

Б.И. Коган Методы контроля и управления качеством продукции машиностроения
.pdfМинистерство образования Российской Федерации Государственное учреждение
Кузбасский государственный технический университет
Кафедра технологии машиностроения
Методы контроля и управления качеством продукции машиностроения
Методические указания к практическому занятию по курсу «качество машин» для студентов специальности 120100
«Технология машиностроения» и магистрантов
Составители Б. И. Коган
Утверждено на заседании кафедры Протокол № 9 от 20.05.02 Рекомендовано к печати учебно-методической комиссией специальности 120100 Протокол № 8 от 21.05.02
Электронная копия находится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2002
1
Цель работы: изучение методов контроля и управления качеством продукции машиностроения.
ВВЕДЕНИЕ Для исследования и анализа закономерностей формирования ка-
чества продукции машиностроения в отечественной и зарубежной практике используются статистические методы – так называемые «семь инструментов контроля качества»:
1.Расслоение.
2.Графики.
3.Диаграмма Парето.
4.Причинно - следственная диаграмма.
5.Гистограмма.
6.Диаграмма разброса.
7.Контрольные карты ( X- R, p, pn и т. п.) [ 1 ]. Перечисленные «семь инструментов контроля качества» при ре-
шении различных проблем могут использоваться как в отдельности, так и в различных комбинациях.
Решение проблемы проводится по следующей схеме: Оценка отклонений параметров от установленной нормы.
Выбор наиболее важных факторов, от которых зависит решение. Оценка важнейших факторов, являвшихся причиной появления
брака.
Совершенствование операций. Подтверждение результата.
1.ИНСТРУМЕНТЫ КОНТРОЛЯ КАЧЕСТВА
1.1.Расслоение – один из наиболее простых статистических ме-
тодов [2].
Если предполагается, что отклонения связаны с условиями изготовления, то следует проводить сравнительное изучение измеренных показателей по отдельным слоям – раздельно по машинам и оборудованию, отдельно по каждому оператору, отдельно по исходному сырью, отдельно по бригадам, раздельно по дневной и ночной сменам и т.д.
1.2.Графики (в виде ломаной линии, столбчатые, круговые, ленточные, Z-образные) – дают возможность не только оценить состояние на данный момент, но и спрогнозировать более отдаленный результат по тенденциям процесса, которые можно в них обнаружить.
2
1.3. Диаграмма Парето. В деятельности фирм, предприятий постоянно возникают всевозможные проблемы, решению которых может способствовать использование диаграммы Парето: трудности с оборотом кредитных сумм, с освоением новых правил принятия заказов; появление брака, неполадок оборудования; удлинение времени от выпуска партий изделий до ее сбыта; наличие на складах продукции, лежащей «мертвым грузом»; поступление рекламаций, количество которых не уменьшается, невзирая на старания повысить качество; задержка сроков поставок исходного сырья и материалов и т.д.
Диаграмма Парето используется и в противоположном случае, когда положительный опыт отдельных цехов или подразделений хотят внедрить на всем предприятии. С помощью диаграммы Парето выявляют основные причины успехов и широко пропагандируют эффективные методы работы.
При использовании диаграммы Парето для контроля важнейших факторов наиболее распространенным методом анализа является так называемый АВС-анализ. Допустим, на складе находится большое число деталей – 1000, 3000 и более. Проводить контроль всех деталей одинаково, без всякого различия, очевидно, неэффективно. Если же эти детали разделить на группы, допустим, по их стоимости, то на долю группы наиболее дорогих деталей, составляющих 20-30% от общего числа хранящихся на складе, придется 70-80% от общей стоимости всех деталей, а на долю группы самых дешевых деталей, составляющих 40-50% от всего количества деталей, придется всего 5-10% от общей стоимости.
Назовем первую – группой А, вторую – группой С. Промежуточную группу, стоимость которой составляет 20-30% от общей стоимости, назовем группой В. Теперь ясно, что контроль деталей на складе будет эффективным в том случае, если контроль деталей группы А будет самым жестким, а контроль деталей группы С упрощенным.
Такой анализ широко применяется для контроля складов, клиентуры, денежных сумм, связанных со сбытом, и т.д.
