қашауғаберіліс беру автоматына, майлау сораптарына, көтеріп-түсіру операциясын механизациялаушы агрегаттарға және бұрғылау қондырғысының басқа да механизмдеріне арналған. Оның суммарлық қуаты 400 кВт-тан аспайды.
Қолданылатын қозғалтқыштарына байланысты бұрғылау қондырғыларының жетектері дизельді, газотурбиналы және электрлі болып бөлінеді.
Дизельді және газотурбиналы жетектер – автономды – электр желісі жоқ шалғай жерлерде барлау және пайдалану бұрғылауларында қолданылады. Кей жағдайларда оның электрлі жетекке қарағанда экономиялық тиімділігіне байланысты жекеменшік компанияларда кеңінен қолданылады.
Электрлі жетектер – автономды емес және оларды тек электр желісімен жабдықталған бұрғылау орындарында ғана қолдануға болады. Бірақ қазіргі кезде электрлі жетектердің дамуына байланысты дизелді-электрлі және сұйық жанармаймен, табиғи және ілеспе газбен жұмыс істейтін газотурбиналы электрстанциясы кеңінен қолдау тауып отыр. Олардың үлесіне барлық бұрғылау көлемінің 60%-ы келеді.
Сипаттамаларына байланысты энергияны үлестіру топтасқан, жеке және аралас болып бөлінеді.
Топтасқан жетектер бұрғылау қондырғысының шығыры, сорабы және роторы сәйкес берілістерді жалпы қозғалтқыштан алады. Сонымен бірге саны және қозғалтқыш қуаты азаяды.
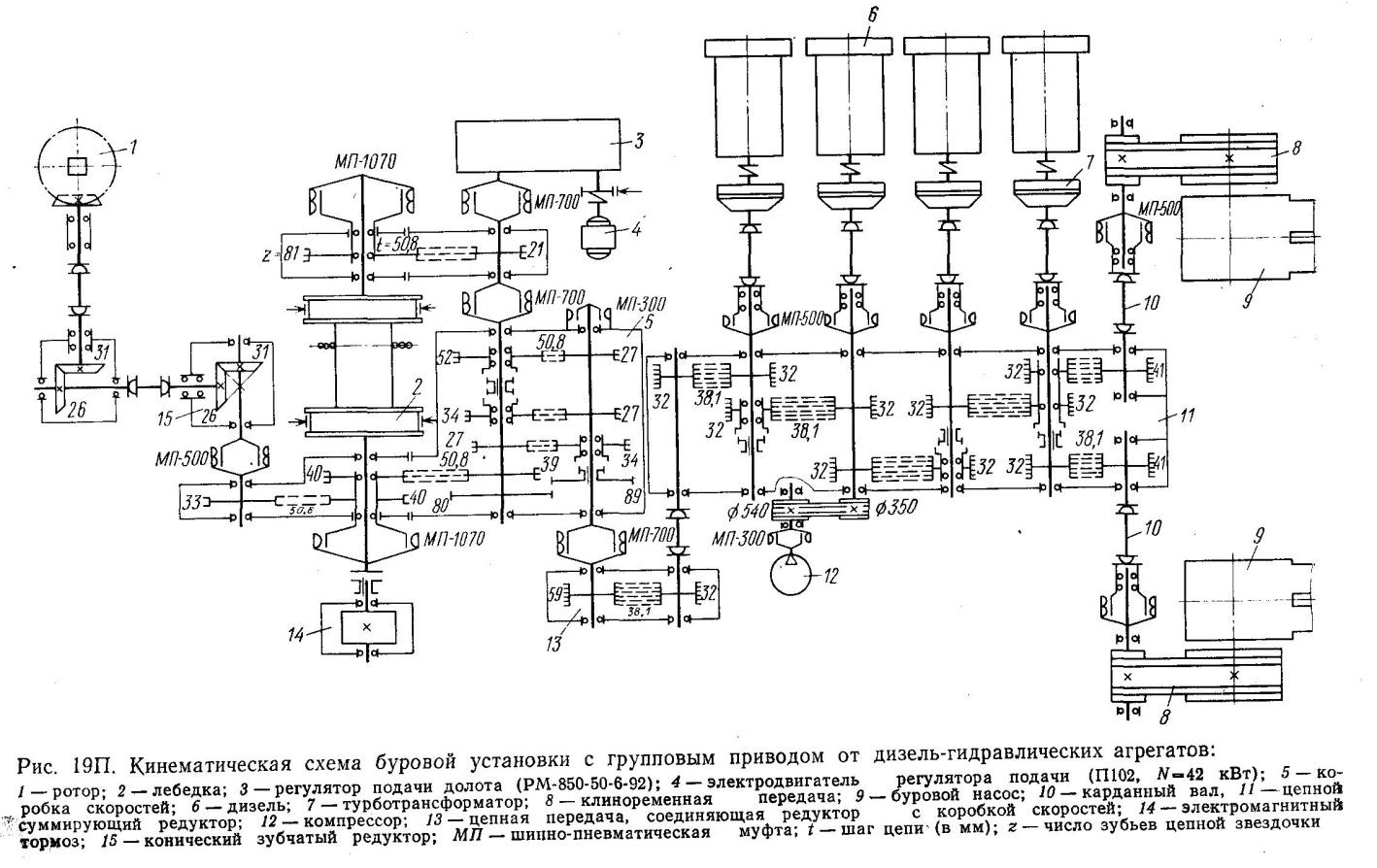
Бқ топтасқан жетегінің кинематикалық сұлбасы
1-ротор, 2- шығыр, 3- қашаудың берілісін реттегіш, 4- берілісті реттегіштің электроқозғалтқышы, 5- жылдамдық қорабы, 6- дизель, 7- турботрансформатор, 8- сыналы-белбеулі беріліс, 9-бұрғылау сорабы, 10-карданбы білік, 11- шынжырлы редуктор, 12-компрессор, 13- редукторды жылдамдықтар қорабымен қосатын шынжырлы беріліс, 14- электромагнитті тежегіш, 15- коникалы тісті редуктор, МП- шинно-пневматикалық муфта, t- шынжыр қадамы (мм), z – шынжырлы жұлдызшаның тістер саны.
