

Tekhn_kompl_keram_NIKITIN - копия / Нові лекції ТК / ТК ДСВ бетон / ТК для вібропресування
.doc12.4. Технологічний комплекс для виробництва дрібноштучних стінових виробів методом вібропресування
Характерною рисою методу вібропресування є використання піддонів - металевих або дерев'яних. Дерев'яні піддони більш дешеві, чим металеві, і зводять до мінімуму ту складову шуму, що пов'язана з ударами форми об піддони. Але вони менш довговічні, не допускають вологотермічної обробки з температурою більше 500 °С и вимагають перекидання після кожного циклу використання для попередження жолоблення.
Розрізняють дві принципово відмінних схеми транспортування піддонів - стелажну і безстелажну. Перша передбачає укладення піддонів зі свіжесформованими виробами після преса на спеціальні стелажі і подальше транспортування на цих стелажах аж до зняття виробів після твердіння. Друга схема не вимагає стелажів, а передбачає перевезення груп спеціальними пристроями. На рис. 12.6. наведена стелажна схема.
Бетонна суміш по конвеєру 2 подається в бункер вібропреса 1. До вібропреса 1 надходять порожні піддони по конвеєру 10. Завантажені сирцем піддони транспортуються конвеєром до підйомника-знижувача 4, на якому встановлений стелаж 3, і розміщаються на полках стелажа 3 (по 8…12 штук на стелажі). Стелаж заповнюється піддонами приблизно за 5…6 хвилин. За допомогою кран-балки 5 його знімають із підйомника-знижувача 4 і транспортують у пропарювальну камеру 6 для вологотермічної обробки. На місце заповненого встановлюють порожній стелаж 3. Стелажі встановлюють у два-три поверхи, тому їхня конструкція повинна забезпечувати зручне і швидке стикування.
302
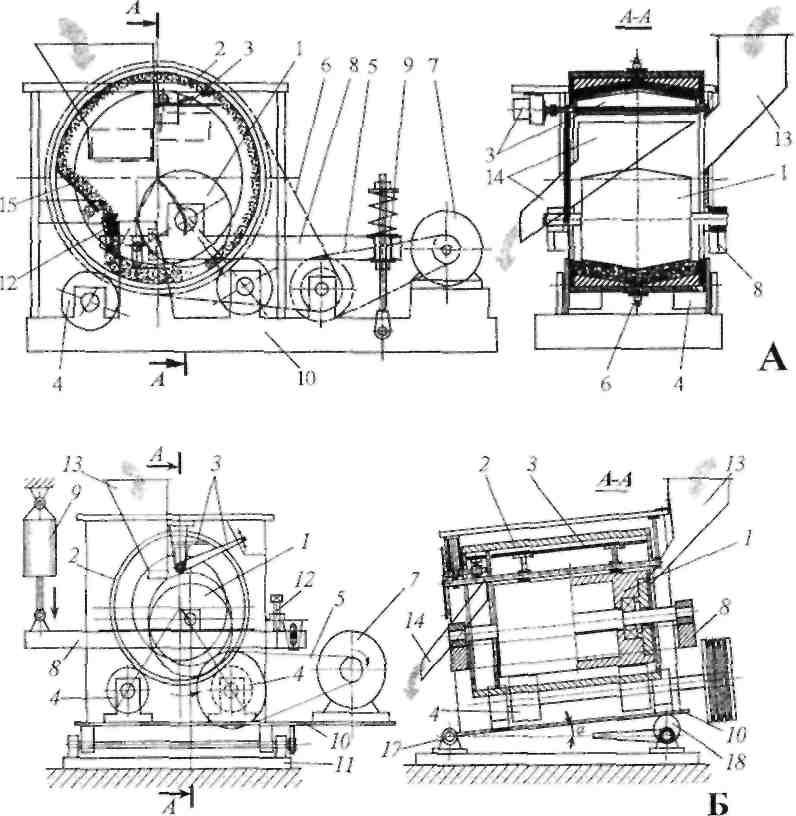
Рис. 12.5. Конструктивні схеми барабанно-валкового активатора: А-циклічної дії; Б - безперервної дії
1 - валок; 2 -- барабан; 3 - ніж, що скидає, із пристроєм його переміщення; 4 - роликові опори; 5 - пасова передача; 6 - ланцюгова передача; 7 - привод; 8 - важіль; 9 - пристрій притискання валка; 10 - рама; 11 - основа; 12 - пристрій регулювання товщини шару матеріалу, що переробляється, під валком; 13 - завантажувальний лоток; 14 - розвантажувальний лоток; 15 - розпушувальний ніж;16 - розвантажувальна камера; 17 - вісь нахилу рами; 18 - механізм зміни нахилурами; α - кут нахилу рами 10 щодо основи 11.
