

А.М. Романенко Заточка червячных фрез на универсально-заточном станке 3А64
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра металлорежущих станков и инструментов
ЗАТОЧКА ЧЕРВЯЧНЫХ ФРЕЗ НА УНИВЕРСАЛЬНО-ЗАТОЧНОМ СТАНКЕ 3А64
Методические указания для проведения лабораторных занятий по дисциплине "Металлорежущий инструмент для ремонта автомоби-
лей" для студентов специальности 120200 "Металлорежущие станки и инструменты"
Составители А.М. Романенко В.С. Люкшин
Утверждены на заседании кафедры Протокол № 5 от 30.10.02
Рекомендованы к печати методической комиссией направления 552900 Протокол № 17 от 30.10.02
Электронная копия хранится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2003
1
1. ЦЕЛЬ РАБОТЫ
Цель данной работы – ознакомить студентов с устройством и конструкцией универсально-заточного станка 3А64 и со способом заточки червячных фрез на данном станке.
2.ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
2.1.Конструктивные особенности универсально-заточных станков
Универсально-заточные станки широко распространены во многих отраслях промышленности и предназначены для заточки инструментов с достаточной точностью с помощью универсальных и специальных приспособлений. В мелкосерийном производстве эти станки нередко используют для круглого (наружного и внутреннего) шлифования и различных видов плоскошлифовальных работ.
Основные параметры, характеризующие универсально-заточные станки:
-наибольшие размеры (диаметр и длина) устанавливаемого в центровых бабках инструмента;
-наибольший размер шлифовального круга и мощность привода;
-наибольшие относительные перемещения шлифовального круга и затачиваемого инструмента;
-величины угловых поворотов шпинделя шлифовального круга и системы крепления инструментов.
Конструкции универсально-заточных станков отличаются большим разнообразием. Совершенствование конструкций инструмента, материала (применение твердых сплавов и минералокерамики), точности и способов его заточки (абразивная, алмазная и электрохимикомеханическая) влечет за собой изменение в конструкции заточных станков.
Наиболее распространены отечественные универсально-заточные станки мод. 3А64 и 3641. Эти станки предназначены для заточки абразивными шлифовальными кругами многолезвийного инструмента (диаметром 3-250 мм) из быстрорежущей и углеродистой инструментальной стали. Станки имеют ручное управление и устройство для отсасывания пыли. Наиболее распространенным для заточки мелкого инструмента является станок мод. Ш227, предназначенный для заточки
2
инструмента, применяемого в часовой промышленности, Этот станок не является в полном смысле универсальным, так как не приспособлен для заточки инструмента стержневого типа, устанавливаемого в центрах.
Наибольшее распространение получили универсально-заточные станки для заточки инструмента диаметром до 250 мм и длиной до 600-700 мм. Эти станки имеют различную конструкцию, но все они обеспечивают следующие перемещения установленного в центрах инструмента и шлифовального круга относительно друг друга:
-продольное рабочее;
-поперечное наладочное и подачи;
-вертикальное наладочное;
-поворот в горизонтальной плоскости стола и шлифовальной голов-
ки.
2.2. Универсально-заточной станок мод. 3А64
Универсально-заточной станок мод. 3А64 предназначен для заточки инструмента диаметром до 250 мм и длиной до 650 мм.
На станине коробчатой формы по направляющим при помощи ходового винта перемещается крестовый суппорт, а вместе с ним и стол в поперечном направлении. Возвратно-поступательное продольное перемещение стол совершает по роликам, уложенным между направляющими стола и суппорта. Ролики собраны в цепи, щечки которых предохраняют ролики от поперечного смещения. Перемещение стола в продольном и поперечном направлениях осуществляется вручную. Для медленного перемещения стола предусмотрен планетарный механизм. Величина продольного хода регулируется упорами, легко устанавливаемыми в требуемом положении. Поворот верхней части стола служит для шлифования конусов и заточки режущих кромок, расположенных под углом к оси инструмента.
На станине между поперечными направляющими салазок суппорта жестко укреплена горловина, в которой помещена гильза, перемещаемая вертикально вручную маховиком. В гильзе помещена колонна, на верхней части которой установлена шлифовальная головка. В корпусе шлифовальной головки на двух парах шарикоподшипников помещен шпиндель. На обоих концах шпинделя имеются конические щетки, на которых устанавливают фланцы шлифовальных кругов.
