

А.А. Клепцов Технология машиностроения. Методические указания к контрольной работе №3
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии машиностроения
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Методические указания к контрольной работе №3 для студентов заочной формы обучения
по специальности 120100 - «Технология машиностроения» (сокращенные сроки обучения
на базе среднего профессионального образования)
Составитель А.А. Клепцов
Утверждены на заседании кафедры Протокол №1 от 20.10.2000
Рекомендованы к печати учебно-методической комиссией по специальности 120100 Протокол №2 от 27.10.2000
Электронная копия находится в библиотеке главного корпуса КузГТУ
Кемерово 2000
1
ВВЕДЕНИЕ
Методические указания устанавливают примерный объём и последовательность выполнения контрольной работы № 3 для студентов заочной формы обучения специальности 120100 – «Технология машиностроения».
Тема контрольной работы: «Разработка технологического процесса сборки изделия».
Контрольная работа выполняется студентами-заочниками с целью закрепления теоретических знаний, полученных при изучении разделов курса «Специальная часть технологии машиностроения», касающаяся основ технологии, сборки машин и механизмов.
Цель издания методических указаний – обеспечение единых требований к оформлению и содержанию контрольной работы № 3, а также помощь студентам-заочникам специальности 120100 в самостоятельной работе по изучению технологии сборки машин и механизмов.
1. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ВЫПОЛНЕНИЯ КОНТРОЛЬНОЙ РАБОТЫ
1.1. Сборочный чертеж изделия с техническими условиями на его приемку.
Вкачестве объекта для выполнения контрольной работы может быть принято изделие, изготовленное на предприятии, где работает студент-заочник, если это изделие содержит не менее 20…25 ненормализованных деталей. Сборочный чертеж изделия в этом случае берется на предприятии.
Для выполнения контрольной работы также может быть принят сборочный чертеж изделия, выбранный студентом для курсового либо дипломного проектирования.
Вслучае, если студент не может подобрать подходящий сборочный чертеж самостоятельно, техническая документация, необходимая для выполнения контрольного задания, выдается преподавателем.
1.2. Годовая программа выпуска изделий.
Если тема контрольного задания совпадает с темой курсового либо дипломного проекта, программа выпуска изделий определяется на основании анализа действующего производства.
2
В остальных случаях величина программы выпуска изделий начинается произвольно по согласованию с преподавателем.
1.3. Справочно-нормативная литература.
1.4. Стандарты и другая руководящая информация.
2. СОДЕРЖАНИЕ КОНТРОЛЬНОЙ РАБОТЫ
2.1. На основании имеющихся данных сформулировать служебное назначение изделия.
2.2.В соответствии с заданной программой выпуска изделий определить тип и организационную форму производства.
2.3.Провести анализ технологичности конструкций.
2.4.Спроектировать сборочный технологический процесс:
−произвести точностной анализ конструкции изделия;
−разработать технологическую схему сборки изделия;
−определить последовательность и содержание сборочных опе-
раций;
−выбрать способы выполнения операций, оборудование, осна-
стку;
−пронормировать технологический процесс;
−заполнить необходимую технологическую документацию в соответствии со стандартами ЕСТД.
3.ФОРМУЛИРОВКА СЛУЖЕБНОГО НАЗНАЧЕНИЯ ИЗДЕЛИЯ
Под служебным назначением изделия понимается максимально уточненная и четко сформулированная задача, для решения которой предназначается изделие [1]. Формулировка служебного назначения изделия должна отражать не только общую задачу, для решения которой создается изделие, но и все дополнительные условия и требования, которые эту задачу количественно уточняют и конкретизируют.
На основании сформулированного служебного назначения в дальнейшем при проектировании технологического процесса сборки производится точностной анализ конструкции изделия или узла.
