

А.М. Никитин Технология литейной формы. Чугунное литье
.pdf
|
|
|
|
|
|
21 |
V |
= |
π 5,02 |
2,8 |
−1,56 |
−2,34 |
= 44 −1,56 −2,34 = 40,1дм3 . |
|
|
|||||
ф |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
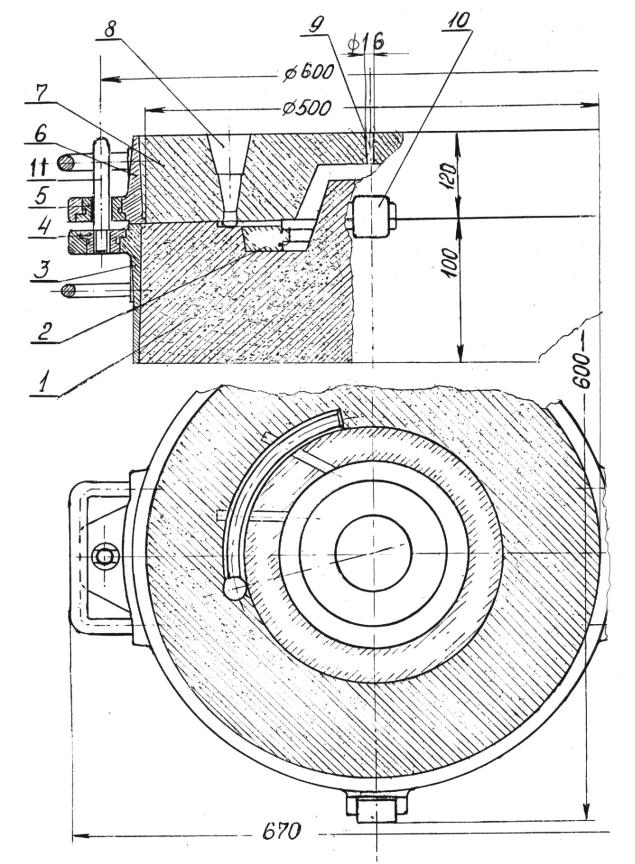
11.3.На основании всех расчетно-графических работ выполняют чертеж литейной формы в сборе (рис. 10).
11.4.Спецификация чертежа литейной формы в сборе:
1)полуформа нижняя;
2)стержень литейный;
3)опока нижняя;
4)втулка центрирующая;
5)втулка направляющая;
6)опока верхняя;
7)полуформа верхняя;
8)литниковая система;
9)выпор;
10)скоба крепления полуформ;
11)штырь центрирующий.
22
Рис. 10

20
Приложение 1 Формы и правила оформления документов на технологические процессы литья ГОСТ 3.1401-85
Карта технологической информации к ЕТП (ТТП, ГТП) литья в песчаные формы для серийного, массового производства отливок из чугуна (первый или заглавный лист)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГОСТ 3.1401-85 ФОРМА 2 |
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПО ГОСТ 3.1103-82 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
ПО ГОСТ 3.1103-82 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПО ГОСТ 3.1103-82 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПО ГОСТ 3.1103-82 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
РАЗРАБ. |
|
|
|
ИВАНОВ |
|
|
|
|
|
|
|
|
25.11.98 |
|
|
КУЗГТУ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КРЫШКА |
|
|
|
|
|
|
|
|
|
|
|
|
НОРМ.КОН. |
|
СИДОРОВ |
|
|
|
|
|
|
|
|
|
26.11.98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
1 |
|
НПС |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
ПГС |
|
ГН |
|
|
КТ |
|
|
|
НАИМЕНОВАНИЕ МАТЕРИАЛА (СПЛАВА), ГОСТ, ТУ |
|
|
|
|
|
|
|
КОД |
|||||||||||||||
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
М |
01 |
ГСП |
3 |
2 |
1 |
2 |
2 |
11 |
|
|
|
|
|
4 |
|
|
|
5 |
|
6 |
|
7 |
|
|
|
|
|
|
СЧ20 ГОСТ 1412-85 |
|
|
|
|
|
|
|
8 |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
ЕВ |
|
|
ЕН |
|
|
МД |
|
|
|
МО |
|
|
|
МЛСО |
|
|
МЖМО |
МЖМФ |
|
МЗФ |
|
|
|
УСАДКА |
|
Н.РАСХ. |
|
КВГ |
|
|
|
КОФ |
|
|
ГАБАРИТЫ ОТЛ. |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
М |
02 |
9 |
|
|
10 |
1 |
|
|
11 |
|
8,8 |
|
|
2 |
|
|
13 |
|
|
14 |
12,92 |
|
15 |
|
|
16 |
|
|
17 |
1% |
|
18 |
|
|
19 |
|
20 |
|
21 |
|
|
|
|
|||||
|
|
КГ |
|
|
|
|
|
|
|
|
11,23 |
|
|
0,91 |
|
|
|
|
12,92 |
|
108,22 |
|
|
|
|
|
1,16 |
|
85% |
|
1 |
|
|
|
|
|
||||||||||||
|
03 |
|
КОД |
ОБОРУДОВАНИЯ |
