

lab5
.pdfЛАБОРАТОРНАЯ РАБОТА №5
ОБРАБОТКА ДЕТАЛЕЙ ТИПА ВАЛОВ НА ТОКАРНЫХ СТАНКАХ
Цель работы: ознакомление студентов с универсальными возможностями токарного оборудования в процессе обработки деталей типа валов и устройством токарновинторезных станков.
Краткая теоретическая часть.
Сущность процесса токарной обработки и инструмент для ее осуществления
Токарная обработка является сложным физическим процессом удаления припуска за счет стружкообразования с поверхности обрабатываемой заготовки, при котором возникают упругие и пластические деформации, процесс сопровождается большим трением, тепловыделением и т.д. В общем парке металлорежущего оборудования токарные станки составляют около 35%, поэтому токарные резцы являются наиболее распространенным и простым видом режущего инструмента. Под действием режущего инструмента обрабатываемая заготовка приобретает заданную конфигурацию, размеры и качественные характеристики поверхностного слоя.
На заготовке различают следующие поверхности (рис. 1):
-обрабатываемая поверхность – поверхность, которая будет удалена 1;
-обработанная поверхность – поверхность, полученная после снятия стружки 2;
-поверхность резания – поверхность, образуемая на обрабатываемой заготовке непосредственно режущей кромкой резца 3.
Плоскость резания – плоскость, касательная к поверхности резания и проходящая через главную режущую кромку резца 4.
Основная плоскость – плоскость, параллельная продольной и поперечной подачам
5.
Рис. 1. Поверхности обрабатываемой заготовки
Инструменты для токарной обработки
Токарные резцы* используются на токарных станках для получения из заготовок деталей с цилиндрическими, коническими, фасонными и торцевыми поверхностями, образующимися в результате вращения заготовки со скорость V и перемещения резца за один оборот заготовки на S.
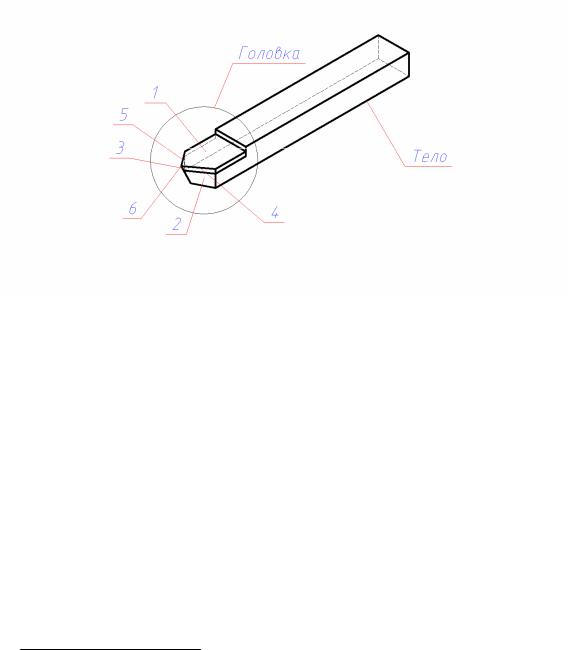
Резец состоит из головки (рабочей части) и тела (стержня), служащего для закрепления резца в резцедержателе.
Головка резца образуется посредством специальной заточки и имеет следующие элементы (рис. 2): переднюю поверхность 1; главную 2 и вспомогательную 3 задние поверхности; главную 4 и вспомогательную 5 режущие кромки; вершину резца 6.
Рис. 2. Прямой проходной токарный резец
По виду обработки токарные резцы делятся на проходные, подрезные, расточные, отрезные, прорезные, галтельные, резьбонарезные и фасонные.
