

Я.Б. Игнатьев Работа роботизированной сборочной линии при отказах оборудования
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственное образовательное учреждение высшего профессионального образования
“КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ”
Кафедра информационных и автоматизированных производственных систем
РАБОТА РОБОТИЗИРОВАННОЙ СБОРОЧНОЙ ЛИНИИ ПРИ ОТКАЗАХ ОБОРУДОВАНИЯ
Методические указания к лабораторной работе по курсу “Компьютерная имитация и анимация” для студентов специальности 210200 “Автоматизация технологических процессов и производств (в машиностроении)”
Составители Я.Б. Игнатьев В.Л. Конюх
Утверждены на заседании кафедры Протокол № 8 от 16.05.03
Рекомендованы к печати учебно-методической комиссией по специальности 210200 Протокол № 99 от 27.05.03
Электронная копия находится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2003

1
1. ЦЕЛЬ РАБОТЫ
Цель работы – оценка способов сохранения работоспособности роботизированной сборочной линии при отказах роботов. При выполнении работы студенты должны сопоставить разные методы обеспечения отказоустойчивости путем компьютерной имитации работы сборочной линии в нормальном режиме и при появлении отказов.
2. ОТОБРАЖЕНИЕ ПРОЦЕССА СБОРКИ В ВИДЕ СЕТИ ПЕТРИ
Сеть Петри представляет собой ориентированный граф с вершинами двух типов: позициями Pi и переходами Tj (рис.1). По двум транспортным системам (Р3 и Р4) два типа заготовок поступают сборочному роботу (Р5), где из них собирается готовый продукт.
Рис. 1. Пример сети Петри
Динамика процесса сборки отображается движением маркеров через переходы от начальной к конечным позициям. Маркеры задерживаются в промежуточных позициях на время выполнения технологических операций. Логика процесса сборки задается правилами движения маркеров через переходы Tj [1]:
1.Если к переходу Tj подходит более одной дуги, то он открывается после выполнения последней операции в позициях, из которых к нему подходят дуги.
2.Дуга может иметь кратность, соответствующую числу проходящих через нее маркеров. Переход разрешен, если число маркеров во входной позиции не меньше кратности дуги из этой позиции.
3.Если к переходу подходит несколько дуг, а выходит одна дуга, то несколько маркеров сливаются в один. Если к переходу подходит
2
одна дуга, а выходят несколько дуг, то после перехода один маркер делится на несколько по числу дуг.
4.Переходы могут иметь разные приоритеты. В этом случае маркер сначала движется через переход с более высоким приоритетом.
5.Ингибиторная дуга (с кружком вместо стрелки) запрещает открывание перехода Tj, если в позиции, откуда она выходит, имеется маркер.
3.РАБОТА С ИМИТАТОРОМ NETSTAR
Имитатор NETSTAR разработан для компьютерной имитации дискретных процессов, представленных сетями Петри. Сеть Петри строят в модуле “Граф сети” или вводят в модуле “Структура сети”.
1. Работа с модулем “Граф сети”
Модуль открывают нажатием кнопки ( ). Модель собирают путем переноса элементов сети из левой части экрана на рабочее поле. Параметры элементов сети Петри (времена задержек, приоритеты, кратности) задают нажатием кнопки “Редактирование” и выбором соответствующего элемента. Комментарии к сети Петри можно ввести нажатием кнопки “Текст”. Имитационный эксперимент запускается нажатием кнопки “Запуск”. После ее нажатия задают:
). Модель собирают путем переноса элементов сети из левой части экрана на рабочее поле. Параметры элементов сети Петри (времена задержек, приоритеты, кратности) задают нажатием кнопки “Редактирование” и выбором соответствующего элемента. Комментарии к сети Петри можно ввести нажатием кнопки “Текст”. Имитационный эксперимент запускается нажатием кнопки “Запуск”. После ее нажатия задают:
-время имитационного эксперимента;
-шаг имитации (если выбран пункт Options | Фиксировать шаг времени)
-число проходов (повторений имитационного эксперимента)
-начальную и конечную позиции, между которыми проводится эксперимент.