303
Режим пропарювання (тривалість, температура) залежить від складу бетонної суміші і режиму роботи комплексу. Звичайно, загальна тривалість вологотермічної обробки становить 12…20 годин і складається з витримки перед підйомом температури (2…4 години), підйому температури до 50…95 °С с темпом 15…25 °С за годину (2…4 години), ізотермічної витримки протягом 6…8 годин, остигання (2…4 години).
В деяких комплексах замість пропарювання використовують природне твердіння, що проводять у два етапи. Етап попереднього твердіння під плівкою (для запобігання висихання) при температурі > 15 °С триває протягом близько 1 доби, за які вироби набирають міцність, достатню для зняття з піддонів, вкладаються в транспортні пакети і транспортуються на склад. Другий етап твердіння проходить на складі і триває кілька діб до набору відпускної міцності, що становить 70 % від паспортної.
Пропарювання має потребу в будівництві камер і котелень, (витрати: 100…200 кг пари на 1 куб. м. виробів), але дозволяє зменшити необхідну кількість стелажів і піддонів і площу складу, а також працювати в холодну погоду (при низькій температурі на вулиці). Треба мати на увазі, що на один цикл необхідно мати 800…900 піддонів і 70…100 стелажів, причому вартість цих елементів удвічі перевершує вартість вібропреса.
в 9 17
6
5
/
□бр брр □пп
3)1
Рис. 12.6. Схема транспортування при вібропресуванні дрібнооштучних стінових виробів з використанням стелажів і кран-балки
1 - вібропрес із конвеєром піддонів; 2 - конвеєр подачі бетонної суміші; 3 - стелаж; 4, 7 - підйомник-знижувач зі стелажем; 5 - кран-балка; 6 - пропарювальна камера; 8 - укладальник транспортних пакетів; 9 - візок вивозу транспортних пакетів на склад; 10 - транспортер порожніх піддонів до преса.
304
Після твердіння стелажі 3 кран-балкою 5 подаються в підйомник-знижувач 7, з якого піддони по одному подаються на конвеєр укладальника 8 транспортних пакетів. Робочим органом укладальника 8 є захоплювач, що опускається на групу піддонів (наприклад, відразу на три піддони), стуляє всю групу виробів в один масив чотирма затискачами, затискає масив виробів, піднімає його, переносить до транспортного піддона і укладає масив як шар транспортного пакета по черзі, то з поворотом на 90°, то без повороту. Транспортний піддон під час укладання пакета розміщають на візку 9, що вивозять із цеху на склад готової продукції або на майданчик остаточного твердіння.
Порожні піддони повертаються до преса конвеєром 10. Під час транспортування металеві піддони очищаються барабанними щітками і, при необхідності, змащуються емульсією для запобігання прилипання виробів. Змащення виконується валиком з еластичним покриттям, на яке емульсія рівномірно подається за допомогою перфорованої трубки. Іноді укладальник 8 транспортних пакетів розміщають на віддаленні від вібропреса 1. Тоді порожні піддони набираються в стопу, що спеціальним захоплювачем кран-балкою 5 транспортується до преса 1 і укладається в магазин піддонів. Позитивною рисою описаної вище схеми є мінімальна кількість устаткування, негативною - висока трудомісткість, пов'язана з необхідністю транспортування у високому темпі однією кран-балкою як завантажених, так і порожніх стелажів. Неминучі в напруженому режимі роботи простої зменшують продуктивність таких комплексів у порівнянні з паспортною, зазначеною заводом-виготовлювачем вібропреса.