3
Привод шпинделя осуществляется пропущенным внутри колонны плоским ремнем от электродвигателя, укрепленного на колонне и поворачивающегося вместе с ней вокруг вертикальной оси. Разнообразные заточные и шлифовальные работы выполняют на станке при помощи различных съемных приспособлений.
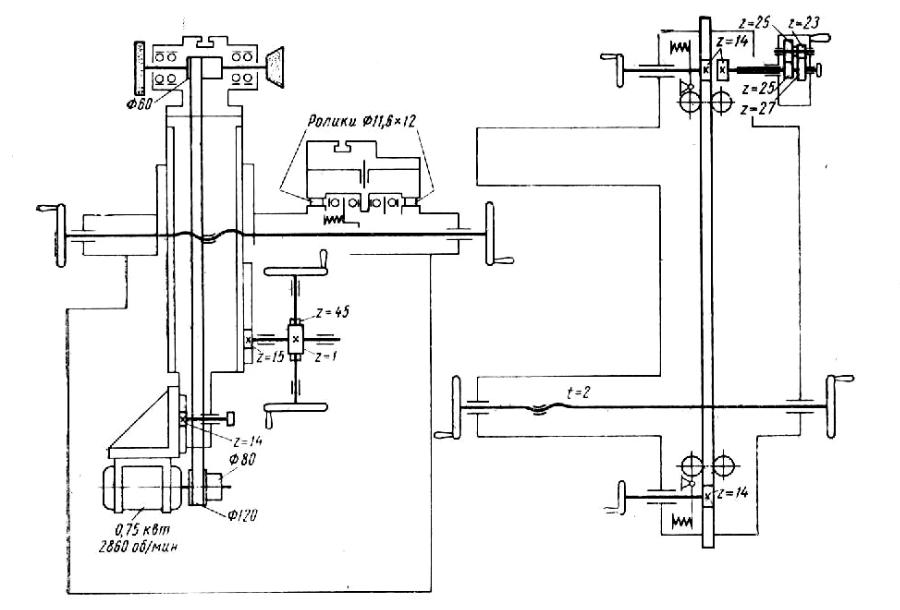
Кинематическая схема станка мод. 3А64 дана на рис. 1. Привод шпинделя шлифовального круга осуществляется от односкоростного электродвигателя переменного тока N = 0,75 кВт, n = 2860 об/мин, который в сочетании с двухступенчатыми шкивами обеспечивает две скорости вращения шпинделя. Натяжение ремня осуществляется перемещением кронштейна с установленным на нем электродвигателем с помощью передачи рейка-шестерня Z=14.
Поперечное перемещение стола осуществляется с помощью ходового винта с шагом резьбы t = 2 мм. Продольное перемещение стола осуществляется вручную с помощью выдвижных рукояток, которые шестернями Z=14 сцепляютcя с рейкой стола. Медленное перемещение стола производится планетарным механизмом, передаточное отношение которого равно 1 : 7.
Вертикальное перемещение шлифовальной головки производится одним из маховиков через червячную передачу Z=1; Z=45 и реечную шестерню Z=15.
Ниже рассмотрены основные узлы станка мод. 3А64. Станина представляет собой коробчатую чугунную отливку, несущую на верхней плоскости направляющие и механизм поперечного перемещения суппорта. Расположенный внутри станины электродвигатель привода шлифовального круга обслуживается через окно в боковой стенке, закрытое крышкой.
Пусковая и защитная электроаппаратура помещена в нише, закрытой крышкой. Передняя стенка несколько занижена для удобства очистки шлама с верхней стенки станины, еще более занижена верхняя стенка в станках, предназначенных для работы с охлаждающей жидкостью.
