

С.А. Рябов Изучение и настройка зубодолбежного полуавтомата мод. 5В12
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра металлорежущих станков и инструментов
ИЗУЧЕНИЕ И НАСТРОЙКА ЗУБОДОЛБЕЖНОГО ПОЛУАВТОМАТА МОД. 5В12
Методические указания для проведения лабораторных занятий по дисциплине "Оборудование машиностроительного производства" для студентов направления 552900 "Технология, оборудование
и автоматизация машиностроительных производств"
Составители С.А. Рябов В.С. Люкшин
Утверждены на заседании кафедры Протокол № 3 от 23.10.02
Рекомендованы к печати методической комиссией направления 552900 Протокол № 16 от 23.10.02
Электронная копия хранится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2003
1
1. ЦЕЛЬ РАБОТЫ
Изучить конструкцию и кинематику зубодолбежного станка и научиться проводить его настройку и наладку.
2. ПРИНЦИП РАБОТЫ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ЗУБОДОЛБЕЖНЫХ СТАНКОВ
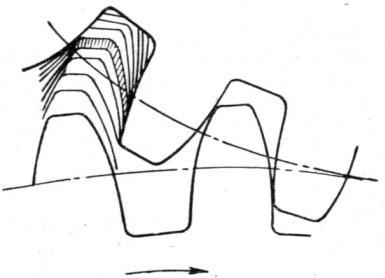
В зубодолбежных станках, работающих по методу механического воспроизведения зацепления пары зубчатых колес, производящим колесом является долбяк – режущее колесо, а сопряженным с ним – нарезаемое зубчатое колесо (рис. 1).
Рис. 1. Схема взаимного перекатывания долбяка и заготовки и форма поперечного сечения стружек, снимаемых долбяком с каждым
новым рабочим ходом
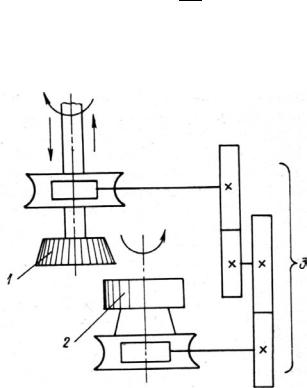
Во время процесса нарезания станок должен сообщить инструменту и заготовке такие частоты вращения, которые имели бы два сцепляющихся колеса с теми же числами зубьев, какие имеют долбяк и нарезаемое колесо. Принципиальная схема работы зубодолбежного станка изображена на рис. 2. Вращение шпинделя с долбяком и стола с нарезаемой заготовкой кинематически связано. Настройка на требуемое соотношение частот вращения долбяка и заготовки осуществляется сменными колесами.
Передаточное отношение сменных колес гитары деления опреде-
2
ляют из условия
x = zz0 ,
где z0 – число зубьев долбяка; z – число зубьев нарезаемого колеса.
Рис. 2. Принципиальная схема зубодолбежного станка (1 – долбяк, 2 – нарезаемое колесо, 3 – сменные колеса)
На зубодолбежных станках можно нарезать цилиндрические колеса прямозубые и косозубые как наружного, так и внутреннего зацепления. Кроме того, на этих станках можно нарезать короткие шлицевые валики, храповые колеса, звездочки для цепных передач, зубчатые муфты, колеса с торцовыми зубьями, а также червяки. При специальном исполнении долбяков можно на зубодолбежных станках изготовлять дисковые кулачки и рейки.
Для некоторых разновидностей зубчатых колес (например, ступенчатые блоки шестерен для коробок скоростей, колеса с внутренними зубьями небольшого диаметра, зубчатые венцы, близко примыкающие к буртику или фланцу, шлицевые отверстия, особенно непроходные) зубодолбление является основным способом изготовления. Нарезание ступенчатых блоков шестерен может производиться и на станках, работающих зуборезной гребенкой. На зубодолбежных станках можно нарезать и неполнозубые колеса для передачи прерывистого вращения между сопряженными колесами, при этом долбяк должен
3
иметь специальную конструкцию. Зубодолбежные станки выгодны при нарезании зубчатых секторов, тогда как на зубофрезерных станках такой вид работы связан с большими потерями на холостой пробег стола при каждом его обороте.
Для обычной ширины зубчатых венцов можно с одной установки нарезать лишь одну-две заготовки, тогда как на зубофрезерных станках может быть установлен пакет из шести-десяти заготовок. В случае нарезания цилиндрических колес с винтовыми зубьями требуется не только специальный долбяк с таким же углом наклона зубьев, но и установка винтовых направляющих у шпинделя станка. При этом заранее устанавливается один или два возможных угла наклона зубьев, так как было бы слишком дорого иметь на складе постоянный набор долбяков с различными углами наклона зубьев и большой комплект винтовых направляющих шпинделя. В то же время на зубофрезерных станках можно нарезать винтовые зубья колес практически с любым углом наклона зубьев. При этом применяется обычная червячная фреза, одинаково пригодная как для нарезания прямозубых колес, так и для нарезания косозубых колес. Нарезание же шевронных колес на специальных зубодолбежных станках имеет преимущества лишь для колес с относительно малой шириной зубчатого венца. На зубодолбежных станках нельзя нарезать червячные колеса. При пользовании специальным приспособлением можно на зубодолбежных станках нарезать и зубчатые рейки.
