

Продолжение табл. 73
ШПЛИНТЫ
И ШТИФТЫ
Примечания. 1. Стандартные длины указаны между ступенчатыми линиями.
2. Относится только к насеченным штифтам, изготовленным из автоматной стали.
Диаметр отверстия под насеченный штифт должен быть равен номинальному диаметру штифта d]. Поле допуска диаметра отверстия - HI 1.
По краям насечек диаметр штифта d2 превышает номинальный диаметр d{. Вследствие этого штифты, запрессованные в отверстие, равное номинальному диаметру образуют прочное соединение.
Пример условного обозначения насеченного штифта с номинальным диаметром dt = 6 мм и номинальной длиной / = 50 мм, без покрытия по ГОСТ Р ИСО 8742-93:
Штифт 6x50 ГОСТ Р ИСО 8742-93
То же, с химическим окисным покрытием, пропитанным маслом:
Штифт 6 х 50 Хим. Оке. прм.ГОСТР ИСО 8742-93
Дополнительные источники
Болты с шестигранной головкой диаметром до 48 мм. Конструкция и размеры: Сборник. М.: ИПК Издательство стандартов. 2001. Краткий справочник конструктора нестан
дартного оборудования. В 2-х томах. Под ред. В.И. Бакуменко. М.: Машиностроение. 1997.
Орлов П.И. Основы конструирования: Справочно-методическое пособие. В 2-х томах. М.: Машиностроение. 1988.
Глава VII
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
Рукоятки с шаровой головкой (по ГОСТ 3055-69 в ред. 1990 г.)
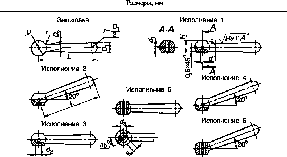
Размер d] - после сборки. Отверстие d\ под штифт просверлить насквозь и развернуть с полем допуска Н7.
*
Шероховатость поверхности после
покрытия.
Обозначение
рукояток
Испол
нение
L
D
А
А
Н
h
d
(Н7)
4
d2
4
(Dll)
г
Масса,
кг
7061-0001
Заготовка
63
16
10
7
-
-
-
-
-
-
-
1,6
0,042
0002
0003
1
2
12,0
5,0
8
3
-
-
-
0,036
0004
0005
3
4
-
М8
-
-
0,036
0006
0007
5
6
-
-
7,0
5
0,037
0008
Заготовка
80
20
13
9
-
-
-
-
-
-
-
1,6
0,086
0009
0010
1
2
14,5
6,0
10
3
-
-
-
0,074
ООП
7061-0012
3
4
-
мю
-
-
0,076
Продолжение
табл. 1
Обозначение
рукояток
Испол
нение
L
D
D,
Ог
И
А
d
(Н7)
dx
d2
dt
(Dll)
r
Масса,
кг
7061-0013
0014
5
6
80
20
13
9
14,5
6,0
-
3
-
9,9
7
1,6
0,077
0015
Заготовка
100
25
16
11
-
-
-
-
-
-
-
2,5
0,164
0016
0017
1
2
19,0
8,0
12
4
-
-
-
0,141
0018
0019
3
4
-
М12
-
-
0,142
0020
0021
5
6
-
-
12,7
9
0,414
0022
Заготовка
125
32
20
14
-
-
-
-
-
-
-
2,5
0,327
0023
0024
1
2
24
10
16
5
-
-
-
0,278
0025
0026
3
4
-
М16
-
-
0,285
0027
0028
5
6
-
-
15
11
0,297
0029
Заготовка
160
40
25
18
4
0,665
0030
0031
1
2
30
12,5
20
6
-
-
-
0,564
0032
0033
3
4
-
М20
-
-
0,577
0034
7061-0035
5
6
-
-
19,3
14
0,591
Пример
обозначения рукоятки
с шаровой головкой исполнения 1, длиной
£=63
мм: Рукоятка
7061-0002 ГОСТ 3055 69.
Технические требования к рукояткам по ГОСТ 3055-69 (табл. 1).
Материал - сталь 45. Допускается применять сталь других марок с механическими свойствами не ниже, чем у стали 45.
Твердость головок рукояток исполнений 5 и6-36,5...41,5 HRC.
Неуказанные предельные отклонения размеров: отверстий - Н14, валов - Ы4, остальных ± t2I 2.
Резьба - по ГОСТ 24705-2004. Поле допуска резьбы - 6Н по ГОСТ 16093-2004.
Покрытие наружных поверхностей рукояток всех исполнений - Х18.м (обозначение покрытия - по ГОСТ 9.306-85).
Технические требования к рукояткам по ГОСТ 8923-69 и ГОСТ 8924-69 (табл. 2). Материал рукоятки - сталь 45. Допускается применять сталь других марок с механическими свойствами не ниже, чем у стали 45.
Неуказанные предельные отклонения размеров: отверстий - Н14, валов - Ы4, остальных ±t2l 2.
Резьба - по ГОСТ 24705-2004. Поле допуска резьбы - 6g. Покрытие рукояток (кроме поверхностей d и d\) - Х18.м (обозначение покрытия - по ГОСТ 9.306-85). Допускается применение других видов покрытий по соглашению между изготовителем и потребителем.
При сборке резьбовой конец пол шаровую ручку (дет. 2) смазать эпоксидной смолой или клеем, предназначенным для склеивания пластмассовых и металлических поверхностей.
Пример обозначения цилиндрической рукоятки исполнения 1 ,d= 8 мм, L = 80 мм:
Рукоятка 7061-0061 ГОСТ 8923-69.
Примеры обозначения рукоятки с шаровой ручкой исполнения 1, d= 8 мм, L = 63 мм:
Рукоятка 7061-0101 ГОСТ 8924-69;
то же, варианта рукоятки исполнения 2, d\ - = 8 мм, L = 63 мм:
Рукоятка 7061-0102 В ГОСТ 8924-69.