2. Работа с модулем “Структура сети”
Модуль открывают нажатием кнопки ( ). Появляются формы для ввода пользователем матрицы инциденций, матрицы ингибиторных дуг, вектора начальной маркировки, вектора временных задержек, вектора приоритетов переходов и вектора максимальных емкостей позиций. Созданная таким образом сеть Петри не отображается в окне “Граф сети”.
). Появляются формы для ввода пользователем матрицы инциденций, матрицы ингибиторных дуг, вектора начальной маркировки, вектора временных задержек, вектора приоритетов переходов и вектора максимальных емкостей позиций. Созданная таким образом сеть Петри не отображается в окне “Граф сети”.
Имитационный эксперимент запускается нажатием кнопки “Запуск”. После ее нажатия задают:
- время имитационного эксперимента;

3
-шаг имитации (если выбран пункт Options | Фиксировать шаг времени);
-число проходов (повторений имитационного эксперимента);
-начальную и конечную позиции, между которыми проводится эксперимент.
3. Результаты имитационного эксперимента
Модуль открывается нажатием кнопки ( ). Появляется матрица текущей маркировки, которая показывает размещение маркеров в позициях сети Петри на каждом шаге модельного времени. Оценивая движение маркеров между заданными позициями, пользователь определяет время рабочего цикла или производительность системы с заданными параметрами элементов.
). Появляется матрица текущей маркировки, которая показывает размещение маркеров в позициях сети Петри на каждом шаге модельного времени. Оценивая движение маркеров между заданными позициями, пользователь определяет время рабочего цикла или производительность системы с заданными параметрами элементов.
4. СОХРАНЕНИЕ РАБОТОСПОСОБНОСТИ ЛИНИИ ПРИ ОТКАЗАХ РОБОТОВ
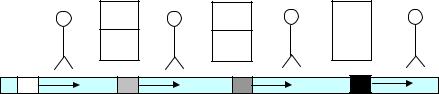
Роботизированная сборочная линия представляет собой шаговый конвейер, вдоль которого размещены роботы R1, …, R(N), последовательно выполняющие сборочные операции (рис.2).
R1 R2 … R(N)
Рис. 2. Роботизированная сборочная линия
Отказ любого робота приводит к прекращению процесса сборки. Поскольку робот является универсальным механическим устройством, перепрограммируемым на различные операции, то для сохранения работоспособности сборочной линии можно перераспределять программы отказавшего робота между оставшимися роботами. Для этого необходимо выполнить условия:
- каждый робот должен, кроме собственной программы, иметь программы соседних роботов;
4
-каждый робот должен иметь доступ к комплектующим, которые используются предыдущим или последующим роботами;
-каждый робот должен получать информацию о состоянии остальных роботов в линии.
Работоспособность сборочной линии может быть обеспечена двумя способами:
-программа отказавшего робота передается соседнему роботу, который кроме нее выполняет также свою программу (кооперативный метод). Интервал подачи деталей на конвейер должен быть увеличен для избежания смешивания собранных и не собранных отказавшим роботом деталей;
-на конце линии устанавливают резервный робот (редундантный метод). Поскольку место отказа предсказать невозможно, а место резервного робота должно быть постоянным, то после отказа одного из роботов резервный робот начинает выполнять операции последнего робота в линии, причем оставшиеся роботы меняют свои программы.
5.ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
В работе требуется найти зависимость производительности от длительности отказа для каждого из двух типов отказоустойчивой сборочной линии:
-линии с выполнением соседним роботом программы отказавшего робота;
-линии с вводом резервного робота и перераспределением программ между оставшимися роботами.