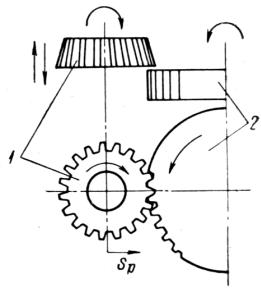
Зуборезный инструмент – долбяк, представляющий собой режущее колесо. Долбяк и заготовка нарезаемого зубчатого колеса получают вращение в таком соотношении, как если бы зацеплялись сопряженные цилиндрические зубчатые колеса. Для резания долбяку одновременно с вращением сообщается возвратно-поступательное движение, параллельное оси заготовки. Вначале суппорт, в который вмонтирован шпиндель с долбяком, медленно перемещается на заготовку в радиальном направлении. Дойдя до заготовки (рис. 3), долбяк 1, вращаясь, постепенно врезается в материал заготовки 2, пока не достигнет полной глубины впадины нарезаемого колеса. В этот момент радиальная подача суппорта прекращается, и он остается неподвижным в течение всего периода нарезания зубчатого венца, осуществляемого при продолжающемся вращательном движении долбяка и заготовки. Если нарезание зубчатого колеса производится за два или три прохода, то после каждого предыдущего прохода суппорт получает дополнитель-
4
ное радиальное смещение, при этом каждый проход рассчитан на полный оборот нарезаемого колеса.
Рис. 3. Схема постепенного врезания долбяка в заготовку (Sр – радиальная подача)
Вращательное движение долбяка и заготовки производится непрерывно как во время рабочих, так и во время холостых ходов долбяка.
Чтобы при холостом ходе долбяк не нанес повреждения нарезаемому колесу, стол с заготовкой отводится от долбяка на зазор около 0,5 мм. К началу рабочего хода долбяка стол вновь возвращается в исходное рабочее положение.
Вращение долбяка и заготовки, обеспечивающее движение обкатки, в то же время представляет собой движение круговой подачи. На рис. 1 показаны контуры стружки, которую срезает долбяк при каждом рабочем ходе, постепенно углубляясь в заготовку в процессе вращательного движения обкатки.
3. ЗУБОДОЛБЕЖНЫЙ ПОЛУАВТОМАТ 5В12
3.1. Техническая характеристика станка
Технологические возможности станка определяются его технической характеристикой (табл. 1).
5
Таблица 1 Основные данные технической характеристики полуавтомата 5В12
Модуль нарезаемых зубьев, мм |
1–4 |
|
Наименьший и наибольший диаметры нарезаемых колес наружного зацеп- |
12–208 |
|
ления, мм |
||
|
||
Наибольший наружный диаметр нарезаемых колес с внутренними зубьями, |
220 |
|
мм |
||
|
||
Наибольшая ширина нарезаемого зубчатого венца с наружными зубьями, |
50 |
|
мм |
||
|
||
Наибольшая ширина нарезаемого зубчатого венца с внутренними зубьями, |
30 |
|
мм |
||
|
||
Наибольший ход шпинделя с долбяком, мм |
55 |
|
Наименьшее и наибольшее расстояние от стола до торца шпинделя, мм |
70–140 |
|
Наибольшее продольное перемещение суппорта, мм |
250 |
|
Цена деления шкалы установки на глубину впадины нарезаемого колеса, |
0,02 |
|
мм |
||
|
||
Наибольшее расстояние от оси шпинделя станка до оси шпинделя стола, |
150 |
|
мм |
||
|
||
Наибольший отвод стола от долбяка, мм |
0,5 |
|
Диаметр фланца шпинделя стола, мм |
140 |
|
Число двойных ходов в минуту долбяка |
200; 315; 425; 600 |
|
Пределы круговых подач на один двойной ход долбяка, мм |
0,1–0,46 |
|
Мощность электродвигателя главного движения, кВт |
1,7 |
|
Частота вращения вала электродвигателя, об/мин |
950 |
|
Мощность электродвигателя гидросистемы, кВт |
0,6 |
|
Частота вращения вала электродвигателя, об/мин |
1410 |
|
Мощность электродвигателя насоса охлаждения, кВт |
0,125 |
|
Частота вращения вала электродвигателя, об/мин |
2800 |
|
Габариты станка (длина, ширина и высота), мм |
1320 x 940 x 1820 |
|
Масса станка, кг |
1850 |
Зубодолбежный станок 5В12 выполняет следующие основные движения: главное возвратно-поступательное движение шпинделя с долбяком для резания; вращательные движения шпинделя с долбяком и стола с заготовкой для взаимного перекатывания зуборезного инструмента и нарезаемого зубчатого колеса; движение радиальной подачи долбяка и качательное движение стола для отвода заготовки от инструмента при обратном ходе долбяка.