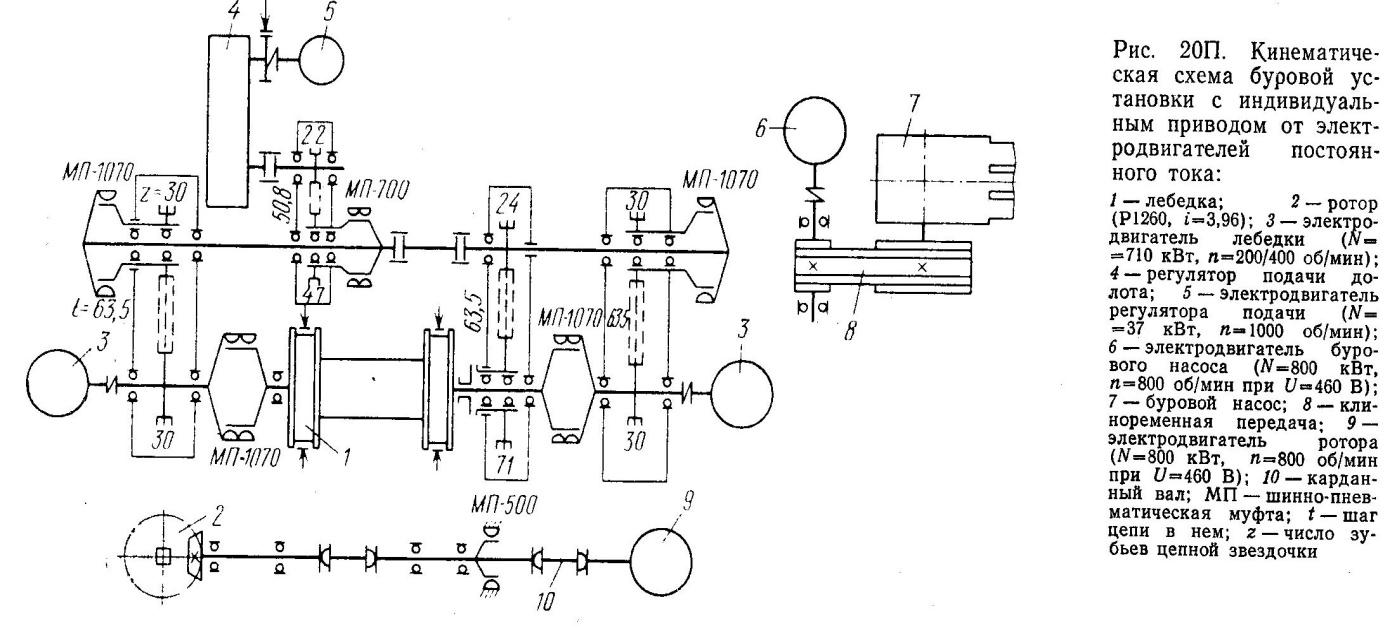
Бқ жеке жетегінің кинематикалық сұлбасы
1 - шығыр, 2 - ротор (Р1250, і=3,96), 3 - шығырдың электроқозғалтқышы (N=710кВт, n=200/400 айн/мин), 4 - қашаудың берілісін реттегіш, 5 - берілісті реттегіштің электроқозғалтқышы (N=37кВт, n=1000 айн/мин), 6 - бұрғылау сорабының электроқозғалтқышы (N=800кВт, n=800 айн/мин), 7 - бұрғылау сорабы, 8 - сыналы-белбеулі беріліс, 9 - ротордың электроқозғалтқышы (N=800кВт, n=800 айн/мин), 10 - карданды білік, МП - шинно-пневматикалық муфта, t - шынжыр қадамы (мм), z – шынжырлы жұлдызшаның тістер саны.
Жеке жетектерде шығыр, ротор және бұрғылау сораптарының жеке қозғалтқыштары болады.
Аралас жетек дизелді топтасқан жетектердің күші екінші бұрғылау сорабының жұмысына жеткіліксіз болғанда қолданылады. Бұл жағдайда ротор, шығыр және бұрғылау сораптарының біреуі топтасқан жерекпен, ал екінші бұрғылау сорабы жеке жктекпен жабдықталады.
