

А.А. Клепцов Проектирование станочного приспособления
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Методические указания к контрольной работе для студентов заочной формы обучения
по специальности 120100 «Технология машиностроения» (сокращенные сроки обучения
на базе среднего профессионального образования)
Составитель А.А. Клепцов
Утверждены на заседании кафедры Протокол №4 от 05.12.01
Рекомендованы к печати учебно-методической комиссией специальности 120100 Протокол №3 от 05.12.01
Электронная копия хранится в библиотеке главного корпуса ГУ КузГТУ
КЕМЕРОВО 2002
1
ВВЕДЕНИЕ
Методические указания устанавливают примерный объём и последовательность выполнения контрольной работы по курсу «Проектирование приспособлений» для студентов заочной формы обучения специальности 120100.
Тема контрольной работы: «Проектирование станочного приспособления».
Контрольная работа выполняется студентами-заочниками с целью закрепления теоретических знаний, полученных при изучении разделов курса «Проектирование приспособлений», касающихся точностного и силового расчетов приспособлений.
1. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ВЫПОЛНЕНИЯ КОНТРОЛЬНОЙ РАБОТЫ
1.1.Эскиз или чертеж заготовки на выполняемой операции с размерами, допусками и техническими требованиями.
1.2.Операционная карта с эскизами обработки и необходимыми сведениями о поверхностях, которые должны обрабатываться при установке детали в данном приспособлении. Если операционной карты нет, должны быть указаны: метод обработки детали при установке в проектируемом приспособлении; операционные размеры с допусками; шероховатость технологических баз деталей; размеры и требования к точности базовых поверхностей деталей; количество деталей, одновременно устанавливаемых в приспособлении; режимы резания и припуски; режущий инструмент.
1.3.Годовая программа выпуска деталей или тип производства.
1.4.Оборудование, на котором намечается производить обработку.
1.5.Справочно-нормативная литература.
1.6.Стандарты и другая руководящая литература.
Первые четыре пункта представляют собой задание на выполнение контрольной работы. Задание выбирается студентом по методическим указаниям «Основы конструирования приспособлений» [1], где номер варианта определяется по шифру студента.
В качестве объекта для выполнения контрольной работы может быть принята деталь, изготовляемая на предприятии, где работает студент-заочник. Чертёж детали в этом случае берётся на предприятии.
2
Для выполнения контрольной работы также может быть принят чертёж детали, выбранный студентом для курсового либо дипломного проектирования.
Вэтом случае программа выпуска деталей определяется на основании анализа действующего производства либо назначается произвольно по согласованию с преподавателем; операция, для которой должно быть спроектировано приспособление, выбирается студентом и также согласовывается с преподавателем.
2.СОДЕРЖАНИЕ КОНТРОЛЬНОЙ РАБОТЫ
Входе выполнения контрольной работы студентом должно быть спроектировано неразборное специальное приспособление, имеющее нестандартную, ненормализованную конструкцию. При этом необходимо придерживаться последовательности:
2.1. На основании имеющихся данных выбрать принципиальную схему приспособления.
2.2. Произвести точностной расчет приспособления и назначить допуски на размеры приспособления, влияющие на точность обработки деталей.
2.3. Произвести силовой расчет приспособления и выбор силового привода.
2.4. Разработать конструкцию приспособления и обосновать принятые конструктивные решения.
3.ВЫБОР ПРИНЦИПИАЛЬНОЙ СХЕМЫ ПРИСПОСОБЛЕНИЯ
Задача разработки принципиальной схемы приспособления решается в последовательности:
3.1. Определение положения детали в рабочей зоне станка.
На этом этапе определяется положение обрабатываемых поверхностей детали относительно исполнительных поверхностей станка – плоскости стола, оси шпинделя:
а) методом обработки; б) типом применяемого станка;
в) размерами, массой и конструктивными формами обрабатываемой детали;
г) конструктивными формами и расположением базовых поверхностей детали;
3
д) типом применяемого режущего инструмента; е) количеством деталей, одновременно устанавливаемых в при-
способлении.
Выбранное положение детали должно отвечать следующим требованиям:
-затраты времени и физических сил рабочего на установку и снятие детали должны быть по возможности минимальными;
-деталь должна сниматься и устанавливаться без нарушения наладки станка;
-от выбранного положения детали в рабочей зоне станка в дальнейшем в значительной степени зависит компоновка приспособления.
