

С.А. Рябов Проверка зацеплений зубчатых колес после ремонта
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра металлорежущих станков и инструментов
ПРОВЕРКА ЗАЦЕПЛЕНИЙ ЗУБЧАТЫХ КОЛЁС ПОСЛЕ РЕМОНТА
Методические указания по выполнению лабораторной работы по курсу «Технология ремонта металлорежущих станков»
для студентов специальности 120200 «Металлорежущие станки и инструменты»
Составители С.А. Рябов Г.М. Дубов Д.Б. Шатько
Утверждены на заседании кафедры Протокол № 4 от 01.04.99.
Рекомендованы к печати учебно-методической комиссией специальности 120200
Протокол № 16 от 11.05.99.
Электронная копия хранится в библиотеке главного корпуса КузГТУ
Кемерово 2000
2
1. ЦЕЛЬ РАБОТЫ
–изучение дефектов зубчатых колес;
–получение сведений о способах и последовательности их ремонта;
–приобретение практических навыков проверки зацепления зубчатых колес после ремонта.
2. ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
2.1. Дефекты зубчатых колес.
Зубчатые колеса могут иметь следующие дефекты:
износ рабочего профиля зубьев, скол части зуба или нескольких зубьев полностью, трещина на зубчатом венце, спице или ступице колеса, износ отверстия, шпоночного паза, шлицев в ступице, вмятины на торцах зубьев.
2.2. Допустимый износ.
Допустимый износ зубьев зубчатых колес
|
|
|
|
|
Таблица 1 |
Режим |
Окружная |
Предельный износ в процентах к но- |
|||
минальной толщине зуба по начальной |
|||||
работы |
скорость, |
|
окружности |
|
|
|
м/с |
|
Виды ремонта |
||
|
|
|
|
|
|
|
|
малый |
средний |
|
капитальный |
Передача мощ- |
|
|
|
|
|
ности в одном |
До 2 |
20 |
15 |
|
10 |
направлении при |
2 – 2,5 |
15 |
10 |
|
6 |
безударной на- |
свыше 5 |
10 |
7 |
|
5 |
грузке |
|
|
|
|
|
|
|
|
|
|
|
Реверсивная пе- |
|
|
|
|
|
редача с удар- |
до 2 |
15 |
10 |
|
5 |
ной нагрузкой |
2 – 5 |
10 |
5 |
|
5 |
|
|
|
|
|
|
3
Наиболее частый дефект зубчатых колес всех видов и типов – это износ рабочего профиля зубьев. Как правило, зубчатые колеса с изношенными зубьями не восстанавливают, а заменяют новыми, за исключением тех, у которых износ толщины зуба не выходит за пределы допустимого (см. табл. 1). Если такие зубчатые колеса существенно не ухудшают работу механизма, то их можно не менять.
Примечание. В таблице для чугунных зубчатых колес приведенные значения износа уменьшаются на 30 %.
2.3. Способы и последовательность ремонта зубчатых колес.
Все зубчатые колеса условно можно разделить на быстроходные и тихоходные, термически обработанные и «сырые», мелкие и крупные. К быстроходным относят колеса, работающие при окружных скоростях 6-10 м/с, к тихоходным - колеса, работающие при скоростях 2 м/с и менее. «Сырые» зубчатые колеса - это колеса, изготовленные из стали без термообработки. Зубчатые колеса с модулем более 5 мм относят к крупным. Зубчатые колеса могут быть изготовлены из различных материалов: стали, чугуна, цветных металлов, из неметаллических материалов. Указанные различия и условия работы зубчатых колес определяют способы их ремонта.
Если при ремонте требует замены одно изношенное зубчатое колесо, то следует заменить и второе, работающее с ним в паре, даже если его износ не превысил допустимое значение, в противном случае новое колесо в контакте с приработанными зубьями старого будет вызывать повышенный шум при работе механизма. Если диаметры пары зубчатых колес различаются более чем в 2 раза, то в такой паре значительному износу подвергается, прежде всего, малое колесо. В этом случае целесообразно своевременно заменить малое колесо, а большое не менять.
Заменять только одно зубчатое колесо рекомендуется также в зубчатых парах, где одно колесо «сырое» (его заменяют новым, которое в зацеплении с более твердым термообработанным колесом быстро обкатывается). Такая замена допустима лишь в том случае, если износ термообработанного колеса не выходит за пределы допустимого.
Если пара зубчатых колес работает при односторонней нагрузке, то рабочие поверхности зубьев изнашиваются с одной стороны. Такие колеса при текущем ремонте можно не заменять новыми, а повернуть их
4
так, чтобы в новом положении установленная пара передавала нагрузку неизношенной поверхностью зубьев.
Тихоходные зубчатые колеса обычно изготовляют больших диаметров с модулем более 5 мм из чугуна или стали без последующей термообработки. Восстанавливают такие колеса только в тех случаях, когда это экономически целесообразно (например, если не допустим простой оборудования). Ремонт быстроходных зубчатых колес, подвергнутых термической или химико-термической обработке, осложнен тем, что поверхность их зубьев, имеющая высокую твердость, исключает применение высоких температур при ремонте (сварке, наплавке). В этом случае местный перегрев вызывает структурные изменения в металле, что приводит к резкому ухудшению механических свойств ремонтируемых участков колес. Поэтому быстроходные зубчатые колеса с изношенными или сколотыми зубьями не ремонтируют, а при необходимости у них заменяют весь зубчатый венец. Технологическая последовательность ремонта зубчатого колеса со шлицевым отверстием (рис.1) выглядит так:
–промывка зубчатого колеса, снятого со шлицевого вала ремонтируемого механизма;
–зачистка центра шлицевого вала;
–обточка (сточка) зубчатого венца на токарном станке;
–установка зубчатого колеса на снятый с механизма шлицевой вал и закрепление вала;
–установка шлицевого вала с колесом (сборка) в центрах токарного станка, обточка колеса на диаметры 16 F7 и 13 B6 (рис.1,а);
–выточка кольца по чертежу (рис. 1,б) с выдержкой размеров поверхностей 1,2,3 и 4;
–установка кольца на ступицу, сверление шести отверстий под резьбу М10 (диаметр цилиндрической части 10 G7);
–рассверливание в кольце отверстия диаметром 10 G7;
–сборка детали;
–установка собранного колеса на шлицевой вал и закрепление вала от осевого смещения;
–установка вала на зуборезном станке, нарезание зубьев (рис.1,г);
–снятие зубчатого колеса со шлицевого вала;
–закалка зубчатого венца токами высокой частоты;
–обкатка зубчатого колеса.