Электрлі бұрғылау қондырғыларында аралас жетектер кеңінен қолданылады, ротор мен шығыр топтасқан жетекке, бұрғылау сораптары жеке жетекке жабдықталады.
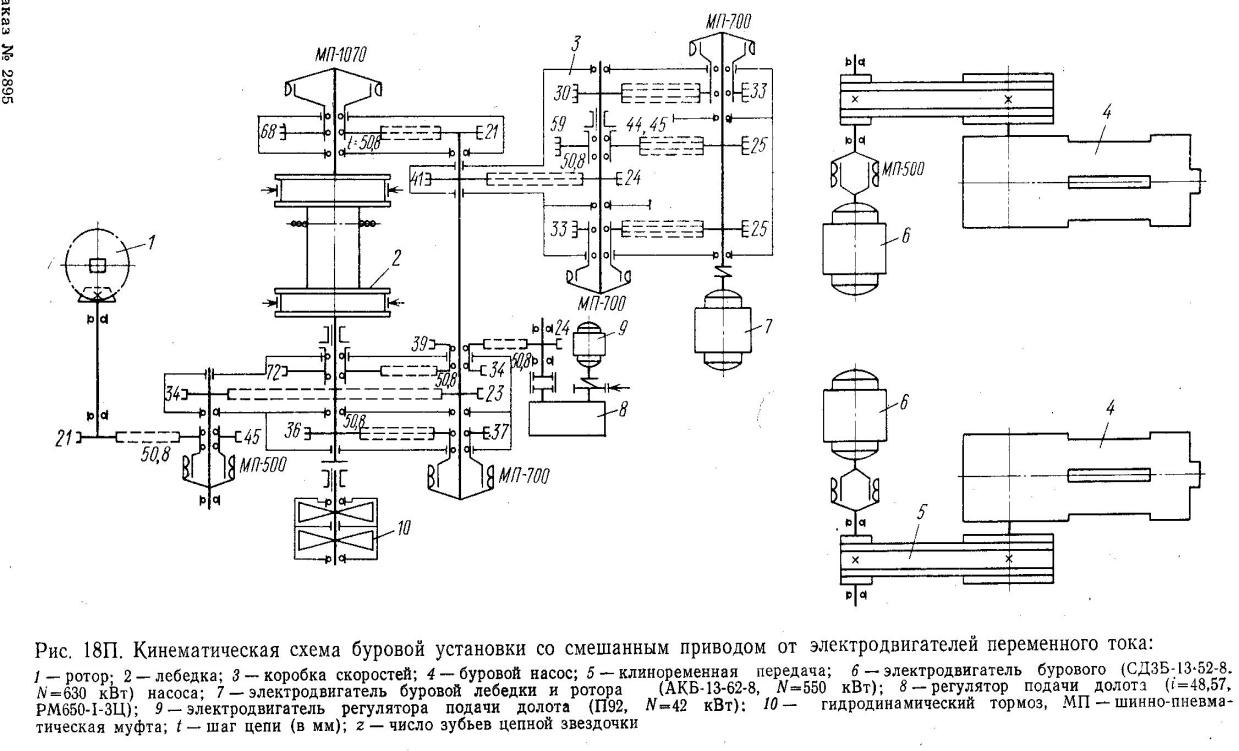
Бқ аралас жетегінің кинематикалық сұлбасы
1- ротор, 2- шығыр, 3- жылдамдықтар қорабы, 4- бұрғылау сорабы, 5- сыналы-белбеулі беріліс,6- бұрғылау сорабының электроқозғалтқышы, 7- бұрғылау шығыры мен ротордың электроқозғалтқышы, 8- қашау берілісін реттегіш, 9- берілісті реттегіштің электроқозғалтқышы, 10- гидродинамикалық тежегіш, МП - шинно-пневматикалық муфта, t - шынжыр қадамы (мм), z – шынжырлы жұлдызшаның тістер саны.
Қозғалтқыштардың саны бойынша: бір қозғалтқышты және көп қозғалтқышты жетектер болып бөлінеді.
Бір қозғалтқышты жетектер электрлі БҚ тән. Электрлі топтасқан жетектің екі, не бір қозғалтқышы болады. Электрлі БҚ шығырларында екі немесе бір қозғалтқыш болады, ротор мен сораптар бір қозғалтқышты жеке жетекпен жабдықталған, яғни аралас жетек.
Көп қозғалтқышты жетектердің күштік беріліс құрылымы күрделірек, бірақ пайдалануда өте сенімді болып келеді. Өйткені қозғалтқыштардың бірінің істен шығуы кезінде машина басқа қозғалтқыштар көмегімен жұмыс істейді. Сонымен қатар олар пайдалануда үнемді болып келеді, өйткені, бос жүріс немесе жетектің барлық қуатын талап етпейтін операциялар кезінде қозғалтқыштардың бір бөлігін өшіруге мүмкіндік береді.
БҚ көмекші жетегінде негізінен жеке электрлі жетегі болады. көмекші механизмдердің қозғалтқыштары электр энергиясын негізінен кәсіпшілік желілерден немесе автономды айнымалы тоқты дизель-электрлі агрегаттардан алады.