|
|
КОЭФ. ЗАГРУЗКИ |
|
|
|
|
|
|
|
|
ДАННЫЕ ПО ОПОКЕ |
СТАЛЬНАЯ ЦЕЛЬНОЛИТАЯ |
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
НАИМ. |
|
|
КОД (ОБОЗНАЧЕНИЕ) |
|
|
|
L |
|
|
|
B |
|
|
H |
|
МАССА |
||||||||||
|
|
22 |
|
|
|
|
|
|
|
|
|
|
|
23 |
|
|
|
|
|
|
24 |
|
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
26 |
|
|
27 |
|
28 |
29 |
||||
|
|
|
|
|
|
20 ММ |
|
|
|
|
|
|
МФ 2353М |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
|
120/100 |
|
|
|||||||
|
04 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
МОДЕЛЬНЫЙ КОМПЛЕКТ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
НАИМЕНОВАНИЕ ЭЛЕМЕНТОВ |
|
|
|
|
|
КОД (ОБОЗНАЧЕНИЕ) |
|
|
НАИМЕНОВАНИЕ ЭЛЕМЕНТОВ |
|
|
|
КОД (ОБОЗНАЧЕНИЕ) |
|
|
|||||||||||||||||||||||||||||
|
05 |
30 |
|
МОДЕЛЬНАЯ ПЛИТА ВЕРХА |
|
31 |
|
|
|
|
- |
|
|
|
30 |
|
|
|
МОДЕЛЬ ВЕРХА |
|
|
|
31 |
- |
|
32 |
||||||||||||||||||||||
|
06 |
|
|
|
МОДЕЛЬНАЯ ПЛИТА НИЗА |
|
|
|
|
|
|
|
- |
|
|
|
|
|
|
|
МОДЕЛЬ НИЗА |
|
|
|
|
|
|
- |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ФИЛЬТРЫ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ФОРМОВОЧНАЯ |
СМЕСЬ |
Е Д И Н А Я |
|
|
||||||||||
|
07 |
НАИМЕНОВАНИЕ, РАЗМЕР, ГОСТ, ТУ |
|
|
|
|
|
КОД (ОБОЗНАЧЕНИЕ) |
|
КОЛ. |
|
|
МАССА |
|
|
НОМЕР |
|
|
|
|
|
ОБОЗНАЧ. ДОКУМЕНТА |
||||||||||||||||||||||||||
|
33 |
|
|
|
|
|
- |
|
|
|
|
|
|
|
|
31 |
|
|
|
|
- |
|
|
|
34 |
29 |
|
|
|
|
35 |
|
|
|
|
|
|
|
36 |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
67,9 |
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
||
|
08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПЛАВКА |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПЛАВИЛЬНЫЙ АГРЕГАТ |
|
|
|
|
ОБОЗНАЧ. ДОКУМЕНТА |
||||||||||||
|
09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
37 |
|
|
|
ВАГРАНКА |
|
|
|
|
|
6 |
|
|
|
|
|
||||
|
|
42 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗАЛИВКА |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Т-РА МЕТ. |
|
ЕК |
|
ОБОЗНАЧ. ДОКУМЕНТА |
|
|
ВР.ЗАЛИВ |
|
ВР.ВЫДЕРЖ. |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
38 |
|
|
|
39 |
|
36 |
|
|
|
|
|
|
|
40 |
|
41 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 С |
|
30 МИН |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПО ГОСТ 3.1103-82
21
Приложение 2 ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ДОКУМЕНТОВ 2.1. Заполнение граф форм 1 и 1а КТИ литья в песчаные формы для
единичного и мелкосерийного производства отливок из чугуна в соответствии с прил. 2.
