

Л.П. Короткова Химико-термическая обработка стали
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии металлов
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Методические указания к лабораторной работе по курсу “Материаловедение” для студентов
направлений подготовки 552900, 550200, 550900, 551400, 552100 специальностей 120100, 120200, 150200, 240100, 240400, 170100,
170500
Составитель Л.П. Короткова
Утверждены на заседании кафедры Протокол № 3 от 18.10.02
Рекомендованы к печати учебно-методической комиссией по специальности 120200 Протокол № 18 от 18.11.02 Электронная копия находится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2003
- 1 -
1. Цель работы
На примере цементации, нитроцементации и азотирования ознакомиться с технологическим процессом ХТО. Исследовать структуру, свойства и применение обработанных поверхностных слоёв деталей.
2. Краткие сведения из теории
Химико-термической обработкой (ХТО) называют технологический процесс диффузионного насыщения поверхности сталей различными химическими элементами. В зависимости от насыщаемого элемента существуют следующие методы ХТО:
•цементация (углеродом);
•нитроцементация, цианирование (углеродом и азотом одновременно);
•азотирование (азотом);
•диффузионное насыщение металлами и неметаллами (хромирование – хромом; алитирование – алюминием;
силицирование – кремнием; борирование – бором и др.).
Цель химико-термической обработки – повышение твёрдости, износостойкости, контактной усталостной прочности, выносливости, коррозионной стойкости деталей машин.
Для обеспечения диффузионного процесса в поверхностных слоях деталей при ХТО необходимо выполнение основных условий: обязательное получение насыщаемого элемента в ионизированном состоянии; адсорбция химического элемента на поверхности; диффузионное проникновения химического элемента в поверхностные слои детали.
В результате этих процессов происходит повышение концентрации легирующего элемента, что приводит к изменению фазового состава в поверхностных слоях. В случае превышения предельной растворимости легирующего элемента в твёрдом растворе в структуре насыщаемого слоя образуются вторичные фазы в виде химических соединений карбидов, нитридов, карбонитридов или интерметаллидов. Таким образом эффект упрочнения в поверхностных слоях обеспечивается образованием в структуре вторичных упрочняющих фаз, он может быть дополнительно усилен мартенситным превращением за счёт закалки, которая проводится после некоторых операций ХТО.
- 2 -
3. Цементация
Технологический процесс диффузионного насыщения углеродом называется цементацией.
Цементации подвергают детали машин, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину: зубчатые колеса, валы, пальцы, кулачки, червяки. Указанный комплекс свойств достигается на низкоуглеродистых так называемых цементуемых сталях, содержащих 0,1-0,25 % углерода. Для цементации используют,
стали марок Ст 3, 10, 15, 20, 25, 15Х, 20Х, 15ХГР, 18ХГТ, 25ХГТ, 12ХНЗА, 20ХН4А, 20ХН2М и др. При цементации поверхность насыщается углеродом до 0,8-1,1 % на глубине 0,5-2 мм, после чего подвергается закалке и низкотемпературному отпуску. Это обеспечивает твёрдость на поверхности HRC 56-62 при вязкой сердцевине с твёрдостью HRC 15-40 в зависимости от марки стали и режима термической обработки.
В промышленности применяют два способа цементации: в твер-
дом и в газовом карбюризаторе.
Твердый карбюризатор состоит из древесного угля с добавкой
BaCO3, Na2CO3, CaCO3 (например, 20-25 % BaCO3 – для интенсифика-
ции процесса и 3-5 % CaCO3 – против спекания). При газовой цементации в качестве карбюризатора используют природный газ, состоящий почти полностью из метана СН4, а также жидкие углеводороды, например керосин, бензол, подаваемые каплями в герметичное пространство печи, где они образуют газовую среду.
Цементация проводится при температурах 910-980 °С. Во всех случаях насыщение поверхностного слоя детали идет через активную газовую среду, которая образуется при газовой цементации в результате следующей реакции:
СН4 → 2Н2 + Сатомарный.
