

15.10 Расчет припусков на обработку
Величина припуска зависит от толщины дефектного поверхностного слоя, припусков необходимых для промежуточных операций механической обработки (межоперационные припуски), учитывающих погрешности формы, пространственные отклонения, возникшие в предшествующей обработке, погрешности установки, допуски на операционные (промежуточные) размеры, необходимые шероховатости поверхности.
Припуск:
 ,
слогается из следующих основных величин:
-толщина дефектного слоя, подлежащая
снятию за первый черновой проход режущего
инструмента Та;
,
слогается из следующих основных величин:
-толщина дефектного слоя, подлежащая
снятию за первый черновой проход режущего
инструмента Та;
-шероховатость На на предыдущей обработке;
-суммы
припусков на все промежуточные операции,
учитывающие влияние ряда факторов
(погрешность формы ,
погрешность установки
,
погрешность установки ).
).
Коэффициент 2 в формуле означает, что припуск принят на диаметр или на 2 стороны, если припуск симметричный.
Если
припуск ассиметричный
 .
.
Очень удобно для наглядности изображать расположение припуска в разных стадиях графически.
В
качестве технико-экономического
показателя характеризующего использование
Ме принимается коэффициент использования
Ме:
 , гдеq-
чистый вес детали, Q-
черный вес детали. Вес готовой детали
к весу заготовки.
, гдеq-
чистый вес детали, Q-
черный вес детали. Вес готовой детали
к весу заготовки.
Базирование
Придание заготовке или изделию требуемого положения относительно выбранной системы координат называют базированием. Поверхность или выполняемые ту же функцию сочетания поверхностей, ось, точку, принадлежащую заготовке или изделию и используемую для базирования, называют базой. Различают проектные, конструкторские, технологические и измерительные базы.
Проектными называются базы, выбранные при проектировании изделия или техпроцесса.
Конструкторскими называют базы, используемые для определения положения детали в изделии. От конструкторских баз на чертежах проставляются размеры. Конструкторские базы бывают основные и вспомогательные. Основная база принадлежит данной детали и используется для определения ее положения в изделии. Вспомогательная база принадлежит данной детали и используется для определения положения присоединяемого к ней изделия.
Технологические базы- базы, используемые для определения положения заготовки или детали в процессе их изготовления.
Установка – процесс базирования и закрепления заготовки или детали. Различают основные и вспомогательные (искусственные) технологические базы. Основные технологические базы – поверхности, которые являются неотъемлемым элементом конструкции детали. Вспомогательные базы – поверхности, специально создаваемые на детали исходя из технологических соображений, и для работы детали в изделии они не нужны.
Измерительными называются базы, используемые для определения относительного положения заготовки или изделия и средств измерения.
Рассмотрим пример базирования детали. На рисунке показана установка 1, на ней заготовка 2, на 6-ти опорах 3 (по плоскости основания I, двум боковым сторонам II, III)
Технологическими
базами будут поверхности I,
II
и III.
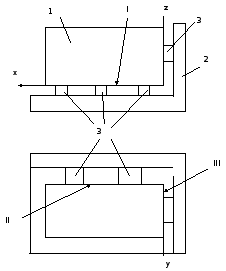
При данной схеме базирования заготовка лишена всех степеней свободы и занимает вполне определенное положение в системе координат. По лишаемым степеням свободы базы делятся на установочные, направляющие и опорные.
Установочная база лишает заготовку 3-х степеней свободы ( I ).
Направляющая база лишает заготовку 2-х степеней свободы ( II)
Опорная база –поверхность III
В качестве установочных баз могут служить обработанные и необработанные поверхности.
Необработанные поверхности называют черновыми базами, обработанные поверхности – чистовыми.