

2.Автоматизация на базе станков с программным управлением.
Основное преимущество станков с программным управлением состоит в сокращении времени обработки, простоте переналадки и возможности использования в цехах, где наблюдается быстрая смена объектов производства. Металлорежущие станки оснащают цикловым (ЦПУ) и числовым (ЧПУ) программным управлением. Станки с ЦПУ имеют позиционную систему управления с панелями упоров, отключающих подачу суппорта или ползуна. Такую систему используют, например, для обработки заготовок типа ступенчатых валов. Программа задается расстановкой специальных стержней--штекеров в гнездах панели,
расположенной в отдельном пульте систему ПУ, что дает возможность запрограммировать несколько различных этапов обработки.
Р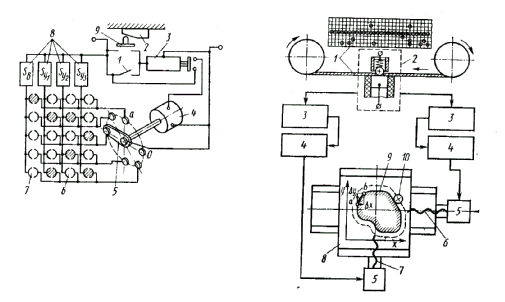 исунок4.
Схема
циклового Рисунок 5.
Схема станка с шаговыми
исунок4.
Схема
циклового Рисунок 5.
Схема станка с шаговыми
программного управления двигателями
Рассмотрим принципиальную схему ЦПУ (рис. 4). Станок включается нажатием кнопки 1. При этом срабатывает реле 3 и устройство 4, получив импульс, переводит переключатель 5 из положения 0 в положение а. Ток проходит через коммутаторное устройство. Все правые полукольца 6 устройства связаны с соответствующими контактами шагового переключателя 5, а левые полукольца 7 - с реле 8, управляющими механизмами станка. Шаговый переключатель поочередно включает контакты горизонтального ряда, но ток пойдет только в то реле 8, в гнездо которого вставлен штекер. Величина перемещения механизма станка устанавливается с помощью упоров 2, закрепленных на движущихся частях станка, и конечного переключателя 9. Каждый раз при срабатывании выключателя 9 реле 3 получает импульс на перевод шагового переключателя в соответствующее положение. Если, например, необходимо просверлить несколько отверстий, то система ЦПУ обеспечит автоматическое включение подач Sв, Sу1, Sу2, Sy3 и т. д. При этом на детали будут получены закоординированные отверстия.
Станки с ЦПУ достаточно просты и относительно дешевы. Однако переналадка их трудоемка. Изменение программы требует перестановки большого числа упоров и штекеров в новые положения. Для расширения технологических возможностей станков используют системы с ЧПУ. Программа задается о помощью чисел в закодированном виде на программоносителе - перфорированной или магнитной ленте. Система может производить перемещения рабочих органов станка по одной или трем координатам. При ЧПУ на перфорированной ленте может быть зафиксировано практически неограниченное число команд.
У станка с шаговыми двигателями (рис. 5) для перемещения стола по двум координатам перфорированная лента (с отверстиями) 1 перемещается специальным механизмом. Лента выполнена из плотной бумаги или пластмассы. Расположение отверстий на дорожках ленты соответствует импульсам, передаваемым органам станка (столу, шпинделю и т.д.). Информацию программоносителя воспринимает считывающее устройство 2. Нижний и верхний (шарик) контакты могут замкнуться и дать импульс только тогда, когда между ними окажется отверстие ленты. Информация считывается с каждой ее дорожки. Распределители импульсов 3 передают их в усилители 4. Импульсы тока необходимой величины поступают в шаговые электродвигатели 5. При этом каждому импульсу соответствует определенный угол поворота вала электродвигателя. Если подавать на электродвигатель энергию в дискретной форме (в соответствии с расположением отверстий на ленте), то в итоге его вал повернется на заданную величину. Связанные с электродвигателями ходовые винты 6 и 7 обеспечивают подачу стола 8 вдоль координатных осей х и у. Величины перемещений зависят от числа переданных импульсов, а скорость - от частоты импульсов.
Следующее звено автоматизации - оснащение станков с ЧПУ устройствами для размещения (магазинами) и автоматической замены инструмента. Это позволяет последовательно выполнять большое число разных этапов обработки, осуществляемых различными режущими инструментами без снятия заготовки со станка. В магазинах можно разместить до 150 инструментов. Режущий инструмент по команде от программы подается в рабочее положение в любой последовательности с помощью специальной автоматической руки. Все это позволяет обрабатывать, например, сложные корпусные детали с четырех-пяти сторон.