Детали, подвергающиеся цементации в твердом карбюризаторе, нагреваются упакованными в металлических ящиках, при газовой цементации детали помещаются в герметичную печь с контролируемой атмосферой. Газовая цементация имеет преимущества по сравнению с цементацией в твердом карбюризаторе благодаря меньшей длительности процесса (20 и 10 часов соответственно), возможности контроля атмосферы, управления процессом, и она находит основное примене-
- 3 -
ние в промышленности как более технологичная. Цементация в твёрдом карбюризаторе применяется в условиях единичного ремонтного производства.
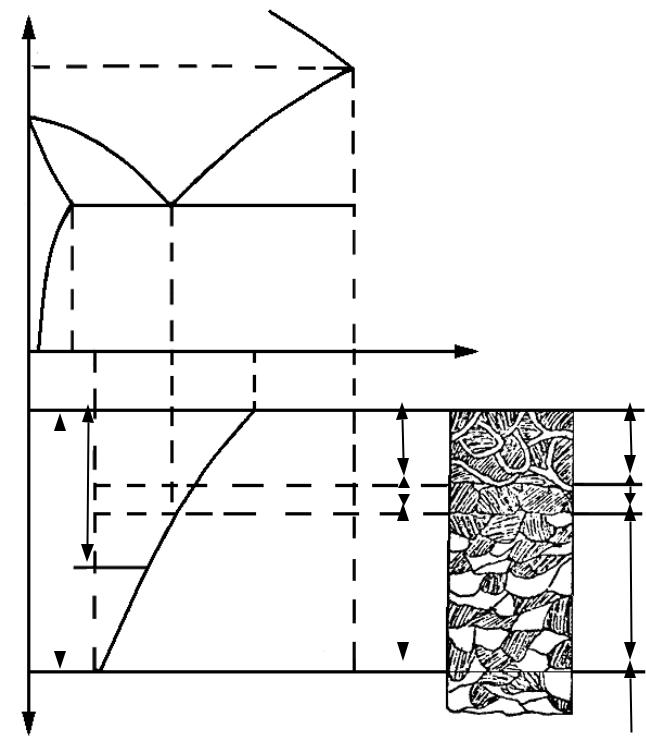
Структура цементованного слоя, полученного после медленного охлаждения, определяется содержанием углерода и в соответствии с диаграммой Fe–Fe3C состоит из трех зон: заэвтектоидной наружной (С>0,8, структура – перлит и цементит вторичный), эвтектоидной (С=0,8, структура – перлит) и переходной (С<0,8, структура – феррит и перлит) (рис.1). Структура переходной зоны отличается от структуры сердцевины меньшим количеством феррита, доля которого возрастает от поверхности к сердцевине.
При определении глубины цементованного слоя различают полную и эффективную толщину цементованного слоя. За эффективную толщину принимается сумма заэвтектоидной, эвтектоидной и половина переходной зон.
Обязательной операцией после цементации является термическая обработка, заключающаяся в закалке и последующем низкотемпературном отпуске. Цель термической обработки – обеспечить максимальную твердость в цементованном слое и вязкую сердцевину.
Врезультате термической обработки в цементованном слое должен образоваться высокоуглеродистый мартенсит с глобулярными включениями вторичных карбидов. Структура сердцевины зависит от химического состава стали. Это может быть феррито-перлитная – в углеродистых (Ст 3, стали 15, 20, 25), сорбитная – в низколегированных сталях (15Х, 20Х, 25Х, 20Г2, 18ХГТ), бейнитная или даже мартенситная с пониженным содержанием углерода в среднелегированных сталях (20ХН, 20ХН3ФА, 20Х2Н4ФМА). Важно, чтобы разница по твёрдости поверхности и сердцевины не превышала HRC 15-20.