БҚ сонымен қатар пневможетек те қолданылады, онда сығылған ауаның энергиясы (компрессордан) өрт қауіпсіздік талаптары бойынша электроқозғалтқыштың қолданылуына тыйым салынатын ұңғыма сағасының қасында орналасқан механизмдердің механикалық энергиясына айналдырады. Пневможетек АКБ, ПКР, бұрғылау құлыптарын ажыратқыштар және пневматикалық басқару жүйеснің механизмдері үшін қолданылады.
66. Жөндеу өлшемдері тәсілімен бөлшектерді қалпына келтіру.
Жөндеу өлшемдері тәсілі. Бұл тәсілдің мағынасы қосылысқан тозған бөлшектердің бірін, әдетте, жасалуы қиынын,дұрыс геометриялық пішін беру және талап етілген кедір-бұдырлылықты алу үшін алдын-ала белгіленген жөндеу өлшемдеріне дейін механикалық өңдейді де, ал екіншісін жаңасымен немесе алдын-ала белгіленген өлшемге дейін жөнделгенімен алмастырады. Сонда қосылымдардың бастапқы бірігуі (саңылауы) қамтамасыз етіледі.
Стандартталған жөндеу өлшемдері алдын-ала белгіленеді, олардың саны мен сандық өлшемдері анықталады. Сол өлшемдерге сәйкес қосымша бөлшектердің комплектісі жасалынады.
Білік-мойынтірек жұбының жөндеу өлшемдерін анықтау үшін екі жағдай қарастырылады:
1) сыртқы беті бойынша білік біркелкі қажалғанда (9.1-сурет, а);
2) сыртқы беті бір жағынан қажалғанда (9.1-сурет, б).
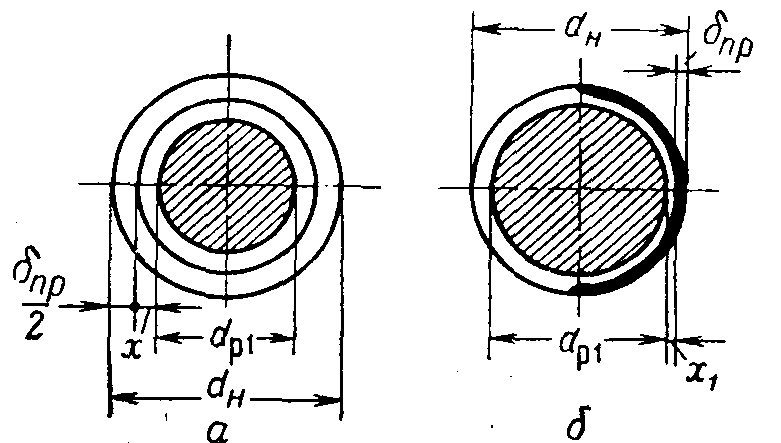
Біркелкі қажалған білік механикалық өңдеумен (тозған бетте сызат, сызық және т.с.с. болғанда) немесе жай ғана қослысатын жөндеу өлшемді бөлшекті ауыстырумен (тозған беттің сапасы жақсы болса) жөнделеді.
Білік мойнының жөндеу өлшемдері келесі қатынастарда анықталады:
I жөндеу өлшемі
9.1 – жөндеу өлшемдерін анықтаудың
сұлбасы: а – білік біркелкі тозған кезде;
б– білік бір жағынан жазған кезде.
 ;
(9.1)
;
(9.1)
II жөндеу өлшемі
 ;
(9.2)
;
(9.2)
III жөндеу өлшемі
 ,
(9.3)
,
(9.3)
мұнда, dб – біліктің бастапқы диаметрі, мм;
 -
біліктің жөндеу өлшемдері, мм;
-
біліктің жөндеу өлшемдері, мм;
х – жөндеу өлшемін алуға арналған әдіп, мм;
 -
жөндеулік аралық, мм
-
жөндеулік аралық, мм
 (9.4)
(9.4)
Жөндеу өлшемдерін белгілегенде бөлшектің беріктігі, қаттылығы кемитінін, кейбір жағдайларда өзіндік күшсалмақ артатынын ескеру керек.
Біліктер үшін жөндеу өлшемдерінің саны:
 ,
(9.5)
,
(9.5)
мұнда, dmin – біліктің шектік рауалы ең кіші өлшемі, мм.
Бір жағынан тозған білікті жөндегенде бөлшекке дұрыс геометриялық пішін беру және ақаулы беттік қабатты алып тастау үшін механикалық өңдеу қажет болады. Бұл кездегі білік мойнының жөндеу өлшемдері мынадай:
 ,
(9.6)
,
(9.6)
 .
(9.7)
.
(9.7)
 шамасын
мына формуламен анықтайды:
шамасын
мына формуламен анықтайды:
 ,
(9.8)
,
(9.8)
мұнда, Smax – қосылыстағы ең үлкен рауалы саңылау, мм;
Sбас – қосылыстағы бастапқы саңылау, мм;
 -
мойынтірек білікке қарағанда қанша есе
тез тозатынын ескеретін коэффициент;
-
мойынтірек білікке қарағанда қанша есе
тез тозатынын ескеретін коэффициент;
 -
мойынтіректің тозу шамасы, мм.