Альтернативою є високомеханізовані комплекси, які працюють без стелажів і не вимагають ручної роботи. На рис. 12.7 наведено схему одного з комплексів, у якому замість стелажів використовують переносні підставки під стопи піддонів.
Бетонна суміш завантажується в бункер вібропреса 1 по конвеєру 2, а порожні піддони - по конвеєру 3. На шляху до преса 1 піддони, при необхідності, чистяться і змащуються. На конвеєрі 4 накопичується потрібна кількість (наприклад, 18) піддонів з виробом-сирцем.
Маніпулятор-штабелер 5 працює із групою (стопою) піддонів: захоплювачем забирає всю групу (стопу) піддонів разом з підставкою; піднімає в крайнє верхнє положення, що фіксується; транспортує до пропарювальних камер 6 і опускає в ту камеру, що
305
завантажується, складаючи по черзі стопи піддонів у штабель на попередню стопу за допомогою підставки.
Манипулятор-штабелер 5 виконаний у вигляді крана мостового типу із захватом, що має власний пристрій затискача. Захоплювач підвішений на чотирьох канатах до синхронізованих лебідок, які мають дві швидкості - високу і низьку. Остання потрібна для обережного опускання стелажів із сирцем на опорні поверхні. Підставка являє собою рамну зварену конструкцію з висотою більше висоти виробів. Кришки камер 6 переносять теж за допомогою штабелера 5. Іноді штабеля піддонів укладають на майданчик природного твердіння без використання пропарювальних камер 6.
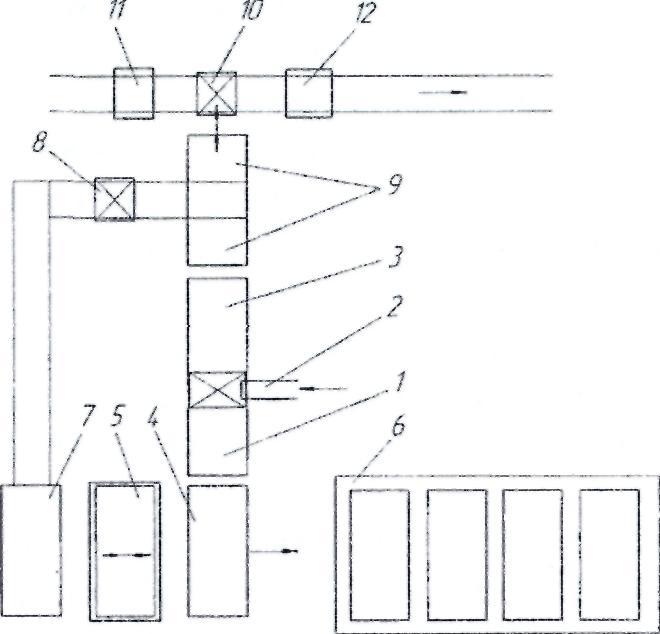
Рис. 12.7. Схема транспортування при вібропресуванні дрібнооштучних стінових виробів з використанням маніпуляторів і переносних підставок
1 - вібропрес; 2 - конвеєр подачі бетонної суміші; 3 - піддон подачі до преса порожніх піддонів; 4 - конвеєр нагромадження партії піддонів з виробом-сирцем; 5 - маніпулятор-штабелер; 6 - пропарювальні камери; 7 - конвеєр прийому партії піддонів з виробами після твердіння; 8 - маніпулятор набору стіп піддонів і перенесення їх на розвантаження; 9 - маніпулятор розвантаження піддонів і укладення порожніх піддонів у магазин; 10 - маніпулятор укладення виробів у пакет на транспортний піддон; 11 - візок з порожнім транспортним піддоном перед подачею під маніпулятор 10; 12 - візок з пакетом виробів для перевезення на склад.
Після твердіння тим самим штабелером 5 зі штабеля захоплюється стопа піддонів разом з підставкою, транспортується до конвеєра 7 і опускається на нього, причому після укладення підставка залишається на захоплювачі для транспортування наступної стопи піддонів на твердіння.