№ |
Наимено- |
Содержание информации, вносимой в графу |
гра |
вание (ус- |
|
фы |
ловное |
|
|
обозначе- |
|
|
ние) графы |
|
1 |
2 |
3 |
1 |
- |
Обозначение служебного символа и номер стро- |
|
|
ки. Запись выполняют на уровне одной строки, |
|
|
например МО2 |
2 |
НПС |
Номер признака сложности по Прейскуранту |
|
|
№25-01 -2 |
3 |
ГСП |
Группа сложности отливки по данному (каждо- |
|
|
му из 10) признаку сложности -1 |
4 |
ПГС |
Принятая группа сложности отливки -2 |
5 |
ГН |
Группа сложности отливки по назначению, от- |
|
|
ветственности и предъявляемым требованиям |
6 |
КТ |
Класс точности отливки по ГОСТ 1855-55 (чу- |
|
|
гунное), ГОСТ 2009-55 (стальное литье) или |
|
|
другим классификаторам для цветного литья - |
|
|
11 |
7 |
Наимено- |
Наименование материала (сплава) в соответст- |
|
вание ма- |
вии с государственными стандартами или тех- |
|
териала |
ническими условиями - СЧ20 |
8 |
Код |
Код (обозначение) материала (сплава) по клас- |
|
|
сификатору. Допускается графу не заполнять - |
9 |
ЕВ |
Код единицы величины (массы) детали, отливки |
|
|
и т.п. по классификатору СОЕИ. Допускается |
|
|
указывать обозначение единицы величины, мас- |
|
|
сы - кг |
10 |
ЕН |
Единица нормирования, на которую установле- |
|
|
на норма расхода материала -1 |
|
|
22 |
|
|
|
|
|
Продолжение прил. 2 |
|||
1 |
2 |
3 |
|
|
|
11 |
МД |
Масса детали по конструкторскому документу - |
|
||
|
|
8,8 |
|
|
|
12 |
МО |
Масса отливки -11,23 |
|
|
|
13 |
МЛСО |
Масса литниковой системы на отливку -0,914 |
|
||
14 |
МЖМО |
Масса жидкого металла на отливку -12,92 |
|
||
15 |
МЖМФ |
Масса жидкого металла на форму |
-12,92 |
|
|
16 |
МЗФ |
Масса залитой формы -12,92 |
|
|
|
17 |
М. приб. |
Масса прибыли на отливку - |
|
|
|
18 |
Н. расх. |
Норма расхода металлической шихты на одну |
|
||
|
|
тонну годных отливок -1,16 |
|
|
|
19 |
КВГ |
Коэффициент выхода годного от металлозавал- |
|
||
|
|
ки -85% |
|
|
|
20 |
КОФ |
Количество отливок в форме |
-1 |
|
|
21 |
Габариты |
Габаритные размеры отливки |
-200х100 |
|
|
|
отл. |
|
|
|
|
22 |
ПТС |
Преобладающая толщина стенки отливки -20 |
|
||
23 |
Сп. фор- |
Способ формовки (ручная, машинная) - машин- |
|
||
|
мовки |
ный |
|
|
|
24 |
Сп. сушки |
Способ сушки (подсушки) формы |
-без сушки |
|
|
25 |
Гл. сл. |
Глубина высушенного слоя - |
|
|
|
26 |
Вр. суш. |
Время сушки (подсушки) формы |
- |
|
|
27 |
Кол. ст. |
Количество стержней на отливку |
-1 |
|
|
28 |
Кол. СЯ |
Количество стержневых ящиков на отливку -1 |
|
||
29 |
Кол. шаб- |
Количество шаблонов для контроля стержней - |
|
||
|
лонов для |
|
|
|
|
|
ст. |
|
|
|
|
30 |