-
мойынтіректің тозу шамасы, мм.
Сырғанау мойынтіректерінде саңылауды реттеу үшін аралық төсемдер пайдаланылады. Олар бөлшектердің қажалуына қарай саңылаудың шамасын Sбас шамасында ұстап тұру үшін біртіндеп алынып тасталып отырады. Аралық төсемдердің жалпы қалыңдығын т мына формуламен анықтайды:
 .
(9.10)
.
(9.10)
Бұдан:
 .
(9.11)
.
(9.11)
Ішкі цилиндрлік беттер үшін бірінші және соңғы жөндеу өлшемдерін есептеуге арналған формулалар мынадай:
біркелкі тозған кезде
 ;
(9.12)
;
(9.12)
 ;
(9.13)
;
(9.13)
 .
(9.14)
.
(9.14)
бір жақты тозғанда
 ;
(9.15)
;
(9.15)
 ;
(9.16)
;
(9.16)
мұнда, Dб – тесіктің бастапқы өлшемі, мм;
 -
тесіктің жөндеу өлшемдері, мм.
-
тесіктің жөндеу өлшемдері, мм.
Жөндеу өлшемдері тәсілінің артықшылықтары: бөлшектің қызмет уақытының артуы; қымбат және жасалуы қиын бөлшектің жөндеу технологиясының қарапайымдылығы; қосылымдағы алмаастырылатын бөлшекті алдын-ала дайындап алу мүмкіншілігі, бұл жөндеу уақытын қысқартуға және құнын төмендетуге мүмкіндік береді.
Бұл тәсілдің кемшіліктеріне қосылысатын бөлшекті алмастыруды, бірнеше жөндеу өлшемдерінің болуына байланысты артық қосымша бөлшектердің болуын жатқызуға болады.
Бұл тәсіл компрессорлар мен іштен жану қозғалтқыштарының цилиндрлерін, иінді біліктің мойындарын, ротор үстелінің тісті тәжін және басқа бөлшектерді жөндегенде қолданылады.
Қосымша жөндеу бөлшектері тәсілі. Бұл тәсілдің мағынасы қажалған бетті жөндеуге оған тікелей бекітілетін жөндеу бөлшегін пайдалану болып табылады. Қосымша бөлшектің қалыңдығы әдетте жөнделетін тозу шамасынан едәуір артық, сондықтан қосымша бөлшекті бекітпестен бұрын жөнделетін бөлшектің қажалған қабатын алып тастайды.
Бұл тәсілді пайдаланып біліктің шеткі мойындарын жөндегенде, егер оның механикалық беріктігі мүмкіндік берсе, мойынды кіші өлшемге дейін өңдейді, сонан кейін төлкені жабыстырады да, мойынды қажетті өлшем мен кедір-бұдырлылықтарға дейін өңдейді. Төлкені білікке өосымша штифтермен, бұранда арқылы немесе электрлік пісірумен бекітуі де мүмкін.
Біліктің ортаңғы мойындарын жөндегенде екі жарты төлкені пайдаланады. Оларды алдын-ала өңделген жерге штифтермен немесе пісірумен бекітіп, сыртын қажетті өлшемге дейін өңдейді.
Қажалған тесіктерді жөндегенде оладың өлшемдерін үлкейте қңғылайды да, оған жөндеулік төлке енгізеді. Сонан кейін төлкенің ішін қажетті өлшемге дейін өңдейді. Жөндеу төлкесінің қабырғасының қалыңдығы болаттар үшін 2÷2,5 мм кем емес те, шойындарда 4÷4,5 мм болуы керек. Қосымша жөндеу бөлшектерін алдын-ала дайындап қоюға болады.
Қарастырылып жатырған тәсілдің кемшілігі механикалық өңдеу нәтижесінде негізгі бөлшектің механикалық беріктігінің кемитіндігі.
Бөлшектің бір бөлігін алмастыру тәсілі. Бұл тәсілдің мағынасы – бөлшектің қажалған бөлігі алынып тасталып, оның орнына қосымша бөлшек қойылады. Алмастырылған бөлік бөлшектің негізгі бөлігімен пісірумен, бұрандамен, желімдеумен немесе басқа бір тәсілмен біріктіріледі де, сонан соң қажетті дәлдік пен беттің кедір-бұдырлылығына дейін түпкілікті механикалық өңделеді.
Бұл тәсілдің кемшілігі жылулық өңделген бөлшектер үшін бұған ұқсас жөндеудің күрделілігі.
67. Ашық фонтандауды алдын алатын ұңғы жабдығы. Айырғыш клапандар.
Сағалық қоңдырғының апат нәтижесінде бұзылуы немесе жөндеу жұмыстарын жүргізу кезінде ашық фонтандаудан сақтану үшін фонтандаушы ұңғымаларда оқпанның төменгі жағына айырғыш клапандар қойылады. Бұл айырғыш клапандардың арқасында оқпанның жоғары және төменгі жақтары бір-бірімен байланыспайды.