3.2. Выбор установочных элементов приспособления.
На этом этапе необходимо определить тип и размеры установочных элементов, их количество и взаимное расположение.
Выбор установочных элементов определяется схемой базирования заготовки, принятой в технологическом процессе, точностью, шероховатостью, размерами и формой базовых поверхностей заготовки.
В первую очередь определяется тип установочных элементов, реализующих главную технологическую базу заготовки, т. е. базу, лишающую тело наибольшего количества степеней свободы. При этом установочная база (лишающая тело 3-х степеней свободы) может быть реализована постоянными опорами или опорными пластинами, двойная направляющая база (лишающая тело 4-х степеней свободы) реализуется центрами, призмами, оправками – разжимными и неразжимными либо самоцентрирующими устройствами – цанговыми или трёхкулачковыми патронами, механизмами с гидропластом. После этого определяются типы остальных установочных элементов. При этом, как правило, опорные и направляющие базы реализуются постоянными опорами, опорными пластинами либо срезанными установочными пальцами, двойные опорные базы реализуются цилиндрическими установочными пальцами.
При выборе типа установочных элементов необходимо помнить о «правиле шести точек» и не допускать дублирования функций различными установочными элементами. Количество опорных точек, реализованных установочными элементами, должно быть не больше и не меньше шести, и эти опорные точки должны располагаться по контуру заготовки так, как это предусмотрено в технологическом процессе.
Конструкция и размеры установочных элементов должны, как правило, выбираться по соответствующим ГОСТам [2, c. 28…43].
4
Прибегать к конструированию специальных установочных элементов следует лишь в крайних случаях.
3.3. Выбор зажимных устройств и схемы закрепления заготовки. Определив тип, размеры и расположение установочных элементов, намечают схему закрепления заготовки. При выборе схемы закрепления определяются точки приложения и направления действия сил зажима, исходя из схемы действия и предполагаемых значений сил ре-
зания и их моментов.
При этом схема закрепления должна удовлетворять следующим требованиям:
-в процессе зажима не должно нарушаться положение детали, достигнутое при базировании;
-силы резания не должны восприниматься зажимными устройст-
вами;
-линии действия сил зажима должны проходить через рабочие поверхности опор и перпендикулярно к ним;
-точки приложения сил зажима должны располагаться как можно ближе к обрабатываемой поверхности.
После того как намечена схема закрепления заготовки, решается вопрос о степени механизации зажима. При этом, как правило, в мелкосерийном производстве применяются ручные зажимные устройства.
Вкрупносерийном и массовом производстве применяются механизированные и автоматизированные зажимные устройства с различными типами привода (гидравлическим, пневматическим, электромеханическим и т.п.).
В заключение выбираются тип и размеры зажимных устройств и тип привода. На выбор типа зажимного устройства влияют следующие факторы:
-степень механизации зажима. В качестве ручных зажимных устройств используются, как правило, винтовые прихваты, эксцентриковые, клиновые, клиноплунжерные зажимы. Механизированные зажимы представляют собой обычно клиновые или рычажные устройства с различными типами приводов;
-конфигурация, размеры и точность заготовки;
-предполагаемая величина силы зажима.
Возможности различных типов зажимных устройств с учетом этих факторов подробно изложены в [2, c. 56…111]. Размеры и конструкции ручных зажимных устройств определяются по соответствующим ГОСТам [2, c. 56…111]. Применение специальных конструкций
5
этих устройств нежелательно ввиду усложнения конструкции приспособления. Размеры и конструкции механизированных зажимных устройств также могут быть определены по ГОСТам или каталогам либо эти устройства могут иметь специальную конструкцию.
Тип привода для механизации зажима определяется следующими факторами:
-предполагаемой величиной сил зажима. Так, если предполагается значительная величина сил зажима, лучше использовать гидравлический или электромеханический привод, как обеспечивающие наибольшие зажимные усилия при прочих равных условиях;
-габаритами рабочего пространства станка. Так, при обеспечении равных усилий зажима пневмопривод имеет значительно большие габариты, чем гидропривод;
-местными условиями применения приспособления – наличием у станка гидростанции, наличием пневмосети в цехе и т.п.
3.4. Предварительная компоновка приспособления.