4
Рис. 1. Кинематическая схема станка мод. ЗА64
5
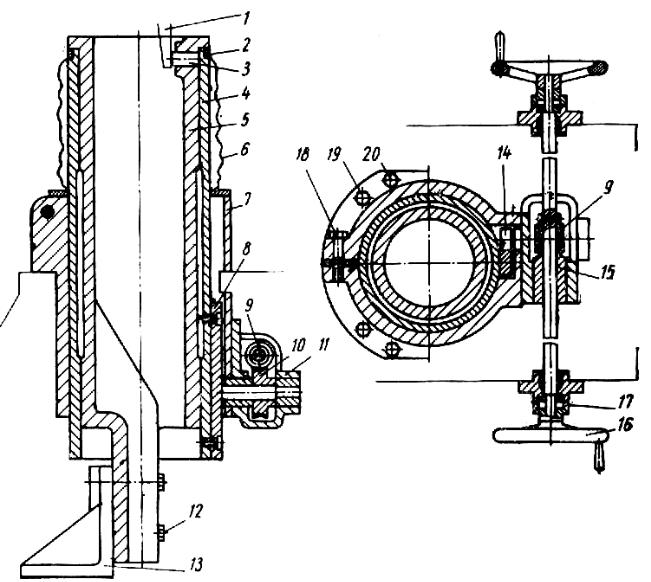
Механизм подъема (рис. 2) шлифовальной головки установлен на верхней стенке станины между направляющими. Горловина 7 прикрепляется к станине болтами 20 после выверки и установки регулировочными винтами 19 положения ее оси перпендикулярно плоскости стола. В отверстии горловины перемещаются гильза 4 с рейкой 8, сцепляющейся с зубчатым колесом 14. Дополнительное назначение рейки 8 – препятствовать повороту гильзы. Для жесткого крепления гильзы верхняя часть горловины разрезана и при затягивании гайки 18 охватываетгильзу по типу клеммового зажима. В нижней части горловины 7, расположенной внутри станины, закреплен кронштейн 11 с червячными редукторами 9, 10, приводимыми во вращение маховиками 16. От осевого перемещения вал червяка удерживается втулкой 15. Осью червячного колеса 10 является хвостовик реечной шестерни 14. Отсчет величины вертикального перемещения с точностью 0,02 мм производят по шкалам установочных колец 17. Выступающую часть гильзы от пыли предохраняет матерчатый чехол 6. На верхний торец гильзы опирается фланцем колонна 5, несущая шлифовальную головку и кронштейн 13 с электродвигателем и позволяющая поворачивать в горизонтальной плоскости шпиндель. Угол поворота указывает шкала 2. Зажим колонны осуществляется тормозным пальцем 3, на который давит коромысло шлифовальной головки 1. Для натяжения приводного ремня шпинделя шлифовального круга отпускают винты 12 и опускают кронштейн 13.
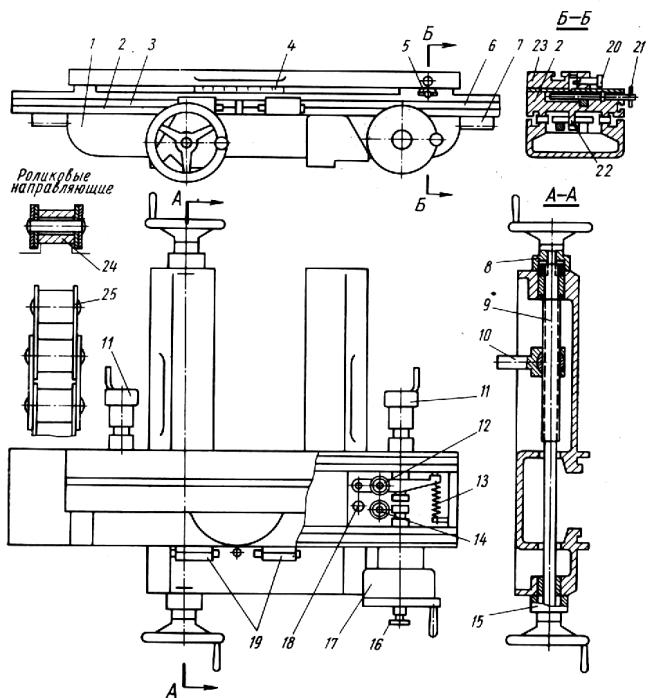
Суппорт (рис. 3) состоит из взаимно перпендикулярных нижних и верхних салазок с соответствующими механизмами перемещения. Нижние салазки 1 перемещаются по направляющим в поперечном направлении с помощью ходового винта 9. Шарнирная гайка 10 цилиндрическим концом установлена в гнезде верхней стенки станины. Нониусы 8 и 15 позволяют определять величину подачи с точностью 0,02 мм. Верхние салазки 2 перемещаются по роликовым направляющим 23. Роликовые направляющие представляют собой цепи 25, собранные из втулок 24, диаметры которых отличаются друг от друга не более чем на 0,002 мм.