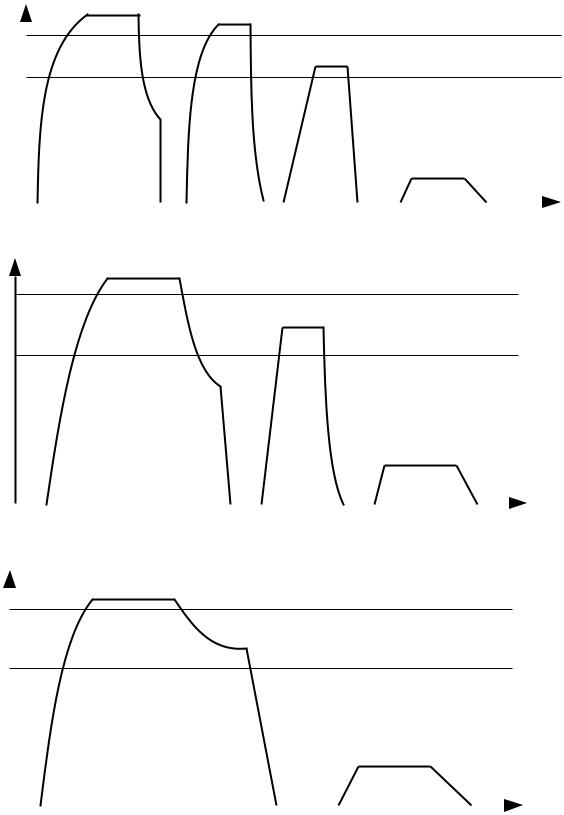
Взависимости от условий работы, а также от технологических свойств стали применяют различные режимы термической обработки
(рис. 2).
Классическая термообработка заключается в двойной закалке – полной и неполной – с последующим низким отпуском (рис. 2, а). Цель полной закалки – это исправление дефектов структуры (крупное зерно, цементитная сетка) за счёт полной фазовой перекристаллизации при
нагреве выше линии АС3 на 30–50 °С. Её можно заменить нормализацией. Неполная закалка с нагревом выше линии АС1 на 30–50 °С обеспечивает максимальную твердость на поверхности, так как является
|
|
|
|
- 4 - |
|
t,0C |
|
|
|
E |
|
1147 |
|
|
|
|
|
|
|
|
|
|
|
911 |
|
А |
|
|
|
|
|
|
|
|
|
|
|
А+Ф |
|
А+ЦII |
|
727 |
Р |
|
|
|
|
|
|
|
|
||
|
|
П+Ф |
|
П+ЦII |
|
|
Q |
0,2 0,8 |
а |
2,14 |
С, % |
|
|
|
|
|
|
от поверхности |
|
эффективная |
|
II |
|
|
|
П+Ц |
1 |
||
|
|
||||
толщина |
|
|
|||
|
|
2 |
|||
|
|
||||
|
|
|
|||
Расстояние |
полная |
|
|
П+Ф |
3 |
|
|
|
|
4 |
|
|
|
|
|
||
|
|
|
|
|
Рис. 1. Влияние содержания углерода на структуру цементованного слоя: а – диаграмма состояния Fe-Fe3C; б – изменение содержания углерода в цементованном слое; в – структура цементованного слоя (1 – заэвтектоидная зона, 2 – эвтектоидная зона, 3 – переходная зона, 4 – сердцевина)
|
|
|
|
|
|
|
|
|
|
|
|
- 5 - |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t, °C |
|
|
|
|
|
|
|
Закалка I |
|
|
|
|
|
|
|
|||
Цементация |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
(полная) |
|
|
|
|
|
|
|
Ас3 |
|||||||
|
|
|
|
|
|
|
|
|
|
Закалка II |
||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
с печью |
|
|
|
|
|
|
|
(неполная) |
Ас1 |
||||||
|
|
|
|
|
|
|
|
|
вода, |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
масло |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Низкий отпуск |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а |
|
|
|
|
τ, ч |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Цементация |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
Закалка |
(непол- |
|
||||||
t, °C |
|
|
|
|
|
с печью |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
воздух |
вода, |
|
|
|
|
|
|
|
|
||||
|
|
|
|
масло |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Низкий отпуск |
|
||||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б |
|
|
|
|
|
|
τ, ч |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t, °C |
|
|
|
Цементация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ас3 |
|
|||||
|
|
|
|
воздух |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Закалка (неполная) |
|
Ас1 |
|
||||||||
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
вода, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
масло |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
Низкий отпуск |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
τ, ч
Рис. 2. Режимы термической обработки цементованных деталей:
а – для ответственных легированных сталей; б, в – для легированных наследственно мелкозернистых сталей и для деталей из углеродистых сталей
- 9 -
оптимальной для структуры заэвтектоидной стали. Низкий отпуск при 160-220 °С является завершающей операцией, он выполняется для снятия остаточных напряжений, ликвидации остаточного аустенита, стабилизации структуры. Этот вариант термической обработки применяется чаще всего для ответственных крупногабаритных деталей машин, изготовленных преимущественно из хромоникелевых сталей.
