

А.М. Никитин Технология литейной формы. Чугунное литье
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии металлов
Технология литейной формы
Чугунное литье
Кемерово 2001
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии металлов
Технология литейной формы
Чугунное литье
Методические указания по курсу «Проектирование заготовок» для студентов специальностей 120100 «Технология машиностроения»,
120200 «Металлорежущие станки и инструменты»
Составитель А.М. Никитин
Утверждены на заседании кафедры Протокол № 4 от 14.11.98 Рекомендованы к печати учебнометодической комиссией по специальности 120200 Протокол № 203 от 26.11.98 Электронная копия находится в библиотеке главного корпуса КузГТУ
Кемерово 2001
3
1. Общие положения
Разработка техпроцесса производства литья включает в себя выбор наиболее рационального расположения отливки в литейной форме, определение припусков на механическую обработку, литейных формовочных уклонов в соответствии с ГОСТ 26645-85 и ГОСТ 3212-92, определение массы отливок с учетом масс детали, припусков, определение размеров стержней, расчет литниковопитающей системы для подвода жидкого металла в литейную форму и выбор стандартных опок. Разработанные материалы выполняются в виде эскизов и чертежей по правилам графического выполнения элементов литейных форм и отли-
вок по ГОСТ 3.1125-88.
2. Основные понятия и термины технологии литейных форм
2.1.Форма литейная - система элементов, образующих рабочую полость, при заливке которой жидким металлом формируется отливка.
2.2.Опока литейная- приспособление для удержания формовочной смеси при изготовлении литейной формы, транспортирования и заливки жидким металлом.
2.3.Формовка - процесс изготовления литейных форм и стержней из формовочных и стержневых смесей.
2.4.Формовка по-сырому - формовка из сырых формовочных смесей, при которой сушке подвергаются только литейные стержни.
2.5.Формовка по-сухому – формовка, при которой все части формы или их часть перед сборкой сушат.
2.6.Стержень литейный - элемент литейной формы для образования отверстия, полости или иного сложного контура в отливке.
2.7.Знаки - выступающие части модельного комплекта или стержня, не подлежащие соприкосновению с жидким металлом и служащие для фиксации от смещения отдельных элементов литейной формы.
2.8.«Болван» (жаргон.) - выступающая часть литейной формы, образующая в отливке полости и углубления и позволяющая получить их (т.е. полости) без применения литейных стержней.
2.9.Плац формовочный - площадь в литейном цехе для формовки опок (обычно для ручной формовки при индивидуальном способе производства) и заливки их металлом.
2.10.Формовка в почве - формовка на плацу.
4
2.11.Литниковая система - система каналов для подвода расплавленного металла в полость формы, обеспечения ее заполнения и питания отливки при затвердевании.
2.12.Стояк - элемент литниковой системы в виде вертикального или наклонного канала для подачи расплавленного металла к другим элементам системы или непосредственно в рабочую полость формы.
2.13.Шлакоуловитель - элемент литниковой системы для задержания шлака и засоров и подачи расплавленного металла из стояка к питателям.
2.14.Питатель - элемент литниковой системы для подвода расплавленного метала в полость литейной формы.
2.15.Выпор - элемент литниковой системы для вывода газов из формы, контроля за заполнением формы расплавленным металлом и питания отливки при ее затвердевании.
2.16.Корольки - дефекты в структуре в виде шариков металла, отдельно застывших и не сплавившихся с отливкой, образовавшихся от брызг при неправильной заливке.
2.17.Спай - дефект в виде углубления с закругленными краями на поверхности отливки, образовавшийся не полностью слившимися потоками металла с недостаточной температурой, или прерванным при заливке.
3.Правила разработки технологических процессов изготовления литейных форм
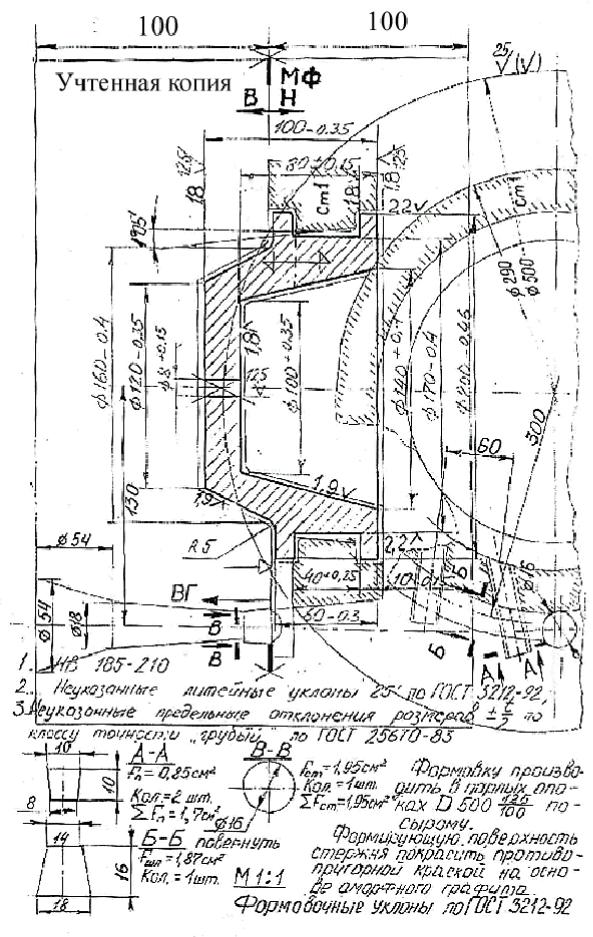
3.1.Разработка техпроцесса изготовления отливки согласно ГОСТ 3.1125-88. Правила графического выполнения элементов литейных форм и отливок приведены на чертеже детали (рис.1). В рассматриваемом примере принята формовка по-сырому из формовочных песчаноглинистых смесей с влажностью до 4,5%, тип производства серийный.