Формулировка служебного назначения изделия должна вклю-
чать:
− целевое назначение изделия и технологические требования к нему:
3
− выходные параметры изделия или основные его характеристи-
ки;
−срок службы изделия;
−условия эксплуатации изделия;
−возможность замены деталей и сборочных единиц изделия во время его эксплуатации;
−к какому механизму или агрегату будет присоединено данное изделие и какие дополнительные нагрузки будет оно испытывать в зависимости от этого;
−программа выпуска изделия;
−дополнительные сведения, которые необходимо учесть при изготовлении изделия – требования к внешнему виду, безопасности работы, удобству и простоте обслуживания, уровню шума, коэффициенту полезного действия, степени механизации и автоматизации и т.п.
Все эти данные должны быть четко сформулированы и, по возможности, выражены в численной форме.
4. ВЫБОР ТИПА И ОРГАНИЗАЦИОННОЙ ФОРМЫ ПРОИЗВОДСТВА
Всоответствии с ГОСТ 14.004-83 в зависимости от широты номенклатуры, регулярности, стабильности и программы выпуска изделий выделяются три типа производства:
-единичное;
-серийное;
-массовое.
Взависимости от выбранного типа производства при проектировании технологического процесса сборки определяются его структура, средства оснащения, механизации и автоматизации, расположение оборудования, форма организации производства.
Тип производства предварительно определяется на начальной стадии проектирования в результате анализа программы выпуска изделий.
Для предварительного определения типа производства в зависимости от годовой программы выпуска и массы изделий можно пользоваться данными табл. 4.1 [3].
4
Таблица 4.1 Таблица для предварительного определения типа производства
Тип производства |
Годовая программа выпуска изделий |
||
|
массой свыше |
массой 10-100 кг |
массой до 10 кг |
|
100 кг |
|
|
Единичное |
до 5 |
до 10 |
до 100 |
Мелкосерийное |
5…100 |
10…200 |
100…500 |
Среднесерийное |
100…300 |
200…500 |
500…5000 |
Крупносерийное |
300…1000 |
500…5000 |
5000…50000 |
Массовое |
свыше 1000 |
свыше 5000 |
свыше 50000 |
После того, как спроектирован сборочный технологический процесс, тип производства уточняется на основании расчета коэффициента закрепления операций (ГОСТ 14.004-83).
Форма организации производства – поточная или групповая, характеризуется уровнем специализации рабочих мест и принципом расположения оборудования и выбирается в зависимости от конструктивных особенностей и объема выпуска собираемого изделия, а также от типа производства [4].
Обычно при крупносерийном и массовом производстве выбирается поточная форма организации производства, в отдельных случаях
– различные виды непоточной сборки [3, 4].
5. ОТРАБОТКА КОНСТРУКЦИЙ СОБИРАЕМОГО ИЗДЕЛИЯ НА ТЕХНОЛОГИЧНОСТЬ
Правила отработки конструкций изделия на технологичность приведены в ГОСТ 14.201-83.
Отработка изделия на технологичность направлена на повышение производительности труда, снижение затрат и сокращение времени, на технологическую подготовку производства [ТПП], изготовление, технологическое обслуживание и ремонт изделия при обеспечении необходимого качества изделия [4].
При выполнении контрольной работы рекомендуется следующий порядок отработки изделия на технологичность:
1) анализ технологичности конструкций существующего изделия;
5
2) разработка рекомендаций по улучшению показателей технологичности.
В соответствии с ГОСТ 14.201-83 различают качественную и количественную оценку технологичности конструкции изделия.
Качественная оценка характеризует технологичность конструкций обобщенно на основании опыта исполнителя. Она предшествует количественной оценке и определяет ее целесообразность. Качественная оценка технологичности может быть произведена по показателям, приведенным в ГОСТ14.201-83. Результаты этой оценки удобнее всего оформить в виде таблицы с перечнем требований к технологичности конструкций. Если анализируемая конструкция отвечает определенному требованию, против нее ставится знак +, если нет, знак − .
Врезультате качественной оценки должны быть сделаны выводы
отехнологичности конструкции изделия, о необходимости количественной оценки технологичности.
Количественная оценка технологичности производится путем расчета показателей, состав которых выбирается по ГОСТ 14.201-83.
Формулы для расчета количественных показателей технологичности приведены в [4, с. 33].