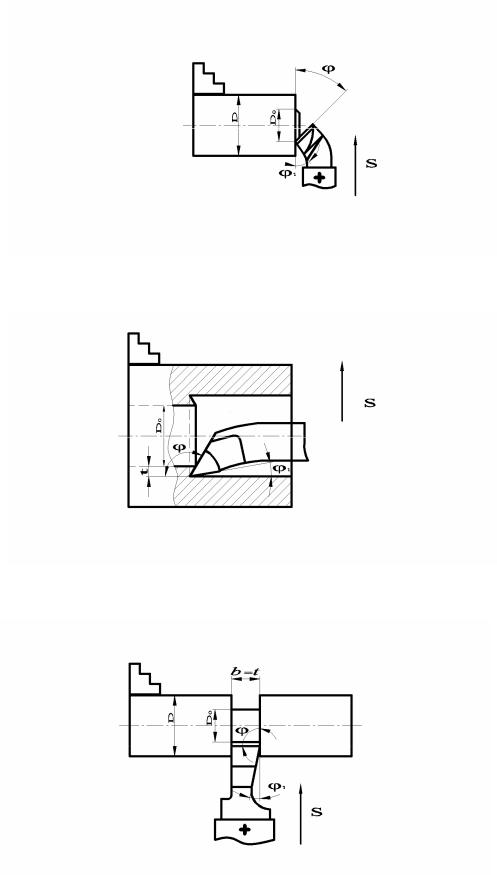
Проходные резцы применяются для обработки заготовок вдоль оси (прямой резец и отогнутый резец - рис. 3. а, б. поз. I) и для подрезки торца (рис. 3, б, поз. II). К проходным относится и резец, показанный на рис. 3 в, называемый упорным. Его применяют при продольном точении с одновременной обработкой торцевой поверхности, составляющей цилиндрической прямой угол.
Подрезные резцы (рис. 4, а) применяют для обработки заготовок в направлении, перпендикулярном или наклонном к оси ее вращения.
Расточной резец (рис. 4, б) применяется для обработки сквозных отверстий. Отрезной резец (рис. 4, в) применяется для отрезки заготовки.
*Резцы делятся на три основные группы: токарные, строгальные и долбежные.

а)
б)
в)
Рис. 3. Проходные резцы
а)
б)
в)
Рис. 4. Токарные резцы:
а – подрезной (торцевой); б – для обработки отверстий; в – отрезной
а)
б)
в)
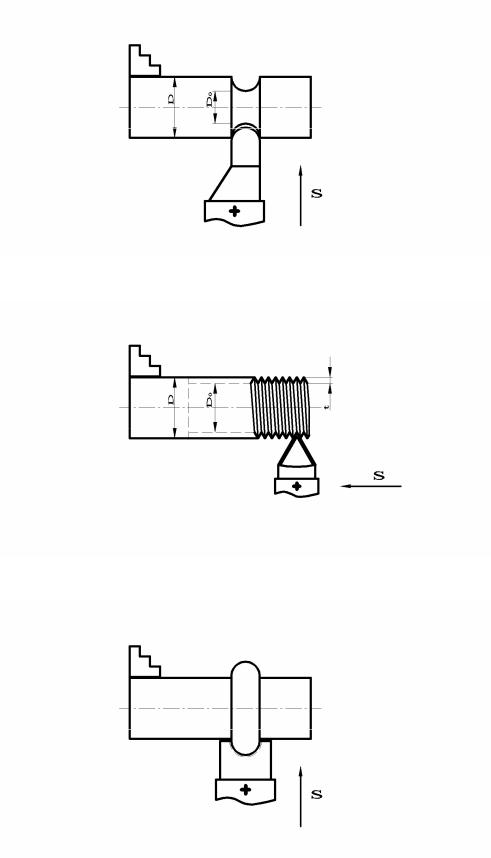
Рис. 5. Токарные резцы:
а – галтерный; б – резьбовой; в – фасонный
Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки (b), соответствующую ширине прорезаемого паза (канавки).
Галтельные резцы (рис. 5, а) применяют для протачивания закругленных канавок и переходных поверхностей.
Резьбовые резцы (рис. 5, б) применяют для нарезания наружной и внутренней резьбы.
Фасонные резцы (рис. 5, в) используют для обработки фасонных поверхностей. На токарных станках могут также осуществляться следующие методы обработки
отверстий: сверление, зенкерование, развертывание. Нарезание резьбы на наружных поверхностях может производиться посредством плашек, а на внутренних – метчиками.
Для обработки отверстий применяются следующие виды инструмента:
-сверление – спиральные сверла, сверла с прямыми канавками, перовые сверла, сверла для глубокого сверления;
-зенкерование – цельные и насадные зенкеры;
-развертывание – ручные и машинные развертки.