Термическая обработка может быть упрощена за счёт применения однократной неполной закалки (рис. 2, б). Такая термообработка является менее дорогостоящей, но она может быть применена только для легированных наследственно мелкозернистых сталей, не склонных к росту зерна, и для неответственных деталей машин из углеродистых сталей. В этом случае температура неполной закалки несколько повышается, чтобы растворить цементитную сетку в заэвтектоидной зоне цементованного слоя и обеспечить образование глобулярных вторичных карбидов.
Для наследственно мелкозернистых сталей, содержащих карбидообразующие элементы W, Mo, V, Ti, операцию цементации можно совместить с закалкой (рис. 2, в). Для этого детали от температуры цементации подстуживают до температуры закалки, а затем ускоренно охлаждают в воде или в масле. Такая операция является самой экономичной.
4. Азотирование
Азотированием называется процесс диффузионного насыщения поверхности стала азотом. Цель его – повышение износостойкости, выносливости за счёт высокой твёрдости (HV 800-1200), коррозионной стойкости в атмосфере и пресной воде, теплостойкости (до 500 °С). Азотируемые изделия имеют технологические преимущества: мало деформируются в процессе ХТО, хорошо шлифуются и полируются.
Азотированные стали превосходят в 2-4 раза цементованные по износостойкости, но уступают им по контактной усталостной прочности ввиду небольшой глубины азотированного слоя (0,45-0,5 мм). Детали же после закалки ТВЧ по всем перечисленным свойствам уступают азотированным. Азотирование следует использовать для деталей машин (коленчатые валы, гильзы цилиндров, червяки, шестерни и др.), испытывающих высокие циклические нагрузки, трение, абразивный износ при умеренных контактных напряжениях.
- 10 -
Азотирование проводят на легированных среднеуглеродистых сталях с целью образования в структуре упрочняющих фаз в виде нитридов и карбонитридов легирующих элементов. Классической азотируемой сталью считается марка 38Х2МЮА. В настоящее время для этой цели применяют также конструкционные стали: 40ХФА, 18ХГТ, 20Х3МФА, 30Х3МФ1, 38ХНМФА, 40ХГМ, 20Х3ВА, 30Х3ВА, 20ХН2МФ, 18Х2Н2ВА и для невысоких контактных нагрузок – 30Х, 40Х. Кроме того, азотированию подвергают мартенситно-стареющие, нержавеющие, жаропрочные конструкционные стали, инструментальные стали, а также высокопрочные чугуны.
Азотирование проводят в среде аммиака, который диссоциирует с образованием атомарного азота, обеспечивая тем самым условие для диффузии в поверхностные слои детали:
2NH3 → 2Nатомарный + 3H2.
Обычно азотирование проводят при температурах 500-520 0С в течение 24–90 часов на максимальную твёрдость до 1100-1200 HV –
низкотемпературное азотирование. При высокотемпературном азотировании для ускорения процесса (1-6 часов при толщине слоя 0,3-0,4 мм) температура повышается до 520-570 0С. После такого азотирования получается пониженная твёрдость HV 850-950 и, как следствие происходит снижение основного свойства – износостойкости.
Перед азотированием сердцевину изделия подготавливают, проводя термическое улучшение – полную закалку с высоким отпуском на зернистый сорбит. Температура высокого отпуска должна быть выше температуры азотирования. Затем производят механическую обработку, придающую окончательные размеры изделию. После азотирования шлифование можно не применять ввиду хорошего качества азотированной поверхности.