Қабатты айырғыш клапандар, сонымен қатар ұңғымада технологиялық процестерді жүргізуге мүмкіндік береді. Сондықтан айырғыш клапан басқа қондырғымен толықтырылады да, олар арнайы жүйені құрайды. Бұл жүйе бірнеше бөлшектерден тұрады: негізгі бөлігі айырғыш клапанның өзі, нығыздауыш-герметизатор (пакер), якорь, берілген деңгейді ұстаушы пакер, клапанды басқару үшін қажетті қатынас каналы, өзіндік басқару құрылымы, клапанды, якорь мен пакерді орнату және демонтаждау жұмыстарына арналған қондырғы, технологиялық операцияларды жүрігізуге арналған қондырғылар.
Жоғарыда аталған қондырғылар (сүзгінің жоғары жағында орналасады) қабаттың әртүрлі ерекшеліктеріне (сұйық немесе газдың қасиеті, дебиті, ортаның агрессивтігі, температура, қысым) байланысты пайдаланылады. Бұл жұмыс жағдайларында әрбір қондырғы ұзақ уақыт бойы бас тартпай жұмыс істеуі қажет және ол инженерлік тұрғыда күрделі мәселе болып саналады.
Қабаттың айырғыш клапаны (1.6-сурет) пакерден (1), айырғыш клапаннан (2), ажыратқыштан (3), ұңғыманы апат кезінде сөндіруге арналған циркуляциялаушы клапаннан 4, ингибиторды енгізуге арналған клапан (5), сызықтың деформацияларды азайтуға арналған телескопиялық байланыс (6), қабат сұйығының шығым мөлшерін басқаруға қажетті дроссель (7), қабылдағыш клапаннан (8) тұрады. Пакер түрлерінің бір-бірінен айырмашылығы мынада: түсірілетін күшті қабылдау және пайдалану тізбегіне бағыттауы бойынша, фиксация әдісі бойынша, отырғызу және алынуы бойынша, әртүрлі орта үшін қолдануы және өлшемі мен конструкциясы бойынша бөлінеді.
Қабаттың
айырғыш клапандарының бір-бірінен
айырмашылығы мынада: басқару әдістері,
құбырлармен байланысы, құбырда орналасуы
және жүру каналдары бойынша ажыратылады.
Клапандар автоматтық және басқарылу
клапандары болып бөлінеді. Өз кезегінде
автоматтық клапандар келесі түрге
бөлінеді: оларды орналастырған аралықта
қысымның төмендеуі кезінде іске қосылатын
және сұйық мөлшерінің белгілі мәнінен
асып кету себебінен іске қосылатын
клапандар. Клапандардың құбырмен
байланысы бойынша келесі түрлерге
бөлінеді: алынатын клапандар – олар
канат арқылы құбыр бойымен түсіріліп,
құбырдың ниппельдерінде орналастырылады;
стационарлы клапандар – құбырмен бірге
ұңғымаға түсіріледі және онымен бірге
жер бетіне шығарылады. 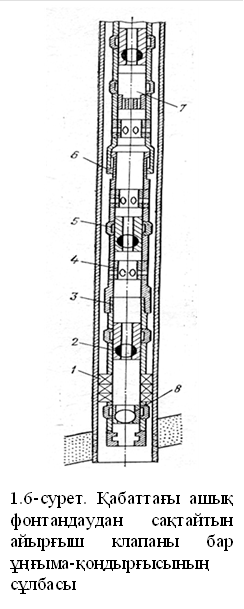
Ұңғымаларда айырғыш клапан орналастырылған кезде және орналастырылмаған кезде де ұңғыма ішінде бірнеше операцияларды орындау қажет болады және олар жоғары қысым аумағында орындалады.
Қысымы бар ұңғымада жөндеу жұмыстарын жүргізу кезінде айырғыш клапанға қосымша арнайы клапандар қосылады (1.7-сурет): циркуляциялы, теңгеруші, қабылдаушы және кері клапанды.
Циркуляционды клапан арқылы ұңғыма түбін, құбыр сыртын және ішін жуу жұмыстарын жүргізу, ұңғыманың түбін әртүрлі химиялық реагенттермен жуу кезінде және басқа да ұңғыма ішіндегі операциялар кезінде құбырдың ішкі кеңістігі мен құбыр сыртындағы кеңістіктерді байланыстырады.
Циркуляциялы клапан (1.7-сурет, а) СКҚ (НКТ) құбырына орнатылып, онымен бірге жер бетіне шығарылады. Ол тесіктері бар қораптан (4) тұрады және әрбір тесікте жылжымалы төлке (3) (оның да тесіктері бар) орналасқан. Соңғысы нығыздаушы элементтермен герметизацияланған: (6), (7), (8), (9), (10).
Резьбалық байланыстар сақиналармен (5) нығыздалады . Клапанды СКҚ-мен байланыстыру үшін корпуста аудармалар (2 және 11) орналастырылады. Жоғарғы аудармаға (2) муфта (1) отырғызылған. Ашық және жабық жағдайларында төлке (3) фиксатормен (12) қатаяды және ол төменгі аударманың (11) сақиналы кеңістігінде орналасқан.