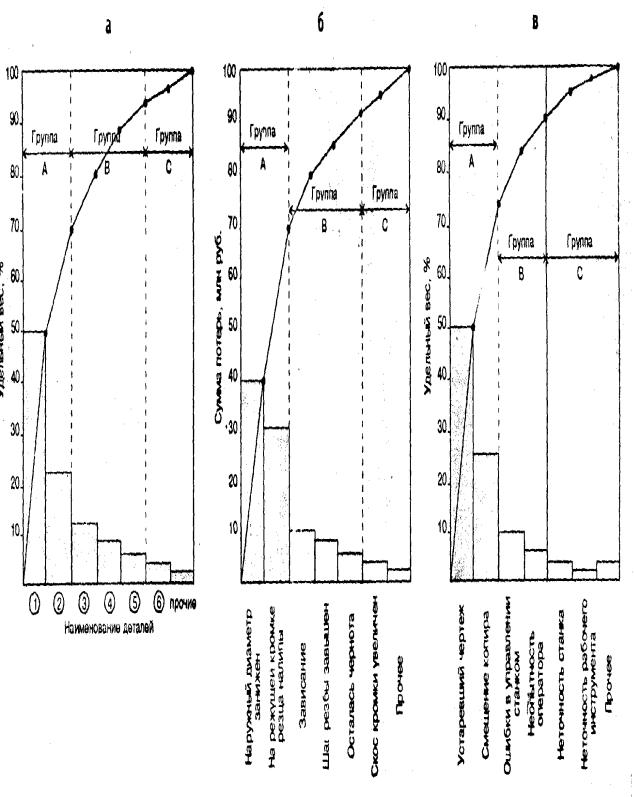
Диаграмма Парето для решения таких проблем, как появление брака, неполадки оборудования, контроль деталей на складах и т.д., строится в виде столбчатого графика. Диаграмма составляется не в одном варианте. Рекомендуется составлять несколько вспомогательных диаграмм, входящих в состав группы А, с тем чтобы, последовательно анализируя их, в конечном итоге составить отдельную диаграмму Парето для конкретных явлений недоброкачественности.
3
На рис. 1 изображены диаграммы Парето: а – в которой конкретно рассматриваются детали; б – в которой отражаются явления дефектности в детали, обозначенной единицей в кружке 1; в – в которой отражаются причины одного конкретного дефекта.
Диаграмму Парето целесообразно применять вместе с причинноследственной диаграммой. Чтобы решить серьезную проблему, связанную с низким качеством изделия, необходимо уяснить сущность явления по каждому конкретному виду дефекта.
Вподобной ситуации собирают по возможности большее число заинтересованных лиц и начинают всесторонне изучать коренную причину недоброкачественности (от мелкой причины до конечной). В результате останавливаются на четырех-пяти причинах, требующих первоочередного внимания.
После проведения корректирующих мероприятий диаграмму Парето можно вновь построить для изменившихся в результате коррекции условий и проверить эффективность проведенных улучшений.
Всложной экономической жизни предприятия проблемы могут возникнуть в любой момент в любом подразделении. Анализ этих проблем всегда целесообразно начинать с составления диаграммы Парето.
Сих помощью можно анализировать широкий круг проблем, относящихся практически к любой сфере деятельности.
Финансовая сфера: анализ себестоимости изделий отдельно по видам изделий; анализ сбыта; анализ соотношения затрат на деятельность по контролю факторов; анализ прибыли отдельно по видам изделий; анализ процента прибыли и т. д.
Сфера сбыта: анализ прогноза потребителей отдельно по видам изделий; анализ выручки от продажи изделий отдельно по продавцам и по материалам; анализ случаев получения рекламаций отдельно по содержанию рекламаций и анализ суммы потерь от рекламаций; анализ числа возвращенных изделий отдельно по видам изделий; анализ выручки отдельно по сумме выручки, отдельно по видам изделий и т. д.
4
Рис.1. Диаграммы Парето
Сфера материально-технического снабжения: анализ числа случа-
ев специального отбора по видам сырья и материалов; анализ числа дней задержки поставок отдельно по видам сырья и материалов; анализ де-
5
нежных потерь в результате бесполезной задержки на складах отдельно по видам сырья и материалов и т. д.
Сфера производства: анализ числа переделок отдельно по рабочим участкам; анализ числа неполадок отдельно по станкам; анализ качества отдельно по условиям рабочих операций; анализ процента брака отдельно по дням недели; анализ случаев остановки процесса отдельно по процессам; анализ случаев поломок отдельно по рабочим участкам и т. д.
Сфера делопроизводства: анализ числа предложений отдельно по сотрудникам (по кружкам качества); анализ числа дней обработки документов отдельно по предложениям; анализ числа ошибок в накладных отдельно по видам накладных; анализ процентов выполнения плана отдельно по подразделениям и т. д.