Кол. шаб- |
Количество шаблонов для изготовления формы |
|
||
|
лонов для |
- |
|
|
|
|
формы |
|
|
|
|
31 |
Кол. шаб- |
Количество шаблонов для сборки формы - |
|
||
|
лонов для |
|
|
|
|
|
сборки |
|
|
|
|

|
|
|
23 |
|
|
|
|
|
|
|
|
Продолжение прил. 2 |
|
1 |
2 |
|
3 |
|
||
|
Масса |
Масса: |
|
|||
|
|
• |
формы в сборе -81,6; |
|
||
|
|
• |
опоки -13,7; |
|
||
|
|
• |
формовочной смеси -67,9; |
|
||
|
|
• |
противопригарного покрытия -; |
|
||
|
|
• |
жеребейки -; |
|
||
|
|
• |
холодильника - |
|
||
33 |
Кол. скоб |
Количество скоб или болтов для крепления |
|
|||
|
|
формы -2 |
|
|||
34 |
Наим. |
Наименование: |
|
|||
|
|
• |
опоки -0263-0007; |
|
||
|
|
• модели -МК; |
|
|||
|
|
• |
модельного комплекта (верх, низ), информа- |
|
||
|
|
|
цию по модельному комплекту допускается |
|
||
|
|
|
не указывать. - |
|
||
35 |
Код (обо- |
Код (обозначение): |
|
|||
|
значение) |
• |
опоки -500 |
200 |
; |
|
|
|
|
||||
|
|
• |
100 |
|
|
|
|
|
элементов модельного комплекта, информа- |
|
|||
|
|
|
цию по модельному комплекту допускается |
|
||
|
|
• |
не указывать. |
|
||
|
|
модельной плиты; |
|
|||
|
|
• |
модели и т.п. |
|
||
36 |
L |
Длина опоки в свету |
|
|||
37 |
В |
Ширина опоки в свету |
|
|||
38 |
Н |
Высота опоки в свету |
|
|||
39 |
L |
Длина модели |
|
|||
40 |
В |
Ширина модели |
|
|||
41 |
Н |
Высота модели |
|
|||
43Класс пр. Класс прочности деревомодельного комплекта
44Класс точн. Класс точности деревомодельного комплекта
|
|
|
24 |
|
|
|
|
|
Продолжение прил. 2 |
||
1 |
2 |
|
3 |
|
|
45 |
Кол. частей |
Количество частей элементов модельного ком- |
|
||
|
|
плекта. Допускается указывать количество отъ- |
|
||
|
|
емных частей по каждому элементу модельного |
|
||
|
|
комплекта |
|
|
|
46 |
Усадка по |
Процент усадки металла по длине отливки -1% |
|
||
|
L |
|
|
|
|
47 |
Усадка по |
Процент усадки металла по ширине отливки |
- |
|
|
|
В |
1% |
|
|
|
48 |
Усадка по |
Процент усадки металла по высоте отливки |
1% |
|
|
|
Н |
|
|
|
|
49 |
- |
Резервная графа |
|
|
|
50 |
Кол. |
Количество: |
|
|
|
|
|
• |
элементов модельного комплекта; |
|
|
|
|
• |
литниковой системы; |
|
|
|
|
• |
жеребеек; |
|
|
|
|
• |
холодильников |
|
|
51 |
Кол. оправ |
Количество оправок |
|
|
|
52 |
Номер |
Номер или наименование: |
|
|
|
|
|
• |
формовочной смеси; |
|
|
|
|
• |
противопригарного покрытия; |
|
|
|
|
• |
шихты |
|
|
53 |
Стояк |
Диаметр стояка или площадь сечения |
|
|
|
54 |
ШУ |
Размеры шлакоуловителя или площадь сечения |
|
||
55 |
Питатель |
Размеры питателя или площадь сечения |
|
|
|
56 |
Выпор |
Размеры выпора |
|
|
|
57 |
Чаша |
Размеры литниковой чаши |