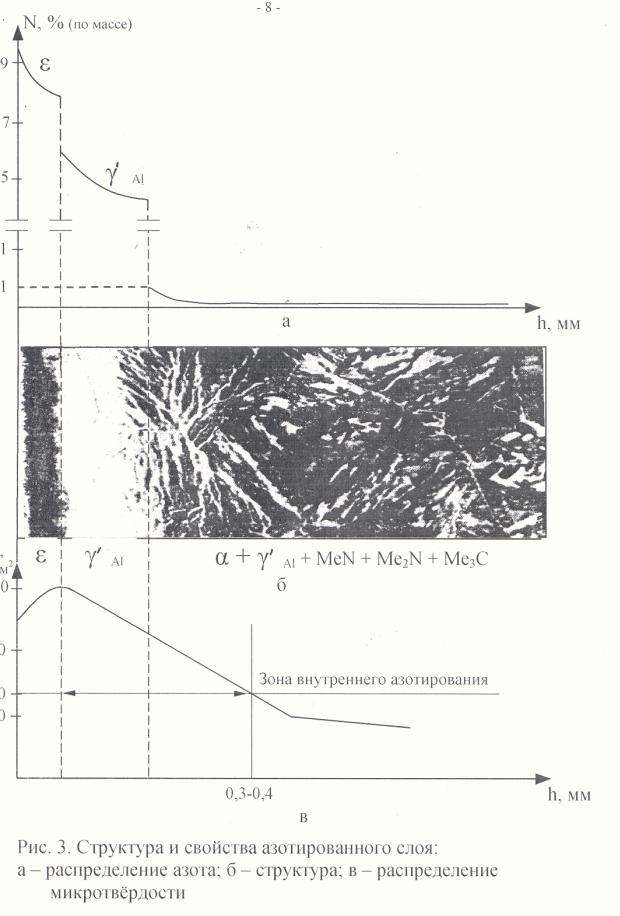
Структура азотированного слоя, распределение азота в ней, а также микротвёрдости приведены на рис. 3,б. Она включает в себя тёмный тонкий слой (0,01-0,03 мм) коррозионно-стойкой ε-фазы (твёрдый раствор на базе Fe2N); затем следует зона белой нетравящейся γ`-фазы (твёрдый раствор на базе Fe4N); третья зона представляет из себя азотистый эвтектоид – смесь азотистого феррита α, γ`-фазы, карбонитридов и нитридов.
- 11 -
- 12 -
Для образования описанной структуры требуется высокая концентрация азота (рис. 3, а), этим объясняется длительность процесса диффузионного азотирования. Высокая твёрдость азотированного слоя (рис. 3, в) связана с наличием в структуре нитридов и карбонитридов, и большой растворимостью азота в феррите. При высокотемпературном азотировании происходит коагуляция и сфероидезация нитридов, и, как следствие, получается пониженная твёрдость.
Эффективной азотируемой зоной считается зона внутреннего азотирования без первой зоны. Наличие ε-фазы на поверхности, несмотря на пониженную твёрдость, обеспечивает коррозионную стойкость деталям.
5. Нитроцементация
Нитроцементация – процесс диффузионного насыщения поверхности стали одновременно углеродом и азотом. Оптимальное соотношение между ними составляет 0,7-0,9 % С и 0,3-0,55 % N, содержание азота может достигать 1 %.
Применяется этот метод ХТО с той же целью и на тех же сталях, что и цементация. Нитроцементация имеет ряд существенных преимуществ по сравнению с цементацией:
•Снижается длительность на 50-60 % за счёт ускорения диффузии углерода в присутствии азота.
•Снижается температура до 840-880 0С, которая не вызывает роста зерна аустенита в процессе нитроцементации и является оптимальной для закалки.
•Сокращается процесс последующей термической обработки за счёт совмещения операций нитроцементации и закалки по режиму, рис. 2, в.
•Нитроцементованный слой обладает износостойкостью на 4060 % выше по сравнению с цементированным, хорошей прирабатываемостью за счёт увеличенного количества остаточного
аустенита до 30 % в поверхностных слоях.
Для нитроцементации используют смесь цементующего газа с 3-5 % NH3. Одновременное насыщение N и С может производиться в расплавленных цианистых солях (цианирование): 20-25 % NaCN, 25-50 % NaClC, 25-50 % Na2CO3. Этот процесс, несмотря на значитель-