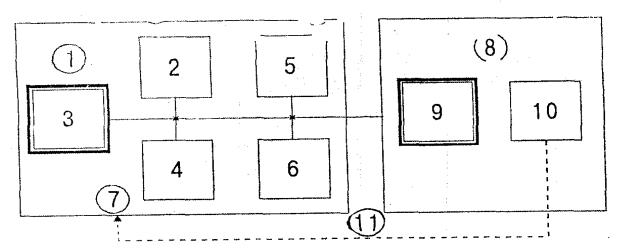
1.4. Причинно - следственная диаграмма Исикавы (рис. 2)
Рис. 2. Причинно-следственная диаграмма:
1 — система причинных факторов; 2 — материалы; 3 - основные факторы производства; 4 — оператор; 5 — оборудование; б — метод операций; 7 — процесс; 8 — следствие; 9 — характеристики качества; 10 — данные; 11 — процесс контролируется качеством
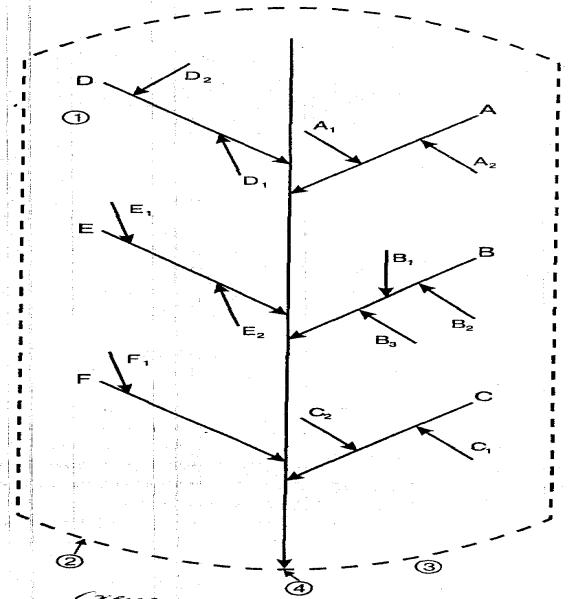
В Японии процесс производства рассматривается как взаимодействие 4М: Material (материал)+ Machine (оборудование) + Man (оператор) +Method (метод). Графически причинно – следственная диаграмма представлена на рис.2 и 3. Из рис.3. характеристики качества, являющиеся следствием, определяют различные причины - А, В, С и т.д.
Эти причины являются, в свою очередь, следствием других при-
чин: А1, А2 – для следствия А; В1,В2, В3 – для следствия В и т.д.
При поиске причин важно помнить, что характеристики, являющиеся следствием, обязательно испытывают разброс. Поиск среди этих причин факторов, оказывающих особенно большое влияние на
6
разброс характеристик (т.е. на результат), называют исследованием причин.
При составлении причинно-следственной диаграммы подбирают максимальное число факторов, имеющих отношение к характеристике, которая вышла за пределы допустимых значений.
Рис. 3. Схема причинно - следственной диаграммы: 1 — система причинных факторов; 2 — факторы испытывают разброс; 3 — характеристика (следствие); 4 — характеристика испытывает разброс
1.5. Гистограмма — позволяет оценить состояние качества. Гистограмма представляет собой столбчатый график, построенный по полученным за определенный период (час, неделю, месяц) данным, которые разбиваются на несколько интервалов. Число данных, попавших в каждый из интервалов (частота), выражается высотой столбика.
7
Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений. Благодаря простоте построения и наглядности гистограммы нашли применение в различных областях:
—для анализа значений показателей качества, таких как размеры, масса, механические характеристики, химический состав, выход продукции и т. д. при контроле готовой продукции, при приемочном контроле, при контроле процесса в самых разных сферах деятельности;
—для анализа чистого времени операций, времени износа режущей поверхности и т. д.;
—для анализа числа бракованных изделий, числа дефектов, числа поломок и т. д.
Полученная в результате анализа гистограммы информация может быть легко использована для построения и исследования причин- но-следственной диаграммы, что повысит обоснованность мер, намеченных для улучшения процесса.
1.6. Диаграмма разброса - применяется для исследования зависимости между двумя видами данных, например для анализа зависимости сопротивления удару от давления, при котором производилась обработка, и т. д.
