

Курсовой инструмент_1 / Записка / Расчет протяжки
.docx3.
Проектування шпонкової протяжки.
Вихідні дані:
Чавун СЧ15-32; НВ = 165;
d = 40 мм; t = 43,8+0,16 мм; B = 12H8; l = 50 мм; Rz = 20 мкм; 7Б55.
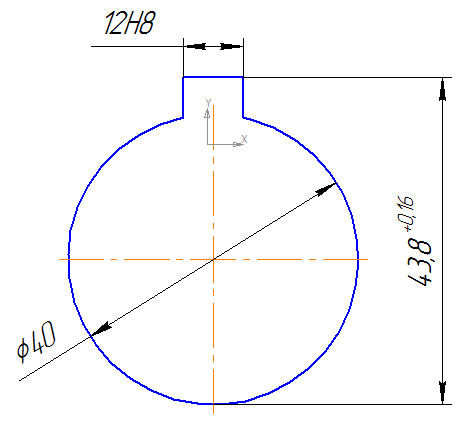
Рисунок 1 – Вихідні дані
Робоча частина протяжки складається з чорнових зубів також із секцій чистових зубів та калібруючих зубів.
Вибираємо
конструкцію протяжки - плоска протяжка
з тонким тілом.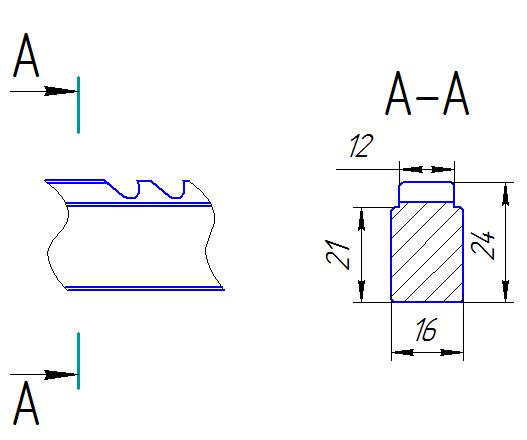
Рисунок 2 – Ескіз шпонкової протяжки з тонким тілом.
Схема різання – одинарна. Метод формоутворення поверхонь –генераторний.
Визначаемо підйом на зуб [табл. 2 стр. 12]
а
= 0,08 мм
Визначаємо кількість зубів чорнової секції. При одинарній схемі різання кількість зубів в чорновий секції визначається за формулою:
Z
=
 +
1
+
1
де а – підйом на зуб.
Ачист – припуск на чистову секцію, приймаемо Ачист = а.
А – загальний припуск, що визначаеться за формулою:
А = D – d
де D – розмір отримуваний після обробки, D = 43,8 мм.
d – найменьший розмір до обробки.
А = 43,8 – 40 = 3,8 мм
Z
=
 +
1 = 44 мм
+
1 = 44 мм
Визначаємо шаг зубів чорнової секції:
t
= (1,2 – 1,5) ∙

де L – довжина оброблюваної деталі, L = 50 мм.
t
= 1,2 ∙
 = 8,48 ≈ 8,5 мм
= 8,48 ≈ 8,5 мм
Залежно від кроку протягання визначаємо конструкторські параметри стружкової канавки:
h = 0,4 ∙ t = 0,4 ∙ 8,5 = 3,4 мм
R = 0,7 ∙ t = 0,7 ∙ 8,5 = 5,95 мм
c = 0,33 ∙ t = 0,33 ∙ 8,5 = 2,8 мм
r = 0,2 ∙ t = 0,2 ∙ 8,5 = 1,7 мм
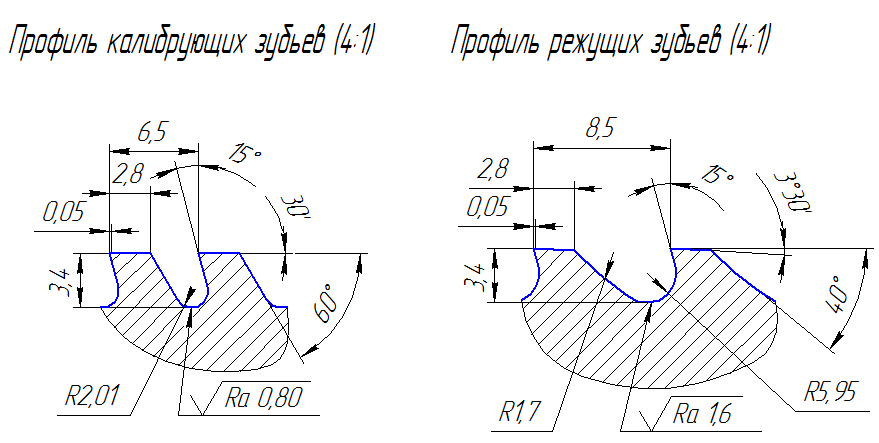
Рисунок 3 – Ескізи стружкових канавок.
Перевіримо глибину стружковая канавки за коефіцієнтом заповнення. Дана перевірка полягає у виконанні наступної умови: hp ˃ h
де hp – розрахункова висота канавки, яку можна визначити за формулою:
hp
= 1,13 ∙