Угол заточки режущей части ручной развертки составляет несколько градусов. Хвостовик является цилиндрическим и оканчивается квадратом, на который одевается вороток, с помощью которого развертка вращается. Угол заточки машинной развертки составляет до 15°, хвостовик конический и вставляется в пиноль задней бабки;
-нарезание внутренней резьбы – метчики ручные и гаечные (машинные);
-растачивание – проходные и упорные расточные резцы, которые позволяют получать внутри отверстия прямоугольные уступы.
Структура технологического процесса изготовления детали
Технологическим процессом называется последовательное изменение формы, размеров, свойств материалов и полуфабрикатов в целях получения детали или изделия в соответствии с заданными техническими требованиями. Технологический процесс делится на операции.
Операция – часть технологического процесса, выполняемая на одном рабочем месте и охватывающая все последовательные действия рабочего и оборудования над одним или несколькими предметами. Название операции определяется видом обработки, например токарная операция, фрезерная и т.д. Обозначаются операции римскими цифрами. Операции делятся на переходы.
Технологическим переходом называется часть операции, характеризующаяся неизменностью обрабатываемой поверхности, рабочего инструмента и режима резания. Тех-
нологические переходы обозначаются арабскими цифрами, а установочные – буквами. Переходы подразделяют на проходы.
Рабочим проходом называется часть технологического перехода, связанная со снятием одного слоя металла при неизменности инструмента, поверхности обработки и режима резания.
Устройство токарно-винторезного станка 1к62
Токарно-винторезный станок состоит из следующих узлов (рис. 6):
-станины (служит для крепления узлов и деталей станка) 3;
-передней бабки (содержит коробку скоростей и шпиндель; коробка скоростей состоит из механизма реверсирования вращения шпинделя, скользящих блоков шестерен для регулирования вращения шпинделя и механизма перебора; шпиндель – полый вал для крепления заготовки) Б;
-задней бабки (служит для поддерживания второго конца длинной детали, кроме того в пиноли задней бабки закрепляют инструмент для обработки отверстий – сверла, зенкера и т.д.) Г;
-суппорта (состоит из продольных, поперечных – для осуществления соответствующей подачи – и верхних салазок, которые можно устанавливать под углом к оси станка; на верхних салазках имеется поворотный четырехпозиционный резцедержатель ) В;
-фартука суппорта (содержит механизмы для осуществления поступательного перемещения суппорта, которое может производиться механически или вручную) Ж;
-коробки подач (предназначена для сообщения суппорту продольных и поперечных перемещений; от коробки подач приводится в движение ходовой винт и ходовой валик; ходовой винт служит для подачи суппорта при точении, ходовой винт - для нарезании резьбы) И;
-привода быстрых перемещений (служит для ускоренных перемещений суппор-
та) Е;
-гитары сменных шестерен (служит для нарезания резьб различных типов) А.
В токарном станке различают следующие движения:
-главное движение или движение резания (вращение шпинделя с заготовкой);
-движение подачи (продольное или поперечное перемещение суппорта с режущим инструментом);
-вспомогательные движения (быстрые перемещения суппорта от специального привода).
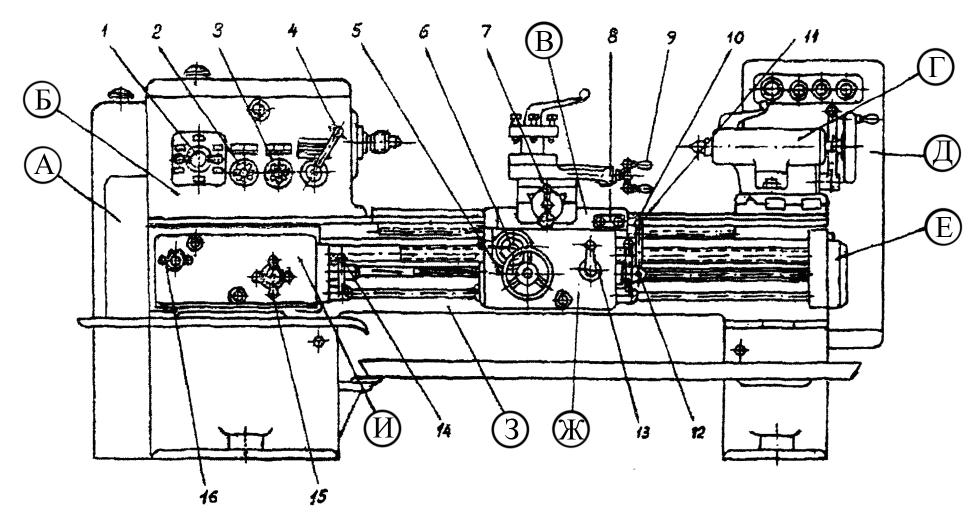
Рис. 6. Общий вид токарно-винторезного станка модели 1К62

Приспособления к токарным станкам
1.Самоцентрирующийся трехкулачковый патрон.