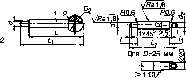


2. Рукоятки цилиндрические и с шаровой ручкой (по ГОСТ 8923-69 и 8924-69 в ред. 1990 г.)
Рукоятки цилиндрические (ГОСТ 8923-69)
Рукоятки с шаровой ручкой
(ГОСТ 8924-69)
Рукоятка - деталь 1
Исполнение 1
1*45°
•JRa
1 ,б] ДО,ВДля L свыше 140 мм <31:10 г-СУ2
ж?
Исполнение 2
I
Я0,6
вариант исполнения
cql
Исполнение 1
Вариант исполнения 2
Исполнение 2 Я0,6
■S'
3
а
♦Шероховатость поверхности после покрытия.
Размеры, мм
|
Обозначение цилиндрических рукояток по ГОСТ 8923-69 |
Обозначение рукояток с шаровой ручкой |
Обозна чение рукоят ки, деталь 1 |
Обозначение ручки шаровой, деталь 2 по МН 6-64 |
Общие размеры |
Рукоятка по ГОСТ 8923-69 |
Рукоятка - деталь 1, по ГОСТ 8924-69 | |||||||||||||||||||||||||||||
|
по ГОСТ 8924-69 |
т |
Испол нение |
d (u8) |
di |
D |
h |
/з |
5 (М3) |
1 |
L\ |
|
Масса, кг |
Li |
di |
1 |
h |
Масса, кг | ||||||||||||||||||
|
7061- |
7061- |
7061- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||
|
0059 |
0101 |
0101/001 |
|
1 |
8 |
- |
|
|
- |
- |
- |
63 |
73 |
|
0,042 |
63 |
|
|
|
0,034 | |||||||||||||||
|
0060 |
0102 |
0102/001 |
II П22 (22) |
2 |
- |
М8 |
|
10 |
2,5 |
8 |
8 |
|
|
- |
|
|
М8 |
10 |
10 |
0,033 | |||||||||||||||
|
0061 |
0103 |
0103/001 |
1 |
8 |
- |
|
|
- |
- |
- |
|
|
|
|
|
|
|
|
0,044 | ||||||||||||||||
|
0062 |
0104 |
0104/001 |
|
2 |
- |
М8 |
|
|
2,5 |
8 |
8 |
80 |
90 |
|
0,052 |
80 |
|
|
|
0,043 | |||||||||||||||