

СВАРКА ПОД ФЛЮСОМ.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 8713-79
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
СВАРКА ПОД ФЛЮСОМ ГОСТ.
СОЕДИНЕНИЯ СВАРНЫЕ 8713-79
Основные типы, конструктивные элементы и размеры
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом ,и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространялся на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ- автоматическая сварка на ветру;
АФф- автоматическая на флюсовой подушке;
АФм - автоматическая на флюсомедной подкладке;
АФо- автоматическая на остающейся подкладке;
АФп- автоматическая на медном ползуне;
АФш- автоматическая с предварительным наложением подварочных шва;
АФк- автоматическая с предварительной подваркой корня шва;
ПФ- полуавтоматическая на весу;
ПФо- полуавтоматическая на остающейся подкладке;
ПФш- полуавтоматическая с предварительным наложением подварочных шва;
ПФк- полуавтоматическая с предварительной подваркой корня шва.
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 1
|
Тип соединения |
Форма подго-товительных кромок |
Характер сварного шва |
Форма поперечного сечения |
Способ сварки |
Толщина свариваемых деталей |
Условное обозначение сварного соединения |
|
|
Подготовительных кромок |
Сварного шва |
||||||
|
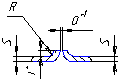
стыковые |
С отбортовкой кромок |
Односто-ронний |
|
|
АФ; ПФ |
1,5-3,0 |
С1 |
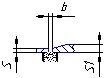
Таблица 2
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
R |
i |
|
|
Подготовленных кромок |
Сварного шва |
|||||
|
С1 |
|
|
АФ; ПФ |
1,5-3,0 |
s–1,5s |
s-3s |

* Размер для справок.
Таблица 3
|
Тип соединения |
Форма подго-товительных кромок |
Характер сварного шва |
Форма поперечного сечения |
Способ сварки |
Толщина свариваемых деталей |
Условное обозначение сварного соединения |
|
|
Подготовительных кромок |
Сварного шва |
||||||
|
стыковые |
Без скоса кромок |
Односто-ронний |
|
|
АФм |
3,0-12,0 |
С4 |
|
АФп |
5.0-20.0 |
||||||
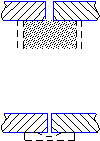
Таблица 4
Размеры, мм
|
Условное обозначение |
Конструктивные элементы |
Способ сварки |
s=s1 |
s |
е1 не более |
g |
g1 |
||||
|
Форма подго-товительных кромок свариваемых деталей |
Сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С4 |
|
|
АФф |
2 |
0.0 |
+1.0 |
12 |
1.5 |
±1.0 |
1.0 |
±1.0 |
|
Св.2 до 3 |
1.0 |
||||||||||
|
Св.3 до 4 |
±1.0 |
16 |
2.0 |
+1.0-1.5 |
1.5 |
+1.0-1.5 |
|||||
|
Св.4 до 5 |
1.5 |
||||||||||
|
Св.5 до 6 |
21 |
||||||||||
|
Св.6 до 7 |
2.0 |
±1.5 |
2.0 |
+1.0-2.0 |
|||||||
|
Св.7 до 10 |
26 |
||||||||||
Примечание: допускается отсутствие обратного усиления шва и местные плавные ослабления глубиной не более 0,1s при полном проплавлении кромок.
Таблица 5
Размеры, мм
|
Условное обозначение |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
е1 не более |
g1 |
|||
|
Подготовленных кромок свариваемых деталей |
Сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
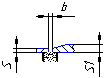
С4 |
|
|
АФм |
3
|
1.0 |
+0.5 |
14 |
1.5 |
+1.0 -1.5 |
|
4
|
16 |
||||||||
|
Св.4 до5
|
1.5 |
+1.0 |
|||||||
|
Св.5 до 6
|
21 |
||||||||
|
Св.6 до 7
|
2.0 |
+1.0 |
2.0 |
+1.0 -2.0 |
|||||
|
Св.7 до 10
|
26 |
||||||||
|
Св.10 до12 |
4.0 |
28 |
|||||||
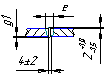
Примечание: допускается отсутствие обратного усиления шва и местные плавные ослабления глубиной не более 0,1s при полном проплавлении кромок.
Таблица 6
|
Условное обозначение |
Конструктивные элементы |
Способ сварки |
s=s1 |
e1(пред. откл.±4) |
е, не более |
b |
g=g1 |
|||
|
Форма подго-товительных свариваемых деталей |
Сварного шва |
Намин. |
Пред. откл. |
Намин. |
Пред. откл. |
|||||
|
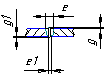
С4 |
|
|
АФп |
5-6 |
12 |
23 |
2 |
+2 |
1.5 |
±1.0 |
|
7-10 |
14
16 |
26 |
4 |
+1.5 -1.0 |
||||||
|
12-14 |
28 |
|
||||||||
|
16-18 |
36 |
5 |
2.0 |
±1.5 |
||||||
|
20 |
38 |
6 |
||||||||
Таблица 7
|
Тип соединения |
Форма подго-товительных кромок |
Характер сварного шва |
Форма поперечного сечения |
Способ сварки |
Толщина свариваемых деталей |
Условное обозначение сварного соединения |
|
|
Подготовительных кромок |
Сварного шва |
||||||
|
стыковые |
Без скоса кромок |
Односто-ронний |
|
|
АФо; ПФо |
2,0 -12,0 |
С5 |
Таблица 8