Всоответствии с выбранным способом производства проводят анализ технологичности конструкции детали и вносят изменения для улучшения ее технологичности.
3.2.Определяют положение отливки в форме, плоскости разъема формы, модели и наличие литейных стержней и плоскостей разъема стержневых ящиков.

5
Учтенная копия
1.HB 185-210
2.Неуказанные предельные отклонения 25/ по ГОСТ
3212-92
3.Неуказанные предельные отклонения размеров ± 2t по классу точности «грубый» по ГОСТ 25670-83
1 |
|
|
|
2 |
|
3 |
|
4 |
|
5 |
6 |
7 |
|
8 |
|
9 |
6 |
10 |
11 |
12 |
13 |
6 |
14 |
Рис. 1 |
6
Пример оформления дополнительного штампа
При серийном и массовом производствах при выполнении графических элементов литейных форм и отливок на копии чертежа детали над основной надписью или на свободном поле чертежа проставляют дополнительный штамп. В графах дополнительного штампа указывают:
вграфе 1-код отливки(или обозначение);
вграфе 2 - обозначение документа по ГОСТ 3.1201-85;
вграфе 3 - разработчика;
вграфе 4 - фамилию разработчика;
вграфе 5 - подпись разработчика;
вграфе 6 - дату подписи;
вграфе 7- нормоконтролера;
вграфе 8 - фамилию нормоконтролера;
вграфе 9 - подпись нормоконтролера;
вграфе 10 - порядковый номер изменения документа;
вграфе 11 – отметку о замене и введении листа извещения по ГОСТ 2.503-74;
вграфе 12 – обозначение (код) извещения;
вграфе 13 – подпись лица, ответственного за внесение извеще-
ния;
графа 14 – резервная.
При мелкосерийном и опытном производствах допускается штамп не проставлять. Обозначение документа, подписи разработчика и нормоконтролера выполняют над основной надписью или на свободном поле чертежа.
Примечание: допускается графу 2 дополнительного штампа не заполнять.
7
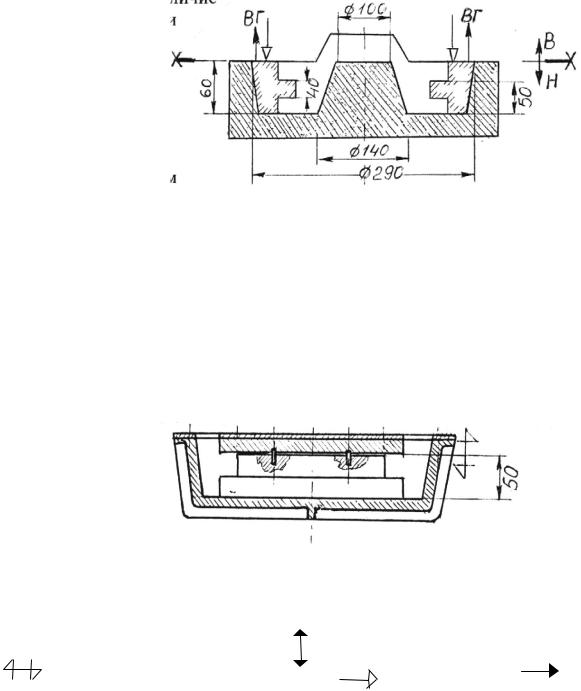
В рассматриваемом примере плоскость разъема предусматривается по «плечикам» на высоте 60 мм от нижней кромки детали
(рис. 2).
Рис.2
3.3.Кольцевой паз шириной 40 мм предусматривается выполнить стержнем 290 мм, высотой 60 мм. Внутреннюю полость 140х100 предлагается выполнить за счет сырого песчано-глинистого болвана без применения стержня, что позволит снизить трудоемкость формовки (рис. 2).