Основное электрооборудование станка размещено в нижней станине и хорошо защищено от попадания пыли, масла и охлаждающей жидкости. В нижней станине находится электронасос охлаждающей жидкости производительностью 22 л/мин. Стол станка с направляющими скалками, механизмы реверсирования вращения и отвода стола вмонтированы в среднюю станину. Привод возвратно-поступательного движения шпинделя с долбяком, делительный механизм, механизмы радиальных и круговых подач, реверсирования движения суппорта,
6
ручного поворота кулачков и отвода суппорта вмонтированы в верхнюю станину.
Большим преимуществом конструкции зубодолбежного станка 5В12 является отсутствие конических передач. Если необходимо нарезать удлиненные валы-шестерни, станок можно переналадить, установив прокладку между верхней и нижней станинами. На базе этого станка могут быть созданы специальные зубодолбежные станки для нарезания колес с винтовыми зубьями и зубчатых реек.
3.2. Органы управления станка
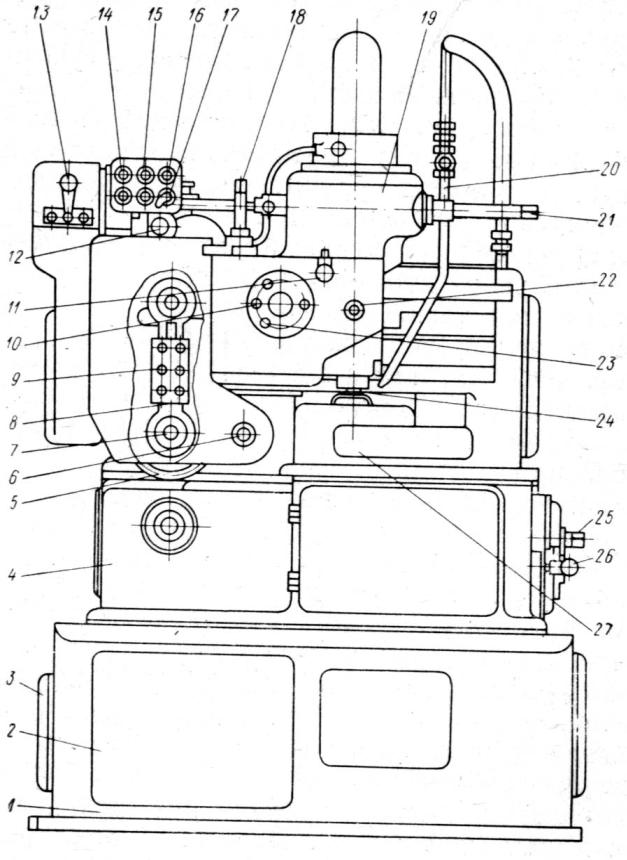
Общий вид станка 5В12 изображен на рис. 4. Органы управления указаны в табл. 2.
Таблица 2
Органы управления полуавтомата 5В12
№ |
Орган управления |
№ |
Орган управления |
|
1 |
нижняя станина |
15 |
кнопки для пуска и выключения главного |
|
привода станка |
||||
|
|
|
||
2 |
электрооборудование |
16 |
кнопка толчкового типа для наладки станка |
|
3 |
линейный выключатель подвода тока к |
17 |
выключатель для включения и выключения |
|
|
станку |
|
местного освещения |
|
4 |
средняя станина |
18 |
квадрат для установки суппорта на глубину |
|
|
|
|
врезания долбяка |
|
|
квадрат для перестановки пальца кри- |
|
|
|
5 |
вошипа для изменения длины хода |
19 |
суппорт |
|
|
шпинделя с долбяком |
|
|
|
6 |
квадрат для проворачивания криво- |
20 |
кран подачи СОЖ |
|
шипно-шатунного механизма |
||||
|
|
|
||
7 |
гайка для закрепления пальца криво- |
21 |
квадрат для вращательного поворота шпин- |
|
|
шипа |
|
деля с долбяком |
|
8 |
квадрат для изменения длины шатуна |
22 |
квадрат фиксации суппорта |
|
9 |
гайка для закрепления установочной |
23 |
гайка для фиксации суппорта |
|
длины шатуна |
||||
|
|
|
||
№ |
Орган управления |
№ |
Орган управления |
|
|
винт для изменения зазора в зацепле- |
|
|
|
10 |
нии сектора с круговой рейкой шпин- |
24 |
шпиндель с долбяком |
|
|
деля |
|
|
|
11 |
квадрат для установочного перемеще- |
25 |
квадрат для вращения стола вручную |
|
|
ния суппорта |
|
|
|
12 |
квадрат для вращения при наладке ку- |
26 |
рукоятка гидрозажима заготовки |
|
|