Первый способ обеспечения работоспособности сборочной линии основан на перераспределении операций отказавшего робота между оставшимися роботами. Сборочная линия с кооперативным поведением
агентов состоит из трех роботов r1, r2, r3, между которыми размещены накопители с комплектующими деталями для смежных роботов P1, P2, P3 (рис.3). При отказе любого робота rm его функции перераспределяются между соседними роботами. Таким образом, функции отказавше-
го робота r1 будет выполнять следующий робот r2, робот r3 будет выполнять собственную операцию и операцию второго робота. Также при
отказе робота r2 робот r3 будет выполнять собственную операцию и операцию робота r2. В случае отказа робота r3 робот r2 будет выполнять собственную операцию и операцию третьего робота.

|
|
5 |
r1 |
r2 |
r3 |
|
P1 |
P2 |
|
P2 |
P3 |
Рис. 3. Сборочная линия с кооперативным поведением агентов
Имитационная модель работы такой сборочной линии представлена на рис. 4.
Рис. 4. Имитационная модель сборочной линии с кооперативным поведением роботов
Описание сети Петри
1.Позиция P10 представляет собой входной накопитель, количество маркеров в ней соответствует количеству заготовок.
2.Позиции Р11 и Р12 задают соответственно интервал подачи заготовок на конвейер в нормальном режиме и при отказе робота.
3.Позиция Р15 – выполнение собственной программы сборки первым роботом.
6
4.Позиция Р19 – перемещение заготовки, обработанной первым роботом, ко второму роботу. Позиция Р20 – перемещение заготовки, не обработанной первым роботом, ко второму роботу.
5.Позиция Р23 – выполнение собственной программы сборки вторым роботом (нормальный режим). Позиция Р24 – выполнение вторым роботом собственной программы сборки и программы сборки третьего робота (отказ третьего робота). Позиция Р25 – выполнение вторым роботом программы сборки первого робота (отказ первого робота).
6.Позиция Р34 – перемещение заготовки, обработанной по программе второго робота, к позиции третьего робота. Позиция Р35 – перемещение готового продукта к позиции третьего робота. Позиция Р36
–перемещение заготовки, обработанной по программе первого робота, к позиции третьего робота.
7.Позиция Р40 – выполнение собственной программы сборки третьим роботом (нормальный режим). Позиция Р41 – выполнение третьим роботом программы сборки второго робота и собственной программы сборки (отказ второго робота).
8.Р46 – перемещение готового продукта в выходной накопитель.
9.Р47 – выходной накопитель, количество маркеров в нем соответствует количеству произведенных продуктов.
10.Позиции Р1, Р4 и Р7 позволяют задать время наступления отказа соответственно первого, второго и третьего робота. Позиции Р2, Р5 и Р8 позволяют задать продолжительность отказа соответственно первого, второго и третьего робота.
Задание
1.Вызовите имитационную модель линии с выполнением соседним роботом программы отказавшего робота.
2.Смоделируйте отказ первого робота. Для этого поместите маркер в позицию Р1, задайте продолжительность отказа 100 секунд, изменив для этого время задержки в позиции Р2. Изменяя продолжительность отказа от 100 секунд до 800 с шагом в 100 секунд, оцените производительность.
3.Смоделируйте отказ второго робота. Уберите маркер из позиции Р1 и поместите маркер в позицию Р4, задайте продолжительность отказа 100 секунд, изменив для этого время задержки в позиции Р5.
7
Изменяя продолжительность отказа от 100 секунд до 800 с шагом в
100секунд, оцените производительность.
4.Смоделируйте отказ третьего робота. Уберите маркер из позиции Р4 и поместите маркер в позицию Р7, задайте продолжительность отказа 100 секунд, изменив для этого время задержки в позиции Р8. Изменяя продолжительность отказа от 100 секунд до 800 с шагом в
100секунд, оцените производительность.
5.Постройте графики изменения производительности при отказе каждого из трех роботов. Общее время работы сборочной линии составляет 1 час.