Всвязи с отсутствием данных о базовых показателях при выполнении контрольной работы допускается производить расчет количественных показателей технологичности без сравнения их с базовыми. В этом случае вывод о технологичности конструкций изделия делается в основном по результатам качественной оценки.
Если в результате анализа конструкция изделия признана нетехнологичной, должны быть разработаны обоснованные рекомендации по улучшению показателей технологичности. В этом случае по согласованию с преподавателем конструкция изделия и его сборочный чертеж могут быть изменены в соответствии с предложенными рекомендациями.
Вдальнейшем проектирование технологического процесса сборки изделия должно вестись с учетом этих изменений.
6.ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
СБОРКИ ИЗДЕЛИЯ
6.1. Точностной анализ конструкции изделия. Этот этап выполняется с целью:
6
−выяснения возможности выполнения изделием своего служебного назначения;
−проверки обоснованности назначенных конструктором величин допусков на замыкающие и составляющие звенья размерных цепей;
−выбора методов достижения заданной точности замыкающих звеньев размерных цепей.
Точностной анализ проводится в следующем порядке:
6.1.1. Выявить основные точностные параметры изделия. Ими могут быть допуски на расстояния между поверхностями, линиями или точками, допустимые отклонения от параллельности или перпендикулярности осей или плоскостей, допуски на зазоры и т.п.
Эти параметры заданы допусками на сборочном чертеже изделия либо в технических требованиях на приемку изделия.
6.1.2. Построить размерные цепи изделия. Выявленные точностные параметры изделия являются замыкающими звеньями размерных цепей. Для построения размерных цепей выявляются точностные параметры отдельных деталей (линейные размеры, отклонения от соосности, параллельности, перпендикулярности и др.), непосредственно влияющие на точность замыкающих звеньев. Они являются составляющими звеньями и последовательно пристраиваются к замыкающему, образуя замкнутый контур – размерную цепь. При выполнении контрольной работы достаточно построить одну размерную цепь.
6.1.3. Выбрать метод достижения заданной точности замыкающего звена размерной цепи.
Точность замыкающего звена размерной цепи при сборке может быть достигнута одним из следующих методов: полной, неполной или групповой взаимозаменяемости, пригонкой или регулированием [1]. Как правило, тот или иной метод достижения точности при сборке уже заложен в конструкции изделия. Поэтому при выборе метода необходимо учитывать особенности конструкции изделия и стремиться к использованию возможно более простых методов.
Наиболее простым и надежным является метод полной взаимозаменяемости. Этот метод может быть принят для малозвенных размерных цепей.
В многозвенных размерных цепях при высоких требованиях к точности замыкающего звена метод полной взаимозаменяемости может оказаться нерентабельным ввиду слишком жестких допусков на
7
составляющие звенья. В этом случае может быть применен метод неполной взаимозаменяемости.
Сборка по методу групповой взаимозаменяемости применяется, как правило, при наличии в сборочной единице короткой размерной цепи типа «отверстие− вал− звено», если полная взаимозаменяемость невозможна по техническим или экономическим причинам.
Метод пригонки применяется при достижении точности замыкающих звеньев многозвенных размерных цепей в мелкосерийном и единичном производстве в случае невозможности обеспечения точности методами полной или неполной взаимозаменяемости. Необходимо избегать, по возможности, применение этого метода вследствие его низкой технологичности и применять в этих случаях метод регулирования.
При обеспечении высоких требований к точности замыкающих звеньев многозвенных размерных цепей в случае невозможности применения других методов при любом типе производства следует принять метод регулирования.
Окончательный вывод о возможности применения того или иного метода достижения точности при сборке делается после расчета размерных цепей.
6.1.4. Проверить правильность назначения допусков на составляющие звенья размерных цепей изделия.
Для этого при выбранном методе достижения точности замыкающего звена необходимо рассчитать погрешность замыкающего звена размерной цепи при допусках на составляющие звенья, заданных на чертеже деталей. Примеры таких расчетов приведены в [1, 4, 5].
Если величина погрешности замыкающего звена при этом превышает допуск на него, заданный техническими требованиями, следует попытаться применить другие методы достижения точности замыкающих звеньев размерных цепей.