5
Рис.1. Последовательность ремонта зубчатого колеса
Модуль |
m |
3 |
|
|
|
Число зубьев |
Z |
70 |
|
|
|
Исходный контур |
- |
ГОСТ 13755-88 |
|
|
|
Диаметр делительной окружности |
D |
210 |
|
|
|
Толщина зуба по дуге делительной |
S |
3,71 |
окружности |
|
|
|
|
|
Степень точности |
- |
8 |
|
|
|

6
Ремонт зубчатых блоков выполняют путем замены одной или двух шестерен новыми. Крепление новых шестерен на подготовленной ступице может быть различным: винтами (рис.2а), на шпонке с упорным кольцом (рис.2б), на шпонке гайкой (рис.2в) и на шпонке винтом
(рис.2г).
Рис.2. Крепление шестерен при ремонте зубчатых блоков
Аналогично зубчатым колесам восстанавливают зубчатые секторы. При износе зубьев сектора его заменяют новым (рис.3), из которого вырезают новый сектор. Восстановление новых зубьев сектора производят так же, как и у зубчатых колес.
Текстолитовые зубчатые колеса, составленные из набора текстолитовых дисков, сжатых с двух сторон латунными или стальными фланцами, временно восстанавливают путём поворота текстолитовых пластин на один-два зуба (рис.4).