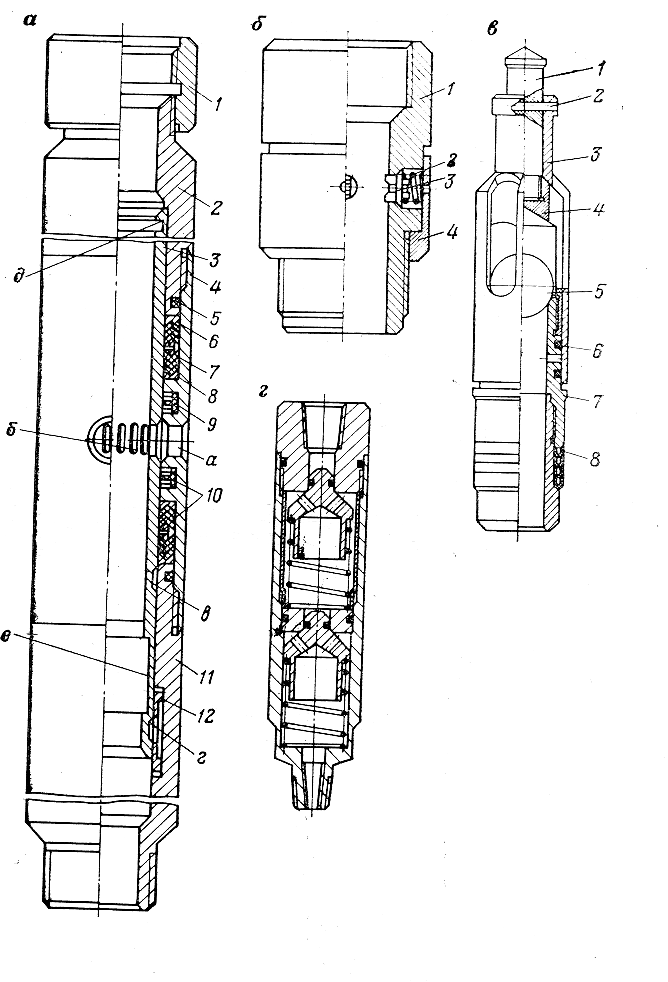
1.7-сурет. Арнайы клапандардың құрылымы:
а-циркуляциялы; б-теңгеруші ; в-қабылдаушы; г-кері екі клапанды
Клапанды басқару кезінде төлкені төмен түсіреді немесе жоғары көтереді, сонда корпус пен төлкенің тесіктері сәйкес келеді немесе бір бірін жабады.
Теңестіруші клапан (1.7 б-сурет) ұңғы қоңдырғысының жабу элементінің жақтарының қысымын теңестіру үшін немесе құбырдан айырғыш клапандарды, тығындар мен қабылдаушы клапандарды қосып шығару үшін қолданылады.
Клапан корпустан (1) және корпустың қабырғаларына пісіріліп орнатылған клапандардан (3) тұрады. Клапанның пружиналары (2) чехолдың көмегімен ұсталынып отырады. Клапан ұңғыға штанга немесе канат арқылы түсірілетін жүктің көмегімен ашылады.
Қабылдаушы клапан (1.7 в-сурет) пакерді отырғызу және де құбыр ішіндегі қысымды көтеру үшін, сонымен бірге құбырдағы кеңістіктерді жабу мақсатында қолданылады. Пакерді отырғызғаннан кейін нығыздайды, бірақ кейбір жағдайларда престейтін шардың үзіліп кету салдарынан пайдалану құбырының пакермен герметизациялануы үшін қысым жеткіліксіз болады. Бұл үшін қабылдаушы клапандарды қолданады. Оларды пакердің астында орналасқан өткізбейтін ниппельге орнатады. Қабылдаушы клапан корпустан (7) тұрады және оның жоғарғы ұшын жабатын шардың ершігі ретінде жасайды. Корпустың жоғарғы жағына шары (5) бар тор (4) орнатылады. Корпустың сыртына кожух (3) кигізіледі және ол кожухтың басы ұстағыш ретінде жасалады. Тордың ішкі кеңістігімен байланысты ұстау үшін кожухтың шет жақтарында арнайы терезелер бар.
Корпустың жақтарындағы тесіктерді сақиналармен (6) нығыздалған кожухтың юбкасы жабады. Стерженьде (1) орналасқан штифт (2) үшін кожух көлденең қозғала алмайды. Қабылдаушы клапан өткізбейтін ниппельде нығыздауштармен (8) герметизацияланады. Клапанды алу үшін штифт (2) алынып, кожух (3) стерженнің (1) басына тірелгенше жоғары көтеріледі де, теңестіруші тесіктер ашылады, ал шардың (5) астындағы және оның үстіндегі қысымдар теңестіріліп, осыдан кейін клапан ниппельден жеңіл алынады.
Кері клапан (1.7 г-сурет) қысымы бар аймақта құбырларды көтеру-түсіру жұмыстары барысында құбырдағы кеңістікті жабады. Ол әрқашан да аралықты жауып тұру керек және апат болған жағдайда мүмкіншілігінше ұңғыны тұйық сөндіреді. Кері клапандар сонымен қатар, ұңғыларды газлифт әдістерімен пайдалану кезінде қолданылады, мұнда олар сұйықтың кері ағынының құбыраралық аймақтан өтуіне кедергі жасайды. Кейбір жағдайларда оларды пружинасыз құрастырады және реверсивті етіп қолданады, яғни ұңғыма өнімінің ағын қысымының есебінен өздігінен жабылады.