Если и в этом случае не будет достигнута заданная точность замыкающего звена, необходимо изменить допуски на составляющие звенья размерной цепи и повторить расчеты.
6.1.5. Определить способы и средства контроля основных точностных параметров изделия.
Выбор способов и средств контроля зависит от характера контролируемых параметров, требуемой точности и от типа производства,
8
который определяет требуемую производительность и степень автоматизации контроля.
Схемы основных способов контроля точностных параметров изделия приведены в [3,5,6].
Средства контроля выбираются по справочникам [7, 8] в зависимости от выбранной схемы контроля и перечисленных факторов.
6.2. Разработка технологической схемы сборки изделия.
Схема сборки наглядно показывает последовательность введения деталей и сборочных единиц в технологический процесс, возможность организации параллельного выполнения работ и является основой для разработки технологического процесса сборки.
Собираемые детали и сборочные единицы на схеме условно изображаются прямоугольниками, разделенными на три зоны, в которых указываются индекс сборочной единицы или номер позиции детали по сборочному чертежу; количество данных деталей или сборочных единиц, необходимых для сборки одного изделия; наименование детали или сборочной единицы.
Как правило, схема сборки изделия строится слева направо. Сборку любой сборочной единицы или изделия начинают с базовой детали, к которой присоединяются другие детали данной сборочной единицы или изделия.
Условное обозначение базовой детали помещают на схеме сборки слева и от нее проводят горизонтальную линию, показывающую общее направление сборки изделия. К этой линии вертикальными линиями присоединяются условные обозначения остальных деталей в этой же последовательности, в какой они должны быть присоединены к базовой детали.
Пример построения схемы сборки изделия приведен на рисунке. Если изделие имеет простую конструкцию и небольшое количест-
во деталей (20-25), составляется одна подробная схема сборки.
Если изделие представляет собой сложную конструкцию с большим количеством деталей, рекомендуется производить разбивку изделия на сборочные единицы. Для каждой сборочной единицы составляется своя схема сборки и затем разрабатывается общая схема сборки изделия из предварительно собранных сборочных единиц и оставшихся деталей. Подробнее составление схем сборки рассмотре-
но в [1, 3, 5].
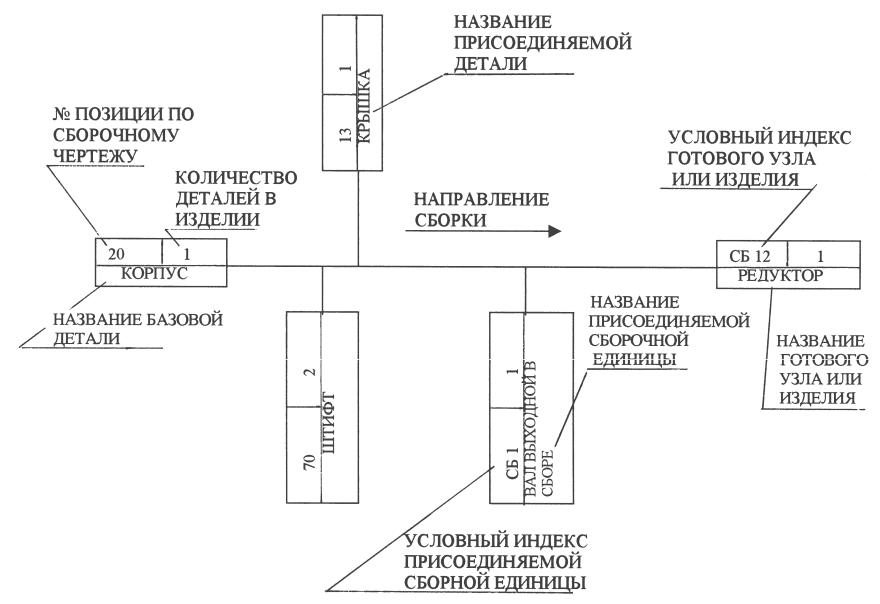
Рис. 1. Построение схемы сборки