

Tekhn_kompl_keram_NIKITIN - копия / Нові лекції ТК / ТК кераміка / ТК жорстка екструзія
.doc14.3. Особливості комплексів "жорсткої" екструзії
"Жорсткою" називають екструзію, що дозволяє одержати такий сирець, міцність якого достатня для укладання його відразу ж після формування в багатошарові технологічні пакети на пічні вагонетки. Сушіння сирцю проводиться на тій же пічній вагонетці, що і випал, укладання на рамки, транспортування рамок, перекладання з рамок на пічні вагонетки не потрібно.
Склад устаткування комплексу жорсткого пластичного формування проілюстрований на рис. 14.14. Після преса 1 брус ріжуть на заготівки однострунним різцем, а потім на цегли - багатострунним різцем 2, розсовують на необхідну відстань, перевертають плашмя парами, захоплюють пари захоплювачем і укладають в 15 шарів у технологічні пакети на грубні вагонетки садчиком 3. Завантажені вагонетки ланцюговими штовхачами 4 і передаточним візком 5, обладнаним штовхачем, розподіляють по тунелях сушарки 6. Після сушіння вагонетки передаточним візком 7 перевозять до тунельних печей 8 і заштовхують у них. Технологічні пакети після випалу на ділянці 10 перебирають із метою відбраковування і укладають у транспортні пакети, перекладаючи шари цегли прокладками з картону.
Далі системою транспорту вагонетки повертають до садчика 3. Передбачено пост 13 обслуговування й ремонту вагонеток.
374
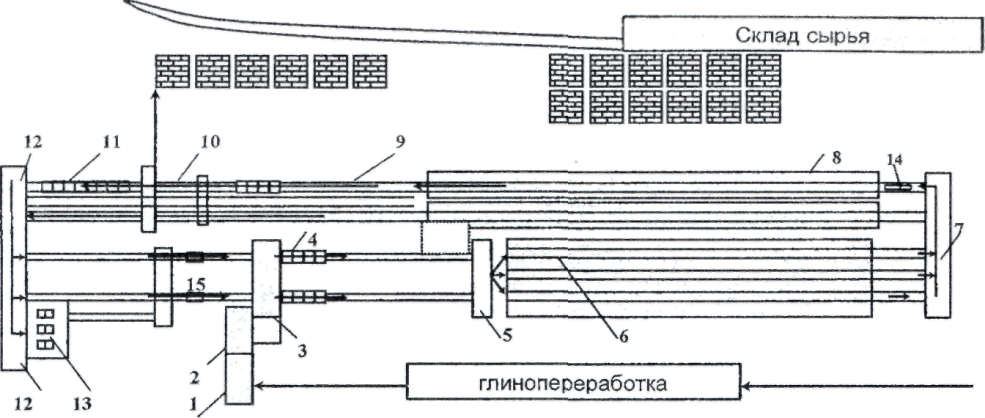
Рис. 14.14. Схема ланцюгів устаткування комплексу по виробництву керамічної цегли методом жорсткого пластичного формування
1 - прес шнековий; 2 - різець; 3 - садчик; 4, 9, 11, 15 - ланцюговий штовхач; 5, 7, 12 - передаточний візок; 6 - тунельна сушарка; 8 - тунельна піч; 10 - ділянка укладання транспортних пакетів; 13 - пост обслуговування і ремонту вагонеток, 14 -штовхач пічних вагонеток.
За десятки років промислової реалізації переваги й недоліки "жорсткого" пластичного формування виявилися досить рельєфно. Основними найбільш привабливими перевагами є відсутність рамок і укладальника сирцю на них, а також відсутність засобів транспортування, що дає вагому економію як у витратах на розгортання виробництва, так і в експлуатаційних витратах. Собівартість цегли, виготовленого методом " жорсткого " пластичного формування, повинна була б бути набагато менше в порівнянні із традиційним методом.
Але сушіння сирцю в багатошарових технологічних пакетах на пічних вагонетках створюють проблеми внаслідок усадки сирцю і виникаючих при цьому значних напругах, особливо в нижніх шарах. Вирішити проблему дозволяє ретельний підбор складу і ефективна підготовка шихти до формування, доповнені обережним ("м'яким") режимом сушіння. Обидва заходи вимагають істотних додаткових витрат. Якщо мати на увазі ще і те, що переробка " жорсткої " шихти і її формування вимагають потужнішого метало- і енергоємного устаткування, то стає зрозумілим обмежене використання методу "т жорсткого " пластичного форму-
375
вання. Слід зазначити, що метод " жорсткого " пластичного формування може бути ефективний тільки при обмеженій номенклатурі виробів, оскільки постійний режим сушіння в тунельних сушарках варто підбирати для кожної шихти і змінювати по можливості рідше. Перераховані проблеми стримують широке поширення такого методу.