

Tekhn_kompl_keram_NIKITIN - копия / Нові лекції ТК / ТК Сілікати / Формування силікатних виробів
.doc15.6. Формування
Основне обладнання ділянки формування - преси з автоматами-укладальниками сирцю на автоклавні вагонетки (далі - вагонетки). До складу ділянки входять передаточні візки для транспортування вагонеток із сирцем до автоклавів і подачі порожніх вагонеток до преса, а також система збирання просипу суміші і транспортування її в змішувач (мал. 15.5).
У складі вітчизняних комплексів використаються кілька пресів (4-10), розташованих в одну або дві лінії.
Преси для формування силікатної цегли мають різноманітну конструкцію. У вітчизняних комплексах практично повсюдно використовуються револьверні преси з механічним приводом.
Автомат-укладальник будь-якої конструкції виконує такі основні операції:
-
зняття сирцю зі стола преса спеціальними пристроями;
-
транспортування сирцю захоплювачами до конвеєра-накопичувача;
-
укладання сирцю захоплювачами на конвеєр-накопичувач;
-
формування на конвеєрі-накопичувачі одного шару сирцю для укладання на вагонетку;
-
зняття шаруючи сирцю з конвеєра-накопичувача;
-
перенесення шару сирцю до вагонетки;
-
багатошарове навантаження на вагонетку.
420
Крім того, до складу автомата-укладальника входять штовхачі для подачі порожніх вагонеток на завантаження і виштовхування завантажених на проміжну позицію або передаточний візок.
Сирець силікатної цегли, отриманий методом напівсухого пресування, має низьку міцність (0,3-0,6 МПа), у п'ятеро меншу, чим аналогічний керамічний або з бетону. Тому проводити маніпуляції з ним (знімати і укладати) треба дуже обережно.