6
Рис. 2. Механизм подъема шлифовальной головки
В роликовых направляющих (рис. 3) втулки 24 заменены свободными роликами, уложенными в специальные сепараторы, что дало возможность без особых затруднений заменять износившиеся ролики. Для предотвращения бокового сдвига в нижних салазках установлены на жестких осях два шарикоподшипника 14, к которым пружинами 13 посредством установленных на рычаги шарикоподшипников 12 прижимается направляющий продольный выступ 22 салазок 2. Таким образом, шарикоподшипники 14 воспринимают действие силы резания и облегчают продольное перемещение инструмента со столом. Продольное перемещение салазок 2 обеспечивается рукоятками 11 или плане-
7
тарным механизмом 17, зубчатые колеса которых могут сцепляться с установленной на продольном выступе салазок рейкой 7. Опрокидыванию салазок в крайних положениях стола препятствуют упоры 18.
На передней стенке салазок 2 в Т-образном пазу перемещаются упоры 19, ограничивающие продольный ход стола. Упоры двусторонние с одним жестким и одним подпружиненным пальцем; их можно легко менять местами в зависимости от условий работ "с мягким" или "с жестким" упорами. Преимущественно работают "с мягким" упором, так как в конце хода стола пружина сжимается и, мягко останавливая стол, сообщает ему толчок в обратную сторону. Передвижение упоров ограничено находящимися в пазу винтами 3 и 6 для предотвращения случайного сдвига салазок 2 выше допустимой величины хода стола. Стол 23 с Т-образным пазом для крепления и ориентирования приспособлений может поворачиваться относительно продольной оси салазок 2. Отсчет угла поворота до 5° осуществляют по шкале 5, свыше 5° – по шкале 4. Точная установка стола осуществляется с помощью винта 21, перемещающего шкалу 5, которая может быть соединена со столом с помощью фиксатора 20.
Планетарный механизм 17 (рис. 3) предназначен для медленного ручного перемещения стола при различных шлифовальных работах, особенно при плоском и круглом наружном и внутреннем шлифовании.
Включение и выключение механизма осуществляются вводом реечной шестерни в зацепление с рейкой или выводом ее из зацепления посредством осевого перемещения валика кнопкой 16.
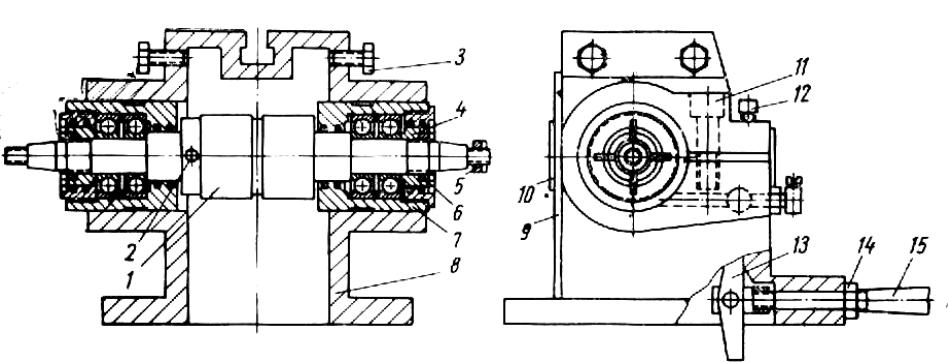
Шлифовальная головка (рис. 4) установлена на колонне механизма подъема и состоит из корпуса 8, в котором на двух парах радиальных шарикоподшипников высокой точности установлен шпиндель 1 с конусными шейками для установки фланцев с шлифовальными кругами. Каждая пара подшипников установлена в стаканы 7. Предварительный натяг подшипников регулируется гайками 4 и контргайками 6. Отверстие 2 в шпинделе служит для удержания шпинделя от проворачивания при помощи стального прутка, вставленного через отверстие в крышке 9, закрытое щитком 10 во время затягивания гайки 5 при смене шлифовального круга. Шкивы приводного плоского ремня выполнены непосредственно на шпинделе, и для перестановки ремня с одного шкива на другой необходимо снимать крышку 9. При смене ремня шпиндель вместе со стаканами вынимают из корпуса, для чего отвин-
8
чивают зажимные винты 11 и винтами 12 разжимают разрезанный по всей длине корпус. Винты 3 предназначены для установки кожухов шлифовальных кругов. Как указывалось выше, колонна после установки оси шпинделя на требуемый угол зажимается коромыслом 13, которое отпускается или подтягивается гайкой 14, находящейся на рукоятке
15.
Рис. 3. Суппорт
9
Рис. 4. Шлифовальная головка