лачков радиальной подачи |
|
|
|
13 |
рукоятка реверсирования хода суппор- |
27 |
стол |
|
|
та |
|
|
|
14 |
кнопки для пуска и выключения гид- |
|
|
|
|
ронасоса |
|
|
7
Рис. 4. Общий вид зубодолбежного полуавтомата 5В12
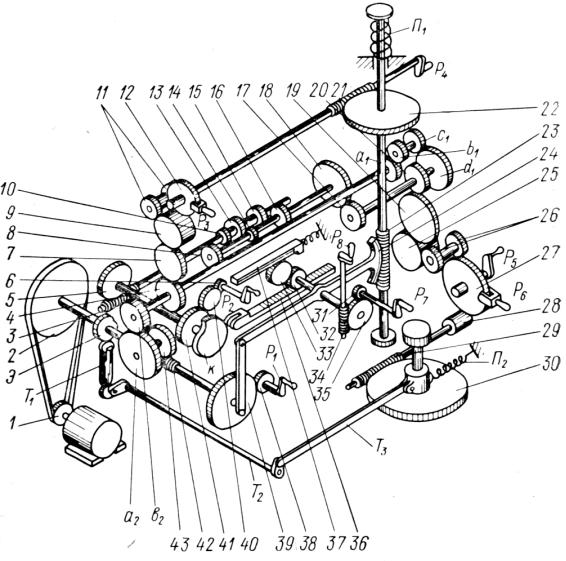
8
3.3. Кинематическая схема станка
Кинематическая схема зубодолбежного полуавтомата, 5В12 изображена на рис. 5. Станок получает движение от главного электродвигателя мощностью N = 1,7 кВ и частотой вращения n = 950 об/мин через четырехступенчатую клиноременную передачу.
Рис. 5. Кинематическая схема зубодолбежного полуавтомата 5В12 (данные о числах зубьев колес помещены в табл. 3)
Шпинделю с долбяком сообщается возвратно-поступательное движение от главного электродвигателя по цепи: шкивы 1-2, кривошипный диск 39, шатун-коромысло с зубчатым сектором 24 и круговая рейка 23. Главный привод шпинделя рассчитан на получение четырех
9
ступеней чисел двойных ходов шпинделя с долбяком в минуту: 200, 315, 425, 600. Рукоятка Р1 позволяет проворачивать вручную кривошипный диск 39 для проверки хода шпинделя с долбяком. Рукоятка Р3 служит для реверсирования вращения шпинделя.
Таблица 3
Числа зубьев зубодолбежного полуавтомата 5В12
Номер зубчатого |
Число зубьев, захо- |
|
Число зубьев, захо- |
дов, ступеней шкива, |
Номер зубчатого ко- |
дов, ступеней шки- |
|
колеса, червяка, |
шаг, модуль, вид зуб- |
леса, червяка, шкива |
ва, шаг, модуль, вид |
шкива |
чатого элемента |
|
зубчатого элемента |
|
|
||
1 |
Шкив, 4 ступени |
23 |
Круглая рейка |
2 |
Шкив, 4 ступени |
24 |
Сектор зубчатый |
3 |
1 заход |
25 |
44 |
4 |
64 |
26 |
35 |
5 |
100 |
27 |
80 |
6 |
20 |
28 |
39 |
7 |
72 |
29 |
1 заход |
8 |
48 |
30 |
120 |
9 |
64 |
31 |
15 |
10 |
28 |
32 |
12 |
11 |
35 |
33 |
15 |
12 |
64 |
34 |
1 заход |
13 |
48 |
35 |
113 |
14 |
28 |
36 |
Рейка, m = 3 |
15 |
41 |
37 |
Рейка, m = 3 |
16 |
35 |
38 |
58 |
17 |
40 |
39 |
110 |
18 |
80 |
40 |
60 |
19 |
74 |
41 |
116 |
20 |
52 |
42 |
4 захода |
21 |
1 заход |
43 |
50 |
22 |
90 |
|
|
Колебательные движения отвода стола с заготовкой от долбяка во время его холостых ходов осуществляются от помещенного на главном приводном валу эксцентрика Э через промежуточные толкатели Т1–Т2– Т3. Установка эксцентрика на одном валу с кривошипным диском 39 обеспечивает необходимую синхронизацию отвода стола с возвратными ходами долбяка.
Вращательное движение шпинделя с долбяком осуществляется по цепи: главный приводной вал – червячная передача 42 – 43 – сменные колеса а2–b2 гитары круговых подач – цилиндрические колеса 4 – 7 – 9