Перед разработкой компоновки определяют типы и размеры остальных элементов приспособления – деталей для направления и контроля положения режущего инструмента, делительных устройств, вспомогательных устройств.
Необходимость этих устройств, а также их типы и размеры определяют исходя из вида выполняемой операции, веса, конфигурации и размеров заготовки и необходимой точности обработки. При выборе конструкции и размеров указанных элементов следует максимально использовать существующие каталоги и стандарты [2, 3, 4].
При разработке компоновки приспособления вычерчиваются контуры заготовки, желательно в нескольких проекциях, в том положении,
вкотором заготовка будет находиться при обработке.
Разработку компоновки ведут методом последовательного нанесения отдельных элементов приспособления вокруг контуров заготовки.
Сначала вычерчивают установочные элементы, затем зажимные устройства с элементами привода, детали для направления инструмента и вспомогательные устройства.
Вслед за этим определяют контуры корпуса приспособления, который объединяет все перечисленные выше элементы. При этом необходимо стремиться к тому, чтобы все элементы привода зажимного устройства, делительные и вспомогательные механизмы находились внутри корпуса.

6
Разрабатываемая компоновка приспособления должна отвечать следующим требованиям:
-габаритные размеры приспособления должны быть минимальными, возможными в данных условиях;
-компоновка приспособления должна обеспечивать возможность легкой установки и извлечения заготовки из приспособления;
-расположение рукояток управления приспособлением должно быть удобным с точки зрения рабочего;
-компоновка приспособления должна отвечать всем требованиям безопасности труда.
4. ТОЧНОСТНОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
Цель точностного расчета заключается в определении допусков на размеры деталей приспособления, обеспечивающих заданную точность обработки заготовки в приспособлении.
Исходными данными при точностном расчете являются:
-допуск на размер детали, получаемый при обработке заготовки на данной операции;
-схема установки заготовки в приспособлении и приспособления на станке;
-сведения о размерах, конструкции и материале установочных элементов приспособления;
-схема закрепления заготовки в приспособлении.
Точностной расчет выполняется в последовательности.
4.1.Рассчитывается допустимая погрешность установки заготовки
вприспособлении. Для этого используется формула для определения суммарной погрешности обработки заготовки на данной операции:
ω =  ∆2y +Ε2y +∆2н +3∆2u +3∆2T ∑∆Φ,
∆2y +Ε2y +∆2н +3∆2u +3∆2T ∑∆Φ,
где ∆y – погрешность обработки, возникающая вследствие упругих деформаций системы СПИД; Еу – погрешность установки заготовки в приспособлении; ∆н – погрешность статической настройки системы СПИД; ∆и – погрешность обработки, возникающая вследствие размерного износа режущего инструмента; ∆Т – погрешность, возникающая вследствие температурных деформаций системы СПИД; ∑∆Φ – суммарная погрешность формы обработанной поверхности.

7
Для того, чтобы после обработки выходили годные детали, необходимо соблюдение следующего условия:
ω ≤δ ,
где δ - допуск на размер, получаемый на данной операции.
С учетом этого условия максимальная допустимая величина погрешности установки заготовки в проектируемом приспособлении определяется по формуле
Ey =  (δ −Σ∆Ф)2 −∆2y −∆2н −3∆2и −3∆2Т .
(δ −Σ∆Ф)2 −∆2y −∆2н −3∆2и −3∆2Т .
Вэтой формуле допуск δ задан на чертеже детали. Погрешность
∆y определяется по справочнику [5, c. 55…62, табл. 17]. Погрешность
∆н определяется по справочнику [5, с. 106…112, табл. 41-45] либо по
формулам [6, с. 127…132, табл. 3.11-3.13]. Погрешность ∆и определяется по формуле
∆и =1000Uol ,
где Uo – относительный износ инструмента, мкм [6, c. 122-125,
табл. 3.3-3.5]; l – путь резания, определяется по формулам, приведен-
ным в [6, c. 122-125].
Погрешность ∆Т определяется по справочникам. В настоящее время нет надежных методов определения ∆Т , поэтому в практических
расчетах принимают ∆Т = 0 либо определяют суммарную случайную
составляющую погрешности обработки
∆сл = ∆у +∆Т .
Величины ∆сл приведены в [6, с. 125-127, табл. 3.6-3.10].
Величина Σ∆Ф определяется по справочнику [5, с. 95-105, табл. 40]. Для конкретных условий обработки некоторые из перечисленных элементарных погрешностей могут быть равны нулю.