7
Рис.3. Схема установки зубчатых венцов на секторах винтами (а), сваркой (б), винтами и шпонкой (в)
Рис.4. Временный ремонт сборного текстолитового зубчатого колеса: а – сломанный зуб; б – зуб после ремонта
8
После ремонта цилиндрические зубчатые колеса повергают контролю. Как правило, различают следующие виды контроля:
-кинематической точности;
-плавности работы;
-бокового зазора;
-контакта зубьев;
Последний вид контроля применяется на практике наиболее часто, поскольку правильное зацепление зубьев колес играет решающую роль
вувеличении срока службы механизма в целом.
2.4.Проверка зацепления методом краски (пятно контакта).
Встандарте пятно контакта нормируется в процентах от длины и высоты рабочей поверхности зуба. Чаще всего проверка осуществляется в собранной передаче либо на обкатном станке при зацеплении с измерительным колесом.
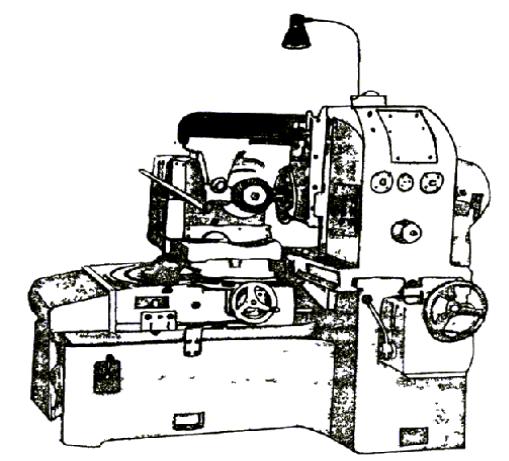
Рис. 5. Контрольно-обкатный станок 5А725
9
На рис.5 изображен универсальный контрольно-обкатный станок 5А725, предназначенный для подгонки и контроля расположения пятна касания, замеров бокового зазора и относительной бесшумности конических, цилиндрических и червячных передач.
Для обнаружения площади соприкосновения зубьев боковая поверхность меньшего или измерительного колеса покрывается слоем краски и после обката его с другим колесом при легком подтормаживании определяется степень прилегания сопрягаемых профильных поверхностей.
Для правильного контроля поверхности зубьев должны быть обезжирены, и толщина краски не должна превышать 4-6 мкм. При нанесении краску завертывают в плотную ткань. Можно рекомендовать следующие виды красок:
а) модификацию берлинской лазури, растворимой в воде; б) турунбулевую синь; в) голландскую сажу;
г) свинцовые, цинковые белила для оксидированных поверхностей.
В зависимости от характера производства настройка станка на контроль конических ортогональных пар (см. рис.6) может быть выполнена тремя путями:
-по эталонным дискам;
-по нониусам и линейкам;
-по плоскопараллельным мерам.
Более подробно рассмотрим первый случай. Эталонные диски изготавливаются на каждую конкретную контролируемую пару и должны воспроизводить монтажные размеры шестерен, указанные в чертежах.
Настройка по эталонным дискам производится в такой последовательности:
1. При помощи линейки и нониуса на гипоидной головке оси ведущего и ведомого шпинделя устанавливают в одной горизонтальной плоскости. При этом нуль нониуса устанавливают на нуль линейки, после чего гипоидную головку закрепляют.
2. В конусы обоих шпинделей вставляют оправки и проверяют биение их опорных и посадочных поверхностей, которое не должно превышать 0,01-0,02 мм. После проверки биения оба шпинделя должны быть застопорены от поворотов.

10
3. На оправки сажают и закрепляют эталонные диски. Бабки сводят до касания соответствующих поверхностей дисков, а их положения отмечают по линейкам с нониусами на каретке и тормозной бабке и записывают.
4. Тормозная бабка отводится. На оправке вместо дисков закрепляют контролируемые шестерни, а бабки по лимбам или линейкам с нониусами возвращают в положения, определенные при помощи эталонных дисков. При этом стопоры, запирающие шпиндели, должны быть отключены.
Повернув от руки на один оборот ведомый шпиндель и убедившись, что шестерни при вращении не заклинивают, бабки зажимают на их направляющих. Боковой профиль нескольких зубьев проверяемых шестерен, покрывают тонким слоем краски, после чего включают станок и обкатывают шестерни 30 секунд в одну сторону и 30 секунд в другую. По полученному в результате обкатки пятну контакта судят о качестве шестерен. После этого производится пригонка пятна касания и определение величины и характера корректировки для зуборезного станка. Пригонка пятна касания производится соответствующими смещениями бабок до тех пор, пока шум шестерен не станет ровным и не резким, а пятно касания будет правильно расположено относительно всего бокового профиля зуба.
Рис. 6. Установка ортогональных конических передач