3.4.Плоскость
разъема |
стержневого |
ящика |
предусматри- |
вается на высоте |
|
50 мм |
от нижней |
кромки |
отливки. |
Ящик |
«вытряхного» |
типа (рис. 3). |
Рис. 3 |
|
||||
3.5. Знаки разъема формы, модели |
МФ |
|
× и стержневых |
|
||
|
|
|
|
|||
ящиков |
, направления набивки стержня |
и вывода газов |
ВГ, |
|||
величина припусков, мм, размеры и уклоны стержневых знаков, указания о нерациональности получения отверстий диаметром менее 30 мм литьем указывают непосредственно на чертежах детали по ГОСТ
3.1125-88 (рис. 4).
3.6. Припуски на механическую обработку детали определяют по ГОСТ 26645-85 в зависимости от способа литья, габаритов и массы
8
Рис. |
4 |
9
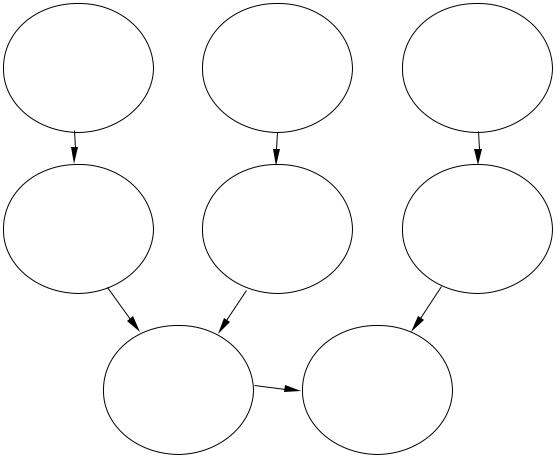
отливок, степени точности поверхности, класса размерной точности, ряда припусков на обработку, допусков размеров отливок и вида окончательной механической обработки по каждой обрабатываемой поверхности детали. Последовательность определения допусков размеров отливок и припусков на сторону можно представить в виде схемы
(рис.5).
[ 1 ] |
[ 1 ] |
[ 1 ] |
Классы размерной |
Степень коробления |
Степень точности |
точности отливки |
элементов отливок |
поверхности |
|
|
отливок |
Допуски размеров |
Допуски формы |
[ 1 ] |
|
||
отливок |
и расположения |
Ряды припусков |
|
элементов |
на обработку |
|
отливки |
отливок |
[ 1 ] |
[ 1 ] |
Общие допуски |
Общий припуск на |
элементов |
сторону |
отливок |
|
|
Рис. 5 |
3.7.Графически припуски на механическую обработку изображают сплошной тонкой линией. Допускается выполнять линию припуска красным цветом (рис. 4).
3.8.Величину припуска на механическую обработку указывают цифрой перед знаком шероховатости поверхности (рис. 4).
3.9.Стержни, их знаки и знаки модели изображают в масштабе чертежа сплошной тонкой линией, которую допускается выполнять синим цветом (рис. 4).
3.10.Уклоны и размеры стержневых знаков определяют по ГОСТ
3212-92.

10
3.11.Стержни в разрезе следует штриховать только у контурных линий (рис. 4).
3.12.Литниковую систему с указанием поперечных сечений выполняют в масштабе изображения детали сплошной тонкой линией, допустимо выполнять красным цветом (рис. 4).
3.13.В случае, если на копии чертежа детали недостаточно места для изображения литниковой системы в масштабе, то допускается изображать ее с отступлением от масштаба.
3.14.Сечения элементов литниковой системы не штрихуют. У каждого сечения элементов литниковой системы допускается указывать площадь сечения в квадратных сантиметрах, количество сечений и суммарную площадь (рис. 4).
Площади сечений обозначают: питателей- Fn, шлаковиков - Fшл, стояков - Fcm и т.д. (рис. 4).
Суммарные площади обозначают: питателей -∑Fпит, шлаковиков- ∑Fшл, стояков - ∑Fcm и т.д. (рис. 4).
4.Определение припусков на механическую обработку деталей
4.1. Порядок определения припусков (см. схему рис.4). Класс размерной точности определяют по [ 1, табл. 9, с. 34] для чугунного литья в песчано-глинистые формы из смесей влажностью 4,5% , габаритами отливки от 100 до 200 мм от 9 до 13 классов точности. В рассматриваемом примере с отливкой средней сложности и условиями механизированного серийного производства принимают средний класс
−11(9 +213) =11.
4.2.Допуски размеров отливки определяют по табл. [1, табл.1, с.2] по каждому обрабатываемому размеру. Степень коробления элементов отливок определяют по [1, табл.10, с.35], при отношении эле-
ментов отливки толшинадиаметр = 20020 = 0,1 для нетермообрабатываемых сплавов степень коробления элементов отливок назначают от 4 до 7 . В рассматриваемом примере принимают равной 7 (см. примечание к таблице).
4.3.Степень точности поверхности [1, табл.11, с.38] для чугунного литья в песчано-глинистые формы из смесей с влажностью 4,5% и