Рассмотрим общую компоновку одного из таких многооперационных станков (рис. 6). Заготовка в виде корпусной детали устанавливается и закрепляется на столе 8, после чего перемещается по стрелке А (в направлении х) в рабочую позицию 6. Шпиндельная бабка 2 станка перемещается по направляющим станины в направлении z. Автоматическая рука 4, делая сложные пространственные движения, переносит из цепного магазина 3 соответствующий режущий инструмент и устанавливает его в шпиндель 1. В ходе обработки корпусной детали устройство программного управления 5 обеспечивает координатное перемещение элементов станка по осям х, y, z; поворот вокруг вертикальной оси стола в позиции 6 на необходимый угол; выбор и смену режущего инструмента. Обработанная с четырех сторон заготовка передвигается по стрелке В по направляющим 7 на позицию 9.

Рисунок 6. Многооперационный станок.
В то время, пока в позиции 6 производилась обработка, в позиции 8 закрепляли вторую заготовку, которая по стрелке А также передается в позицию обработки. Готовая деталь с позиции 9 передается по стрелке С в позицию 8, ее снимают со стола, а на ее место устанавливают следующую заготовку. Вспомогательные движения максимально совмещены. Во время обработки заготовки магазин 3 перемещается, и в районе действия руки 4 оказывается нужный инструмент. На его смену расходуется несколько секунд.
Обрабатывающие центры.
Первыми появились токарные станки позже появились и другие Это станок, на котором установлен магазин с инструментами (часто в виде ленты) до 150 штук Следующим шагом в автоматизации металлообрабатывающего производства следует считать выпуск обрабатывающих центров. Обработка различных крупных корпусных деталей может состоять из различных операций - сверление, растачивание, фрезерование и т д Переход к каждой операции требует смены инструментов, транспортировки заготовок, что требует дополнительных затрат времени Поэтому получили распространение станки, которые позволяют обрабатывать деталь с применением многих, до 150 штук, инструментов без снятия детали -обрабатывающие центры В обрабатывающем центре имеется магазин, инструменты из которого поддаются и устанавливаются в патроне станка автоматически, в соответствие с заданной программой Смена инструмента происходит двухзахватным оператором, который одним захватом вынимает отработавший инструмент, другим устанавливаемый поворачивается на 180 градусов, устанавливает инструмент-патрон, отработавший инструмент - в магазин На обрабатывающих центрах можно обрабатывать все поверхности детали кроме базовой Обрабатывающие центры отличаются высокой производительностью, и находят широкое применение в развитых странах, особенно в Японии
Обработка на многооперационных станках обеспечивает повышенную точность. Инструмент настраивается на размер вне станка, положение его очень точно фиксируется в рабочем шпинделе. Эффективность использования таких станков возрастает с увеличением сложности обрабатываемых заготовок.
Высшей формой организации работы станков с ЧПУ является создание комплексных автоматизированных участков с централизованным управлением от ЭВМ.
Автоматические линии.
Автоматическая линия - это система автоматически действующих станков, связанных транспортирующими средствами и имеющая единое управляющее устройство. Часто линии изготовляют для обработки вполне определенных деталей (например, картеров коробок скоростей автомобиля). Однако, если конструкция детали изменится, данная линия окажется непригодной для дальнейшего использования. Чтобы этого не случилось, используют принцип агрегатирования. При этом линию компонуют из стандартизованных элементов. Новая конструкция обрабатываемой детали приведет к новой компоновке линии из элементов, использованных ранее.
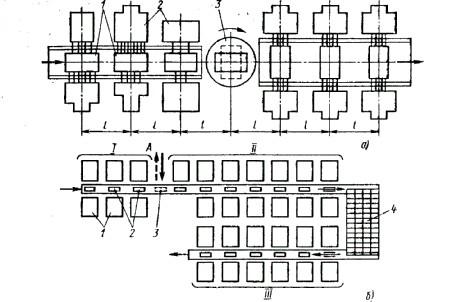
Рисунок 7. Схемы автоматических линий.
