

В.Н. Ермак Профилирование зубчатых колес. Методические указания к лабораторной работе по теории механизмов и машин для студентов направлений 552900, 552100, 551800, 553300, 551400
.pdfМинистерство образования Российской Федерации
Кузбасский государственный технический университет
Кафедра прикладной механики
ПРОФИЛИРОВАНИЕ ЗУБЧАТЫХ КОЛЁС
Методические указания к лабораторной работе по теории механизмов и машин
для студентов направлений
552900, 552100, 551800, 553300, 551400
Составители В.Н. Ермак М.П. Латышенко
Утверждены на заседании кафедры Протокол № 4 от 03.02.00
Рекомендованы к печати методической комиссией направления 552900 Протокол № 253 от 15.02.00
Электронная копия хранится в библиотеке главного корпуса КузГТУ
Кемерово 2000
1
1. Цель и содержание работы
Цель работы – исследование влияния смещения производящей рейки на форму зуба. С этой целью предлагается вычертить по три зуба колёс с нулевым, положительным и отрицательным смещением. Вычерчивание производится на приборе, имитирующем изготовление зубчатых колёс методом обката.
Работа рассчитана на два часа.
2. Теоретические положения
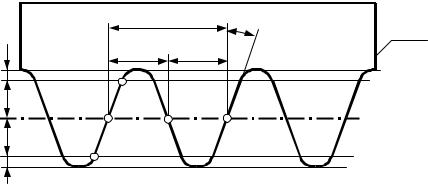
При изготовлении эвольвентных зубчатых колёс по методу обката стандартная производящая рейка ПР имеет вид, показанный на рис.1.
p |
|
α |
ПР |
p/2 |
p/2 |
|
|
|
|
||
c m |
|
|
|
ha m |
|
|
ДП |
ha m |
|
|
|
|
|
|
|
c m |
|
|
|
Рис.1 Производящая рейка – это плоская фигура, вписанная в
производящий реечный контур. Базовой линией производящей рейки и производящего контура является делительная прямая ДП. На ней ширина впадины равна толщине зуба. Расстояние р между одноименными точками соседних зубьев называется шагом производящей рейки. Стандартная производящая рейка имеет следующие параметры: угол профиля α =20° , коэффициент высоты головки зуба ha*=1, коэффициент радиального зазора c*=0,25.
Метод обката заключается в том, что производящей рейке и производимому колесу сообщается движение, которое имели бы готовое колесо и производящая рейка, находясь в зацеплении. Зацепление производящей рейки с производимым колесом называется станочным. Это зацепление показано на рис.2.
При постоянных скоростях ω 1 и V2 на колесе всегда найдется окружность, точки которой движутся со скоростью рейки. Эта окружность и касательная к ней, проведенная на рейке, образуют пару

2
центроид Ц1, Ц2. Центроиду Ц1 производимого колеса в его зацеплении с производящей рейкой называют делительной окружностью.
Xmin
E C
|
v2 |
P |
p |
|
Ц2 |
|
pк |
 Ц1
Ц1
rц1
ω 1
A
Рис.2 Центроиды перекатываются друг по другу без скольжения, поэтому
шаг pк колеса по делительной окружности равен шагу р производящей рейки. Равенство шагов позволяет выразить радиус делительной окружности через параметры колеса и рейки:
r = 2pzπ .
Так как число π иррациональное, то r получается тоже иррациональным. Чтобы этого избежать, шаг представили в виде р=π m, где m рациональное число, называемое модулем. С введением модуля
r = mz2 .
Из выражения р=π m следует, что m=р/π , то есть модуль – это
базовый отрезок, равный π -й части шага производящей рейки. Размерность модуля такая же, как у шага – миллиметры.
Несмотря на обкат по делительной окружности, производимый профиль оказывается развёрткой или, иначе, эвольвентой основной окружности. Её радиус -AC- есть перпендикуляр к контактной нормали PC.
Положение производящей рейки относительно центроидного механизма Ц1, Ц2 в известной мере произвольно. Положение, при котором
3
делительная прямая рейки касается делительной окружности, называется номинальным, в противном случае - смещённым. Смещение в направлении от центра колеса считается положительным, к центру – отрицательным.
Если колесо и положение рейки таковы, что граница Е активной линии зацепления оказывается вне линии допустимого зацепления, т. е. левее точки С, то ножка зуба оказывается подрезанной. Именно такой случай показан на рис.2.
При отсутствии смещения и угле профиля α =20° подрез возникает при числе зубьев z<17. Чтобы избежать подреза, необходимо сдвинуть рейку от центра колеса на некоторую величину Xmin. Отношение смещения X к модулю называется коэффициентом смещения и обозначается через x.
Коэффициент минимального смещения, устраняющего подрез, определяется по формуле
= 17 − z ,
17
где z– число зубьев производимого колеса.