Вітчизняні укладальники призначені для роботи з револьверними пресами і мають принципово однакову конструкцію, що дозволяє: знімати чотири, радіально розміщені на столі преса, сирця; перевертати сирець із положення "плашмя" на довгу грань і укладати на конвеєр-накопичувач; формувати на конвеєрі шар різної довжини із чотирьох стрічок сирцю для укладання на вагонетку пакета, ширина якого зменшується по висоті для кращого заповнення автоклава.
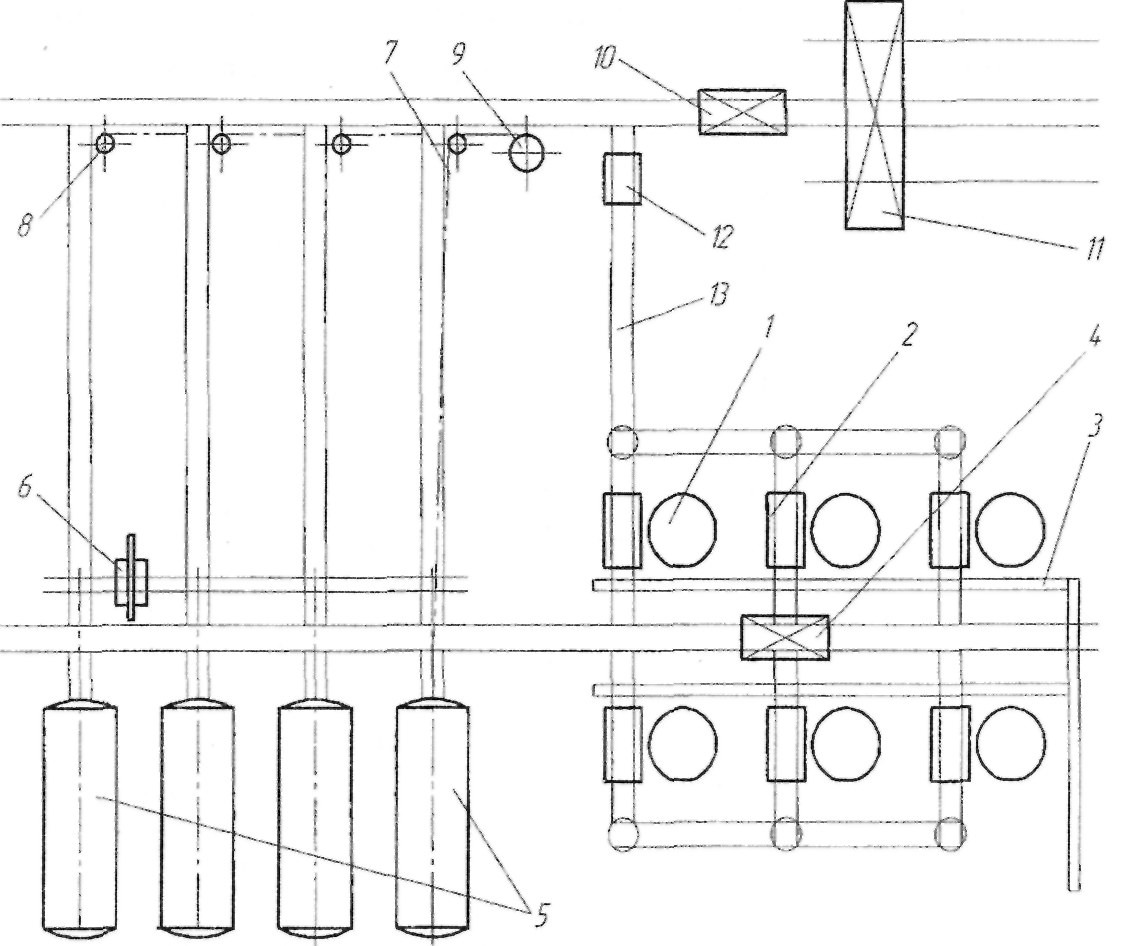
Рис. 15.5. Схема ланцюгів устаткування ділянки формування
1 - прес; 2 - автомат-укладальник; 3 - система збирання просипу й транспортування в змішувач; 4 - передаточний візок; 5 - автоклав; 6 - тягач; 7 - канат витягування вагонеток з автоклава; 8 - блок; 9 - лебідка; 10 - передаточний візок транспортування вагонеток на розвантаження; 11 - кран із грейферним захоплювачем; 12 - пост чищення вагонеток; 13 - лінія повороту порожніх вагонеток.
421
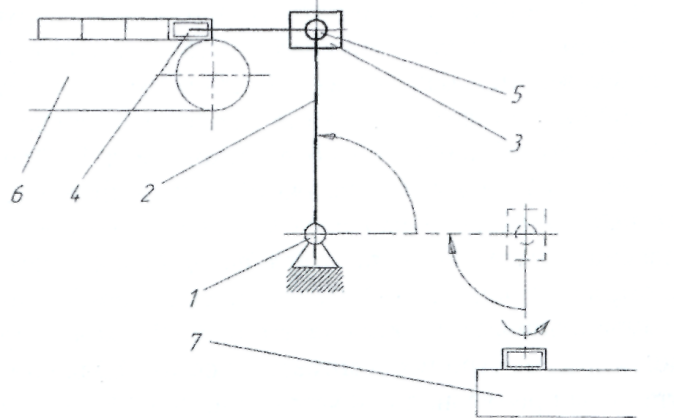
Рис. 15.8. Схема крайнього положення корпуса переносника і пневмозахоплювача
1 - приводний вал корпуса переносника: 2 - важіль корпуса переносника; 3 - корпус переносника; 4 - пневмозахоплювач; 5 - вісь обертання пневмозахоплювача; 6 - конвеєр-накопичувач; 7 - стіл преса.
Опускання припиняється після торкання шаруючи сирцю об поверхню вагонетки або об раніше занурений шар по сигналу від вимикача 17, що фіксує зменшення зусилля в канаті 11. Стиснене повітря випускається із пневмошин 10, рама 9 піднімається і візок 3 повертається у вихідне положення.