2.Четырехкулачковый патрон. Каждый из четырех кулачков перемещается независимо один от другого на разные расстояния от оси шпинделя.
Заготовка закрепляется в патроне при dL < 4 ,
где L – длина, d – диаметр заготовки.
3. Токарные центры для поддержания свободного конца детали. Бывают простые, у которых заготовка при вращении трется о коническую поверхность и вращающиеся, которые применяют при больших скоростях вращения заготовки. Заготовка крепится в патроне с
применением заднего центра при 4 < dL <10
4. Люнеты, предназначенные для устранения прогиба длинной детали. Люнеты бывают подвижные и неподвижные. У подвижного люнета основание крепится на суппорте и перемещается вместе с ним. Неподвижный люнет крепится на направляющих станины станка.
Люнеты применяют при dL > 10
Параметры режима резания при токарной обработке
Под режимом резания понимается совокупность значений скорости резания, подачи и глубины резания.
1. Скорость резания (V) – линейная скорость вращения поверхности заготовки в зоне резания
V = π × d × n м/мин, |
(1) |
1000
где d - диаметр обрабатываемой поверхности заготовки, мм; n - число оборотов заготовки, об/мин.
2.Подача (S) – путь точки режущего лезвия инструмента относительно заготовки в направлении движения подачи за один оборот заготовки, мм/об.
3.Глубина резания (t) - толщина слоя металла, снимаемого за один проход в направлении, перпендикулярном подаче, мм.
Расчет параметров режима резания проводится в общепринятой последовательности. Сначала выбирают глубину резания (t), стремясь весь припуск на обработку срезать за
один проход. Если же по технологическим или другим причинам этого сделать нельзя, то назначают черновой и чистовой проходы. При черновой обработке снимается до 80% припус-
ка, при чистовой – около 20% припуска. При этом после чистовой обработки получают требуемую но чертежу точность и шероховатость поверхности детали.
Затем по справочникам выбирают значения подачи (S). Рекомендуется назначать наибольшее допустимое значение подачи, учитывая требования точности и шероховатости обработанной поверхности, а также мощность станка, режущие свойства материала инструмента и т.п. Выбранное значение подачи корректируется по паспортным данным станка, т.е. бе-
рется ближайшая меньшая величина из ряда подач. |
|
Наконец определяют скорость резания по формуле |
|
V = VТАБЛ × K1 × K2 × K3 м/мин, |
(2) |
где VТАБЛ – табличное значение скорости резания с учетом выбранных значений глу-
бины резания и подачи;
K1, K2 , K3 – коэффициенты, зависящие соответственно от обрабатываемого материала,
материала инструмента, вида обработки (выбираются по справочнику).
После вычисления скорости определяют число оборотов шпинделя станка:
n = |
1000 ×V |
об/мин. |
(3) |
|
π × d |
|
|
Полученное значение n корректируют по паспорту станка, т.е. принимается наиболее близкое значение к расчетной величине, после чего окончательно уточняют по формуле (1) величину скорости резания.
Указания к расчету параметров режима резания, расчетных размеров
заготовки и заполнению технологической карты механической обработки
Каждая операция по изготовлению детали расчленяется на переходы, названия которых вместе с параметрами режима резания записываются в технологическую карту обработки. Все расчеты и заполнение технологической карты на каждом переходе производятся в следующей последовательности.
1. Припуск (h) толщина слоя металла, который необходимо снять с заготовки для получения детали с заданными размерами и шероховатостью поверхности, мм:
- при точении h определяют по формуле
h = Dзаг - Dдет , (4)
2
где Dзаг – диаметр заготовки, мм; Dдет - диаметр детали, мм;
- при сверлении