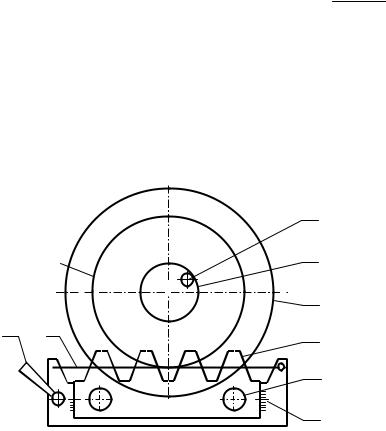
3. Прибор для “изготовления” колеса методом обката
Прибор показан на рис. 3. В качестве заготовки колеса используется круглый лист бумаги, который кладется на диск 6 под шайбу 5 и прижимается винтом 4.
Связь |
инструмента и |
заготовки осуществляется гибкой нитью 2, |
|
|
4 |
натягиваемой перед работой рычагом 1. Нить охватывает диск по |
||
делительной окружности |
3. Делительная окружность и гибкая нить |
|
3 |
центроиды Ц1 |
5 |
образуют |
и Ц2. Перемещение рейки производится |
|
вручную с
с шагом
шагом примерно 4
примерно 4  мм6. При этом поворачивается и диск 6 с
мм6. При этом поворачивается и диск 6 с
заготовкой. |
7 |
|
1 |
2 |
|
|
“Срезаемый” материал заготовки очерчивается карандашом по контуру |
|
рейки после каждой её подачи. В8 результате за один проход рейки на заготовк
после каждой её подачи. В8 результате за один проход рейки на заготовк е будет спрофилировано по три полных зуба каждого колеса. Неполные зубья не вычерчиваются.9
е будет спрофилировано по три полных зуба каждого колеса. Неполные зубья не вычерчиваются.9
ПроизводящаяРис.3 рейка 7 имеет возможность смещаться в радиальном направлении. Отсчёт смещения производят по шкалам 9. Винты 8 фиксируют рейку в нужном положении.
Все приборы устроены так, что позволяют образовать колеса с числом зубьев меньшим 17, а это значит, что при x=0 они будут
4
подрезаны. С учебной целью предлагается вычертить три фрагмента колёс с коэффициентами смещения x=0, x=xmin, x=–xmin.
Вычертив фрагмент с коэффициентом x=0, необходимо вернуть рейку в исходное положение, ослабить гибкую нить, повернуть заготовку чистой стороной к рейке, натянуть нить рычагом 1, установить по шкалам смещение X и спрофилировать фрагмент нового колеса. Для вычерчивания третьего колеса операцию повторить.
По завершении работы все зубья будут заострёнными. Это вызвано тем, что заготовка взята с большим запасом по диаметру. В действительности на станок устанавливается заготовка расчётного диаметра, зависящего от сопряжённого колеса рабочего зацепления. Поскольку у нас нет данных о сопряжённом колесе, окружность вершин получим исходя из того, что у всех трёх колёс высота зуба h=2,2m. Это чуть меньше высоты зуба производящей рейки.
4. Порядок выполнения работы
4.1. Получить прибор и заготовку.
4.2.По формуле z=d/m определить число зубьев колеса. Диаметр делительной окружности d и модуль m указаны на рейке 7 (рис. 3).
4.3.Вычислить коэффициент минимального смещения xmin=(17-z)/17, а также само минимальное смещение Xmin=xmin m.
4.4.Спрофилировать фрагменты колес при X=0, X=Xmin, X=–Xmin.
4.5.В пределах каждого сектора провести делительную окружность и окружность вершин. Последнюю определить исходя из высоты зуба h=2,2m.
4.6.Сравнить делительные толщины зубьев, а также толщины зубьев на окружностях вершин.
4.7.Обратить внимание на подрез ножки зуба.
5
5.Оформление отчета
Вотчёте приводятся расчёты параметров зубчатых колес. К отчёту прилагается заготовка с тремя фрагментами колёс.
6.Контрольные вопросы
6.1. По какой кривой очерчен профиль зуба?
6.2.Найдите графически радиус основной окружности?
6.3.Укажите делительную окружность и дайте ей определение?
6.4.В чём суть метода обката?
6.5.Начертите производящую рейку и укажите её параметры.
6.6.Что такое модуль m?
6.7.Когда возникает подрез ножки зуба?
6.8.Каково минимальное число зубьев, получающихся без подреза?
6.9.Как влияет смещение на толщину зуба по делительной окружности и по окружности вершин?
7. Рекомендуемая литература
1. Левитская О.Н., Левитский Н.И. Курс теории механизмов и машин.
М.: Высш. шк., 1985.
2.Ермак В.Н. Лекции по теории механизмов и машин. Кемерово, КузГТУ, 2000.
Составители
Владимир Николаевич Ермак Михаил Павлович Латышенко
Профилирование зубчатых колес
Методические указания к лабораторной работе по теории механизмов и машин
для студентов направлений
552900, 552100, 551800, 553300, 551400
Редактор З. М. Савина
ЛР № 020313 от 23.12.96.
Подписано в печать 18.02.2000. Формат 60× 84/16.
Бумага офсетная. Отпечатано на ризографе. Уч. – изд. л. 0,5. Тираж 75 экз. Заказ Кузбасский государственный технический университет.
650026, Кемерово, ул. Весенняя, 28. Типография Кузбасского государственного технического университета.
650099, Кемерово, ул. Д. Бедного, 4а.