Автоматические линии можно разделить на синхронные и несинхронные. В синхронных линиях (рис. 7а) заготовки 1 передаются непосредственно от одного станка 2 к другому с помощью транспортного устройства. Это устройство перемещает одновременно все заготовки на шаг l. Станки в линии устанавливают так, чтобы можно было одновременно обрабатывать заготовки с двух сторон. Поворотный угол 3 позволяет последовательно заготовки на 90° для того, чтобы на втором участке линии обрабатывать другие стороны.
В несинхронных линиях (рис. 7б) используют магазины-накопители 4. Их устанавливают между отдельными участками станков. Если, например, участок II вышел из строя, то участок III продолжает работать, потребляя заготовки из накопителя. В свою очередь, продолжает работать и участок 1. Заготовки 2, обработанные на станках 1, поступают в позицию 3 и оттуда в накопитель по штриховой стрелке А. Такие линии более производительны, так как простои их значительно сокращены.
Чтобы можно было расширить технологические возможности линии и производить обработку на них деталей, схожих по форме и размерам, линия должна быть переналаживаемой. Управление работой линии может производиться с помощью системы ЧПУ. Автоматические линии могут управляться непосредственно ЭВМ, которые обеспечивают более широкий круг выполняемых работ, нежели в линиях, описанных выше.
Автоматические линии обладают высокой производительностью. Появились комплексы, на которых обработка заготовок производится при их непрерывном движении от начала до конца линии. По своей сущности такие автоматические системы наиболее совершенны.
Гибкие автоматические производства.
Современные средства автоматизации, которыми оснащены автоматические линии, цехи и заводы, имеют существенный недостаток - они могут быть рационально использованы в массовом производстве. Однако наиболее распространенным типом производства является серийный. Возможность быстрого переналаживания оборудования в условиях серийного производства при изготовлении даже небольших партий заготовок обеспечивают гибкие автоматические производства (ГАП). ГАП организуется на базе оборудования, управляемого ЭВМ с помощью программ. Смена программ производится достаточно просто и быстро, при этом оборудование быстро переналаживается на изготовление другой детали. Использование ЭВМ позволяет осуществлять очень сложные способы управления. Кроме изменения движения рабочих органов, машина может обучаться, поднастраиваться в процессе работы, определенным образом реагировать на различные внешние возмущения.
Гибкими могут быть линия, участок, цех, завод. Все элементы производства управляются единой системой. Согласованно, в автоматическом режиме работают транспортные устройства, склады заготовок и деталей, система смены и установки инструментов, устройства контроля продукции и т. д. В производственном процессе ГАП человек непосредственно участия не принимает. ГАП функционирует на основе так называемой безлюдной технологии.
Рассмотрим в общем виде этапы работы ГАП. Склад автоматически выдает транспортному устройству заготовку или партию заготовок, установленных в ячейках специальной тары. Заготовки, доставленные к станку, поочередно передаются с помощью робота, управляемого от единой ЭВМ, на рабочую позицию станка и закрепляются в определенном положении. Программное управление станком обеспечивает все его движения, смену инструмента и гарантирует качество детали. Если необходимо выполнить на той же заготовке другие технологические операции на другом станке, то тот же или другой робот осуществляет дальнейшую перестановку заготовки. Второй станок также управляется соответствующей программой. В работе могут участвовать несколько станков, образующих участок или цех с гибким производством. Готовая продукция с помощью роботов передается к измерительным устройствам, которые также работают по определенной программе и оценивают результаты действий всего комплекса технологического оборудования. Информация, получаемая по данным измерений, может быть использована для автоматической подналадки этого оборудования. Детали, прошедшие контроль, автоматически направляются на склад готовой продукции.
ГАП способствует резкому увеличению производительности труда в условиях серийного производства, позволяет очень быстро переходить на изготовление сходной, но другой продукции, обеспечивает повышение качества продукции за счет стабильных режимов обработки, автоматического устранения возможных ошибок, позволяет сократить цикл обработки, улучшает условия труда рабочих, обслуживающих весь комплекс.
Система использования ГАП позволяет отказаться от значительной части технологической документации, которая ранее охватывала многочисленные данные по заготовкам, оборудованию, инструменту, контролю и др. С использованием ГАП такую документацию заменяет информация, заложенная в программах. Современные вычислительные комплексы позволяют передавать данные о конструкции деталей непосредственно тем ЭВМ, которые управляют металлорежущими станками для обеспечения технологических процессов изготовления этих деталей. Такой подход к автоматизации является стратегической линией развития машиностроительного производства.