Кері клапандар пайдалану құбырларының тізбегінде және отырғызу ниппельдерінде сым немесе канат арқылы түсіріліп орнатылады.
1.8-сурет.
Тұйықтау тығынының құрылымы
Тұйықтау тығыны (1.8-сурет) отырғызу ниппелінде тізбектің өтуін герметизациялау үшін цилиндрлі бетке орнатылады.
Оның корпусының (3) ішінде пружинаның астына орналасқан поршені (2) бар. Поршеннің нығыздаушы сақиналары (1) пружинаның (4) сығылған кезінде құбырдың ішкі және сыртқы аймақтарын біріктіретін корпустың шет жақтарындағы каналдарды жабады. Тығынды орнату үшін түсіру құралы ұңғыға түсіріледі. Ол кезде ашық канал арқылы сұйықтық қозғалады. Тығынды түсіруші құралды шығарып алғаннан кейн поршень каналды жауып тастайды да, тізбектің орталық өту аймағын герметизациялайды. Тығынды алу керек болған жағдайда поршень (2) стержень арқылы төмен итеріліп, каналдар ашылып, оның үстіңгі және астыңғы аймақтарындағы қысым теңеседі.
Отырғызу ниппелі – ұңғыма жұмыстарын жүргізу
кезіндегі құбырдың құрастыру элементі болып табылады. Ол радиалды каналдары бар қысқа құбыр түрінде болады. Ол құбыр ішінде тізбек бойымен әртүрлі аппараттарды, құрылғыларды орнатып, бекітуге арналған.
Құбырлы тізбекті айырғыш (1.9-сурет) басшықтан (1), жоғарғы (2) және төменгі (5) цангалардан, цилиндрден (3) және штоктан (4) тұрады.
СКҚ тізбегін ұңғының ішкі қоңдырғыларынан ажырату үшін ұңғы бойымен сыммен түсірілетін құрылғыны қолданады. Құрылғының итергіші цанганы (2) жоғары көтеріп, пайдалану құбырларын ұңғы қоңдырғыларынан ажыратады, ал цанганы төмен түсіргенде оларды қосады.

1.9-сурет.
Құбырлы тізбекті
айырғыш
Басқару станциялары жаңа кешендерді басқаруға арналған. Қалыпты жағдайда олар бір ұңғыманы немесе бір топ ұңғыманы (1 кустта – 8 ұңғымадан артық емес) басқарады.
Электрлік немесе пневмогидравликалық байланыс түрлеріне қарай ҰАБК (ұңғыма айырғыштарын басқару кешені) және ҰАБК – Э байланыс кешендері қолданылады.
Олар ортаның температурасына, ондағы H2S және СО2 мөлшеріне, жөндеу жұмыстарының жиілігіне байланысты әртүрлі етіп жасалынады.
68. Лақтыруға қарсы жабдықтар (ПВО) – тағайындалуы, жіктелуі, конструктивтік сұлбасы.
Лақтыруға қарсы жабдықтар ұңғыма сағасын сұйықтық пен газды-сұйық қоспасының ашық лақтырулары және бұрғылау, сынау, тексеру және пайдалану барысында фонтандау болмауы үшін саңылаусыздандыру үшін арналған.
ЛҚЖ абслоютті сенімділік пен дайындықтың жоғары дәрежесіне сай болуы керек. Тек сол кезде ғана ұңғыманы бұрғылау тізбегі болғанда немесе болмағанда өз уақытында жабуға болады. сонымен қатар келесі технологиялық операциялардың орындалу мүмкіндігі қамтамасыз етілуі тиіс:
-бұрғылау құбырларын құлыптармен, ал шегендеу құбырларын муфтамен қозғау, тарту, бұру;
-қабатқа қарсы қысымы беретін жуу сұйықтығының жабық циркуляциясы;
-қабатқа ерітіндіні бұрғылау немесе цементтеу сорапатарымен айдау.
ЛҚЖ құрамына превенторлар, сағалық айқастырма, превенторүсті орам және превенторлы жабдықтың оқпанды бөлігін құрайтын ажырамалы желоб, ЛҚЖ оқпанды бөлігін жабдықтайтын манифольдтар, превенторлар мен манифольдтарды басқаратын станция кіреді.
ЛҚЖ ұңғыма сағасы мен бұрғылау едені арасында орналасады. Қауіпсіздік ережелері бойынша ЛҚЖ-н барлау алаңдарын, газоконденсатты, газды және АВПД кен орындарын бұрғылағанда міндетті түрде орнату керек. Ұңғыма сағасын кондуктор мен аралық тізбекті түсіргеннен кейін ЛҚЖ-мен жабдықтайды. ЛҚЖ міндетті түрде беріктікке және саңылаусыздыққа сыналады.
Превенторлар. Ұңғыма сағасын саңылаусыздандыру үшін плашкалы, әмбебап және айналмалы превенторларды қолданады.