306
З конвеєра 7 піддони знімає маніпулятор 8, що набирає стопу піддонів з виробами і переносить її до маніпулятора 9. Маніпулятор 8 має пересувну каретку, обладнану піднімальним пристроєм з підвіскою, виконаною у вигляді захоплювача з рухливими упорами. Каретка зупиняється над конвеєром 7 і опускається в крайнє нижнє положення. По команді від датчика про наявність піддона на конвеєрі 7 відбувається підйом захоплювача на один крок на висоту, достатню для звільнення місця під наступний піддон з виробами. Цикли повторюються до заповнення захоплювача, після чого каретка пересувається до маніпулятора 9. Далі вироби по черзі зіштовхуються з піддона на пересувний столик маніпулятора 9 при опусканні захоплювача. Після набору стопи виробів з декількох піддонів (наприклад, із трьох), столик маніпулятора 9 пересувається під маніпулятор 10, призначений для укладення виробів у пакет на транспортний піддон, що встановлений на візку 11 під маніпулятором 10. Маніпулятор 10 містить піднімальний гідрозахоплювач з механізмом повороту, що діє аналогічно вищеописаному і покроково викладає вироби в пакет, через раз повертаючись на 90°. Столик підвозить нові стопи виробів під маніпулятор 10 до спорожнювання захоплювачаа маніпулятора 8, що становить порожні піддони в магазин, звідки вони подаються механізмом завантаження на конвеєр 3 вібропреса.
Після спорожнювання захоплювача маніпулятора 8 його каретка повертається до конвеєра 7, і цикл повторюється. Візок 12 з розташованим на транспортному піддоні пакетом рухається по рейках на склад готової продукції.
На рис. 12.8 наведена схема комплексу фірми "Moraton", у якому, як і у багатьох подібних, повністю виключене використання стелажів.
В бункер вібропреса 1 конвеєром 2 завантажується бетонна суміш, а порожні піддони подаються в магазин преса. Після формування конвеєром 3 піддони з виробом-сирцем завантажуються на полицю елеватора 4.
Забрану елеватором етажерку піддонів знімає захоплювач багатополичної вагонетки 5, що є складовою частиною електропередаточного візка 6, що пересувається уздовж камер вологотермічної обробки 7. Камери мають полки, закріплені уздовж стін, подібні тим, що використовують у камерних сушарках керамічної цегли. Вагонетка із завантаженими піддонами після зупинки візка 6 і сполучення рейок заїжджає в камеру 7, викладає опусканням етажерку піддонів на полицю, повертається на візок 6 і направляється до елеватора 4 за наступною порцією піддонів. Конструкція і принцип дії електропередаточного візка 6 з вагонеткою 5
307
і елеватора 4 аналогічні тим, що використовують при сушінні керамічної цегли в камерних сушарках.

Рис. 12.8. Схема ланцюгів устаткування для вібропресування дрібоштучних стінових виробів без використання стелажів
1 - вібропрес; 2 - конвеєр подачі бетонної суміші; 3 - конвеєр піддонів з виробом-сирцем; 4 - елеватор нагромадження піддонів з виробом-сирцем; 5 - вагонетка перевезення етажерок піддонів; 6 - електропередаточний візок; 7 - пропарювальні камери з рейками уздовж стін; 8 - елеватор нагромадження піддонів з виробами після твердіння; 9 - конвеєр піддонів; 10 - укладальник транспортам пакетів; 11 - візок із транспортними пакетами.
Після заповнення піддонами всієї камери її двері зачиняють і починають ТВО, а завантажується наступна камера. Після завершення вологотермічної обробки аналогічно та ж сама вагонетка 5 розвантажує піддони на елеватор 8, з якого конвеєром 9 піддони подаються на укладальник транспортних пакетів 10. Пакети візком 11 по рейках відвозять на склад готової продукції для відвантаження споживачам, а піддони - у магазин преса. Візок 6 з вагонеткою 5 є найбільше напружено працюючою ланкою комплексу, тому доцільні всі можливі заходи щодо підвищення продуктивності цієї ланки.
308