Треба відзначити, що автомат-укладальник був створений під револьверний прес із радіально розташованими гніздами, які виконуються під ручне зняття сирцю. Радіальне розташування є дуже незручним для механічного зняття і на закордонних агрегатах з револьверним столом, наприклад, фірми "Дорстенер", не використовується. Незважаючи на складність конструкції автомата-укладальника, за десятиліття експлуатації була підтверджена його надійна робота у випадку виконання кваліфікованого налагодження.
Автомати-укладальники сучасних гідравлічних пресів відрізняються тим, що цикл формування і, відповідно, зняття сирцю значно довше, кількість сирцю - більше, розташування прес-форм у столі і рух захоплювачів - прямолінійний.
424
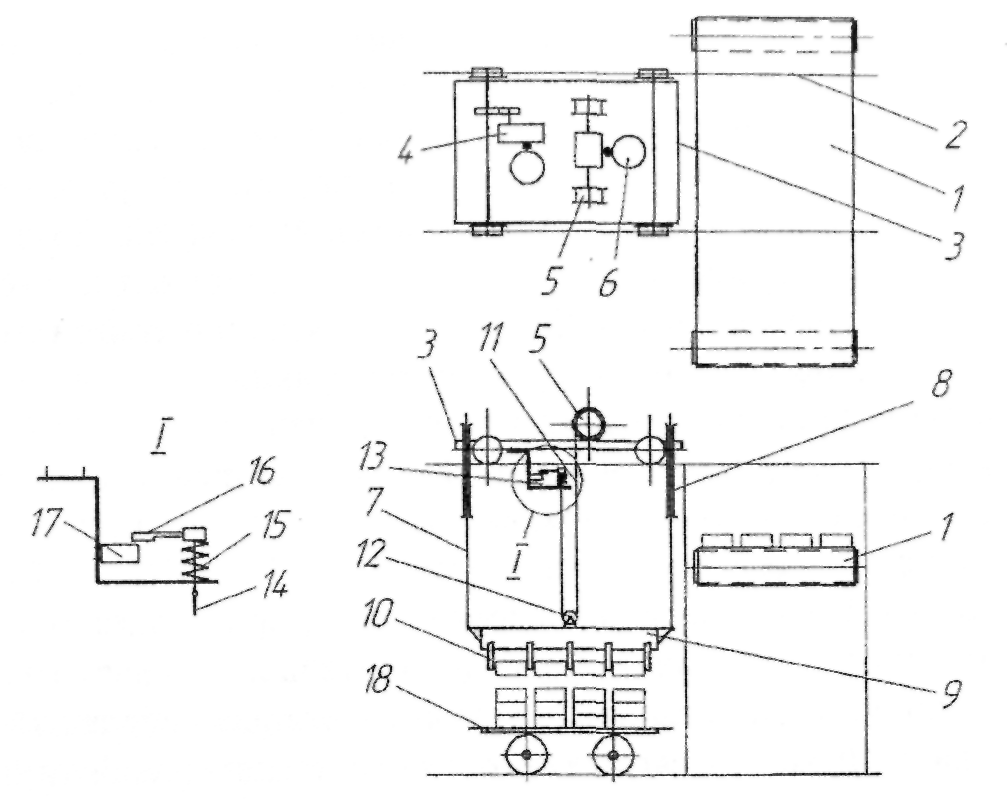
Рис. 15.9. Робота візка переносу шару сирцю з конвеєра-накопичувача
на вагонетку
1 - конвеєр-накопичувач; 2 - напрямні візка; 3 - візок переносу шару сирцю з конвеєра-накопичувача на вагонетку; 4 - привод візка; 5 - барабан лебідки підняття-опускання штабелеукладача; 6 - привод лебідки; 7 - шток рами; 8 - напрямна втулка для штока рами штабелеукладача; 9 - рама штабелеукладача; 10 - пневмошини; 11 - канат підняття-опускання; 12 - блок, закріплений на рамі штабелеукладача; 13 - датчик ослаблення натягу каната; 14 - тяга, прикріплена до каната; 15 - пружина; 16 - лінійка кінцевого вимикача; 17 - безконтактний кінцевий вимикач; 18 - вагонетка.