4.2. Рассчитывается погрешность, обусловленная неточностью изготовления приспособления.
Известно, что
Ey =  Eб2 + Eз2 + Eпр2 ,
Eб2 + Eз2 + Eпр2 ,
где Еб – погрешность базирования заготовки в приспособлении; Ез – погрешность закрепления заготовки в приспособлении; Епр – погрешность, обусловленная неточностью изготовления приспособления.
8
Отсюда
Eпр =  Eу2 + Eб2 + Eз2 .
Eу2 + Eб2 + Eз2 .
Здесь Ез определяется по справочнику [6, с. 142-146, табл. 3.21-
3.24].
Погрешность базирования определяется расчетом исходя из схемы установки заготовки в приспособлении. Формулы для расчета при-
ведены в [6, с. 135-139, табл. 3.19; 5, с. 70-73, табл. 25].
4.3. Рассчитывается погрешность изготовления приспособления. Известно, что
Епр =  Ес2 −Еи2 −Еизг2 ,
Ес2 −Еи2 −Еизг2 ,
где Ес – погрешность установки приспособления на станке; Еи – по-
грешность, возникающая вследствие износа установочных элементов приспособления; Еизг – погрешность изготовления приспособления.
Отсюда
Еизг =  Епр2 −Ес2 −Еи2 .
Епр2 −Ес2 −Еи2 .
Погрешность установки приспособления Ес на столе станка с
Т-образными пазами с помощью шпонок колеблется в пределах
0,01…0,02 мм.
Допустимая величина износа установочных элементов Еи задается при расчетах как исходная. Обычно величина Еи не превышает
0,01 мм.
Назначаются допуски на размеры деталей приспособления.
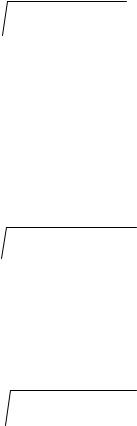
С этой целью строится размерная цепь приспособления в направлении получаемого размера Б∆ (рис. 1). Замыкающим звеном A∆ этой цепи является размер, связывающий базовые поверхности установочных элементов приспособления с базой станка.
Допуск на размер A∆ равен рассчитанному значению погрешности изготовления приспособления
ТА∆ = Еизг .
Далее из расчета размерной цепи методом max-min определяются допуски на составляющие звенья Аi размерной цепи.
9
А1 |
Б∆ |
|
А2 |
А |
А3 |
Рис.1. Схема назначения допусков на детали приспособления
При этом должно выполняться условие
п
ТА∆∑TAi ,
i=1
где n – количество составляющих звеньев размерной цепи.
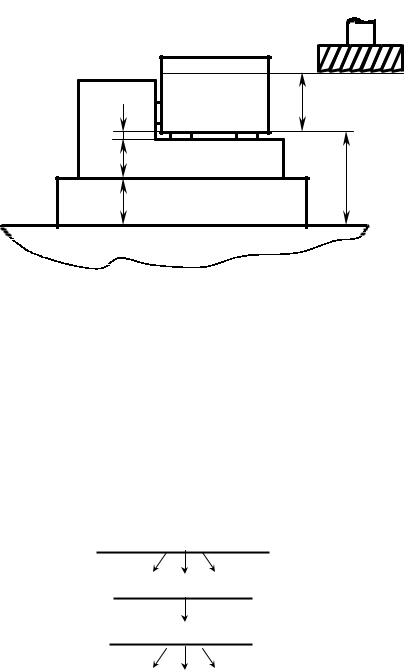
В общем случае последовательность точностного расчета приспособления можно представить следующей схемой:
δ, ∆у, ∆и, ∆н, ∆Т, Σ∆Ф
Еу, Еб, Ез
Еизг = ТА∆
ТА1, ТА2, …, ТАn
В том случае, если величина Еизг получается очень малой или да-
же отрицательной, необходимо изменить схему установки заготовки в приспособлении, либо искать пути уменьшения элементарных погреш-
ностей ∆y , ∆u , ∆н, ∆Т, Σ∆Ф, Еб , Eз, Eu , Ec .
5. СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
Цель силового расчета приспособления заключается в определении величины усилия зажима и конструктивных характеристик привода механизированных зажимных устройств диаметров пневматических