|
|
|
58 |
Сп. нане- |
Способ нанесения противопригарного покрытия |
|
||
|
сения |
|
|
|
|
59 |
Код (типо- |
Код (типоразмер) или обозначение жеребейки, |
|
||
|
размер) |
холодильника. Информацию по жеребейкам |
|
|
|
|
|
следует указывать с привязкой к служебному |
|
|
|
|
|
символу Ж, по холодильникам – к Х |
|
|
|
|
|
|
25 |
|
|
|
|
Продолжение прил. 2 |
|
1 |
2 |
|
3 |
|
60 |
Размеры |
Габаритные размеры: |
|
|
|
|
• |
жеребейки; |
|
|
|
• |
холодильника |
|
61 |
Т-ра мет. |
Температура металла при заливке в форму |
|
|
62 |
ЕК |
Емкость ковша |
|
|
63 |
КК |
Количество ковшей |
|
|
64 |
Вр. залив. |
Время заполнения формы |
|
|
65 |
Вр. вы- |
Время выдержки отливки в форме |
|
|
|
держ. |
|
|
|
66 |
Вид очист- |
Вид очистки отливки |
|
|
|
ки |
|
|
|
67 |
Грунтовка |
Грунтовка отливки. При необходимости указы- |
|
|
|
|
вается марка грунтовки |
|
|
68 |
Терм. об- |
Термическая обработка отливки. Указывается |
|
|
|
работка |
необходимость термической обработки |
|
|
69 |
- |
Графа предназначена для особых указаний и |
|
|
|
|
внесения дополнительных граф |
|
|
26
Cписок рекомендуемой литературы
1.ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
2.ГОСТ 31125-88. Правила графического выполнения элементов литейных форм и отливок.
3.ГОСТ 3 1125-88. Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров.
4.ГОСТ 2133-75. Опоки литейные типы и основные размеры.
5.ГОСТ 14974-69. Опоки литейные цельнолитые стальные круглые с упрощенным профилем стенок диаметром в свету 400, 500 мм, высотой от 75 до 200 мм. Конструкция и размеры.
6.Иванов В.Н. Словарь-справочник по литейному производству. - М.: Машиностроение, 1990. - 283 с.
7.Гиршович Н.Г. Справочник по чугунному литью. – Л.: Машино-
строение, 1978, - 758 с.
8.Головин С.Я. Краткий справочник литейщика. – М.: Машгиз, 1960. - 375 с.
9.Кузелев М.Я. и др. Справочник рабочего-литейщика. – М.: Маш-
гиз, 1956. - 636 с.
10.Орешкин В.Д. Основы литейного производства. - М.: Машгиз, 1961. - 326 с.
27
Составитель
Александр Миронович Никитин
Технология литейной формы
Чугунное литье Методические указания по курсу «Проектирование заготовок»
для студентов специальностей 120100 «Технология машиностроения», 120200 «Металлорежущие станки и инструменты»
Редактор Е.Л. Наркевич
ЛР № 020313 от 23.12.96
Подписано в печать 17.12.99. Формат 60×84/16.
Бумага офсетная. Отпечатано на ризографе. Уч.-изд. л. 1,8. Тираж 100 экз. Заказ Кузбасский государственный технический университет. 650026, Кемерово, ул. Весенняя, 28.
Типография Кузбасского государственного технического университета. 650099, Кемерово, ул. Д. Бедного, 4А.