где k – коэффициент заполнения стружечной канавки протяжки, принимаем k = 2,5.
hp
= 1,13 ∙
 = 3,57 мм
= 3,57 мм
Перевіряемо виконання умов:
3,57 ˃ 3,4
Условие размещения стружки в стружечных канавках нормальное и не требует дополнительного оснащения.
Проверяем протяжку на прочность исходя из условия:
 =
=
 ≤
[σ]
≤
[σ]
де Pz – зусилля протугявання, визначаемо за формулою:
Pz = p ∙ b ∙ a ∙ Zmax
де p – питома сила різання, p = 23,5 кгс/мм2
Zmax - максимальне число зубів одночасно працюючих під стружкою, визначаємо за формулою:
Zmax
=

де
L
– довжина пртягуваної поверхні.
t – шаг зубів.
F1 – площа небезпечного перетину, приймаеться за розміром першої впадини, мм2.
Zmax
=
 =
5,88
=
5,88
Приймаемо Zmax = 6.
Pz = 23,5 ∙ 12 ∙ 0,08 ∙ 6 = 135,36 кгс
Визначаемо розмір першої впадини та її площу:
F = b ∙ (h1 – h)
де h1 – висота протяжки по першому зубу, h1 = 24.
F = 12 ∙ (24 – 3,4) = 256,8
 =
=
 = 0,19
≤
[20] кгс/мм2
= 0,19
≤
[20] кгс/мм2
Умова міцності виконується при прийнятих параметрах.
Призначаємо геометрію ріжучої частини протягання:
Величину переднього кута призначаємо залежно від оброблюваного матеріалу – γ = 15°.
Величина заднього кута залежить від виду протягування, для внутрішнього протягування:
- для зубів чорнової секції α = 2°;
- для зубів чистової секції α = 1°.
Визначити довжину робочої частини протяжки:
l = t ∙ Zчерн + t ∙ Zчист + t ∙ (Zкалибр + 0,5)
Zчист
= 12 шт.
Zкалибр = 6 шт.
l = t ∙ Zчерн + t ∙ Zчист + t ∙ Zкалибр + 0,5 = 8,5 ∙ 44 + 8,5∙ 12 + 8,5 ∙ (4 + 0,5) = 530 мм
Вибираємо плоский хвостовик для протягання згідно з ГОСТ 4043-70.
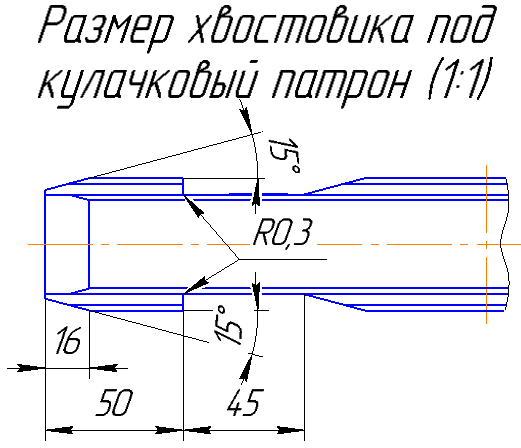
Рисунок 4 – Ескіз плоского хвостовика протяжки.
Загальна довжина гладких частин:
l0 = l1 – lз + lс + lк + lб + lв + l4
где l1 – довжина хвостовика, l1 = 200мм;
lз – довжина входу патрона в отвір верстата, lз = 15мм;
lс – товщина опорної плити верстата, lс = 70 мм;
lк – довжина виступаючої частини опорного кільця, lк = 20 мм;
lб – довжина фланця направляючої оправки, lб = 60 мм;
lв – довжина посадочної частини оправки, lв = 60 мм; l4 – довжина необхідна для безперешкодного насаджування виробу, l4 = 30 мм.
l0 = 200 – 15 + 70 + 20 + 60 + 60 + 30 = 425 мм
Загальна довжина:
Lo = l0 + l = 425 +530 = 955 мм
При1маемо Lo = 955 мм, допуск ± 2 мм.
Матеріал протяжки швидкорізальна сталь Р6М5 ГОСТ 19265 – 73.