Диаграмма разброса, так же как и метод расслоения, используется для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы.
Диаграмма разброса строится как график зависимости между двумя параметрами. Если на этом графике провести линию медианы, он позволяет легко определить, имеется ли между этими двумя параметрами корреляционная зависимость.
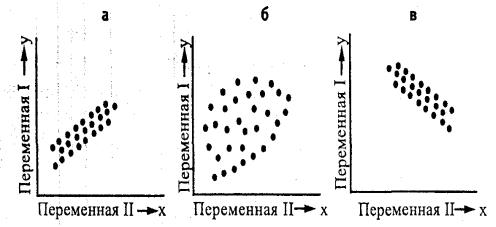
Диаграмма разброса (рассеяния) строится в таком порядке: по горизонтальной оси откладываются измерения величин одной переменной, а по вертикальной оси — другой переменной. Вид типичной диаграммы рассеяния представлен на рис. 4.
1.7. Контрольные карты - используются в виде графиков, полученных в ходе технологического процесса. Графики отражают динамику процесса. Применяют различные контрольные карты: Х - R , медиан,
р-карты (дефектной продукции), рn-карты, с-карты [1].
8
Рис.4. Диаграмма разброса (рассеяния):
а— положительная взаимосвязь; б — нет взаимосвязи;
в— отрицательная взаимосвязь
Для более полной реализации планов повышения качества продукции на основе системного подхода в условиях взаимодействия всего коллектива предприятия применяются новые семь методов контроля и управления качеством. Рассмотрим их сущность.
2. НОВЫЕ СЕМЬ МЕТОДОВ КОНТРОЛЯ И УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ
2.1. Диаграмма сродства служит для определения причин нарушения процесса и их систематизации в целях облегчения поиска мер, направленных на их исключение.
При этом важным оказывается вопрос, как изменить существующую систему обеспечения качества, чтобы она соответствовала новым требованиям. Каждая такая система характеризуется множеством словесных данных. Диаграмма сродства представляет собой метод систематизации основных проблем, требующих решения, подобранных по принципу сродства того количества словесных данных, которое относится к этим проблемам.
Например. «Какими должны стать условия на предприятии, начиная с данного момента времени?» Иными словами, в диаграмме определяются наиболее важные конкретные проблемы, требующие решения.
2.2. Диаграмма зависимостей составляется для того, чтобы проблемам, требующим разрешения и зафиксированным в диаграмме сродства, поставить в соответствие основные причины, вызвавшие их появление, например диаграмма зависимостей, указывающая причины несовпадения параметров опытных образцов изделия его проекту.
2.3. Системная (древовидная) диаграмма используется в каче-
стве метода системного определения оптимальных средств решения
9
возникших проблем и строится в виде многоступенчатой древовидной структуры, элементами которой являются различные средства и способы решения.
2.4.Матричная диаграмма выражает соответствие определенных факторов и явлений различным причинам их появления и средствам устранения их последствий, а также степень взаимных зависимостей этих факторов, причин их возникновения и мер по их устранению.
2.5.Стрелочная диаграмма используется на этапе составления оптимальных планов тех или иных мероприятий после того, как определены проблемы, требующие решения, намечены необходимые меры, определены сроки и размечен ход осуществления запланированных мер, т. е. после составления первых четырех диаграмм.
2.6.Диаграмма планирования оценки процесса применяется для оценки сроков и правильности осуществления программы и возможности корректирования тех или иных мероприятий в ходе их выполнения в соответствии со стрелочной диаграммой в случаях решения сложных проблем в области научных разработок, в области производства при хроническом появлении брака, при получении крупных заказов со стороны и т. д.
В этом случае вначале составляют программу и, если на промежуточных этапах ее реализации возникнут отклонения от намеченных пунктов, внимание сосредоточивают на мероприятиях, приводящих процесс в соответствие с программой. В тех случаях, когда в ходе выполнения программы складывается непредвиденная ситуация, которую нельзя было учесть заранее, необходимо составить новую программу, лишенную прежних недостатков.
2.7.Анализ матричных данных. Это метод графического представления в нескольких двухмерных плоскостях. Анализ матричных данных соответствует методу анализа составляющих, типичным примером которого является метод многофакторного анализа. В области обеспечения качества применение перечисленных выше методов наиболее эффективно на этапе разработки новой продукции и подготовки производства; для выработки мер, направленных на снижение брака и уменьшение рекламаций; повышения надежности и безопасности; обеспечения объективности контроля и т.д.