В зависимости от времени операции сборки предлагается двадцать вариантов (табл. 1).
|
|
Таблица 1 |
|
|
|
Вариант |
Имя файла |
Время выполнения |
|
|
сборочной операции, с |
1 |
CoopLine_01.gpn |
10 |
2 |
CoopLine_02.gpn |
7 |
3 |
CoopLine_03.gpn |
16 |
4 |
CoopLine_04.gpn |
12 |
5 |
CoopLine_05.gpn |
20 |
6 |
CoopLine_06.gpn |
23 |
7 |
CoopLine_07.gpn |
26 |
8 |
CoopLine_08.gpn |
19 |
9 |
CoopLine_09.gpn |
8 |
10 |
CoopLine_10.gpn |
25 |
11 |
CoopLine_11.gpn |
9 |
12 |
CoopLine_12.gpn |
18 |
13 |
CoopLine_13.gpn |
21 |
14 |
CoopLine_14.gpn |
6 |
15 |
CoopLine_15.gpn |
11 |
16 |
CoopLine_16.gpn |
15 |
17 |
CoopLine_17.gpn |
30 |
18 |
CoopLine_18.gpn |
27 |
19 |
CoopLine_19.gpn |
35 |
20 |
CoopLine_20.gpn |
33 |
8
Оформление результатов работы
По результатам экспериментов заполните следующую таблицу
(табл. 2).
Таблица 2
Производительность сборочной линии с выполнением соседним роботом программы отказавшего робота
|
|
Продолжительность отказа, с |
|
|||||
|
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
Производительность при |
|
|
|
|
|
|
|
|
отказе робота r1 |
|
|
|
|
|
|
|
|
Производительность при |
|
|
|
|
|
|
|
|
отказе робота r2 |
|
|
|
|
|
|
|
|
Производительность при |
|
|
|
|
|
|
|
|
отказе робота r3 |
|
|
|
|
|
|
|
|
Второй тип отказоустойчивой сборочной линии предполагает ввод резервного робота rz в конце линии с тремя роботами (рис. 5). Промежуточные накопители P1, P2, P3 содержат комплектующие детали, необходимые для выполнения сборочных операций смежными роботами.
При отказе m-го робота его операции должен выполнять (m+1)-й робот, операции (m+1)-го робота должен выполнять (m+2)-й робот, а операции последнего третьего робота должен выполнять резервный робот. Для этого каждому роботу необходимо иметь две программы: собственную программу и программу предыдущего робота. Резервный робот rz имеет программу только предыдущего робота r3.
r1 |
r2 |
r3 |
rz |
|
P1 |
P2 |
P3 |
|
P2 |
P3 |
|
|
|
Рис. 5. Сборочная линия с резервным роботом

9
Имитационная модель работы такой сборочной линии представлена на рисунке 6.
Рис. 6. Имитационная модель отказоустойчивой сборочной линии с резервным роботом
Описание сети Петри
1.Позиция P10 представляет собой входной накопитель, количество маркеров в ней соответствует количеству заготовок.
2.Позиция Р11 задает интервал подачи заготовок на конвейер.
3.Позиция Р14 – выполнение собственной программы сборки первым роботом.
4.Позиция Р18 – перемещение заготовки, обработанной первым роботом, ко второму роботу. Позиция Р19 – перемещение заготовки, не обработанной первым роботом, ко второму роботу.
5.Позиция Р22 – выполнение собственной программы сборки вторым роботом (нормальный режим). Позиция Р24 – выполнение вторым роботом программы сборки первого робота (отказ первого робота).
6.Позиция Р29 – перемещение заготовки, обработанной по программе второго робота, к позиции третьего робота. Позиция Р30 – перемещение заготовки, обработанной по программе первого робота, к позиции третьего робота.
7.Позиция Р33 – выполнение собственной программы сборки третьим роботом (нормальный режим). Позиция Р35 – выполнение третьим роботом программы сборки второго робота (отказ первого или второго робота).