

МетодичнівказівкиБ_КГайчукІ_В / МВ 051-3 / МВ-051-3
.4.DOC
6. Задачі для самостійної роботи
Задача № 1
Визначити несучу здатність зварного стикового з’єднання за дії поздовжньої сили N. З’єднання виконане із двох листів: перший - ширина b1 = 250 мм, товщина t1 = 20 мм, сталь С285; другий - ширина b2 = 300 мм, товщина t2 = 25 мм, сталь С255. Шов виконаний без виносу на технологічну планку, контроль якості шва - візуальний.
Задача № 2
Визначити несучу здатність зварного стикового з’єднання за дії згинаючого моменту М. З'єднання виконане із двох листів: перший - ширина b1 = 200 мм, товщина t1 = 28 мм, сталь марки ВСт3пс6; другий - ширина b2 = 260 мм, товщина t2 = 22 мм, сталь марки ВСт3кп2. Шов виконаний з виносом на технологічну планку, контроль якості шва - візуальний.
Задача № 3
Визначити несучу здатність зварного стикового з’єднання за дії поперечної сили Q. З’єднання виконане із двох листів: перший - ширина b1 = 340 мм, товщина t1 = 16 мм, сталь марки ВСт3пс6-2; другий - ширина b2 = 300 мм, товщина t2 = 18 мм, сталь марки ВСт3Гпс-5. Шов виконаний без виносу на технологічну планку, контроль якості шва - фізичний.
Задача № 4
Визначити несучу здатність зварного стикового з’єднання за дії поздовжньої сили N. З'єднання виконане із двох листів: перший - ширина b1 = 240 мм, товщина t1 = 14 мм, сталь С275; другий - ширина b2 = 260 мм, товщина t2 = 20 мм, сталь С285. Кут нахилу шва до поздовжньої осі елемента a = 800. Шов виконаний без виносу на технологічну планку, контроль якості шва - візуальний.
Задача № 5
Визначити несучу здатність зварного стикового з’єднання за дії поздовжньої сили N. З’єднання виконане із двох листів: перший - ширина b1 = 260 мм, товщина t2 = 20 мм, сталь марки ВСт3сп5-2; другий - ширина b2 = 220 мм, товщина t2 = 28 мм, сталь марки 18кп. Кут нахилу шва до поздовжньої осі елемента a = 700. Шов виконаний без виносу на технологічну планку, контроль якості шва - фізичний.
Задача № 6
Визначити несучу здатність зварного кутового з’єднання, зображеного на рисунку, за дії поздовжньої сили N. Розміри листів: першо
г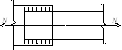 о
- ширина b1
= 280 мм, товщина t1
= 18 мм; другого - ширина
b2
= 220 мм, товщина
t2
= 14 мм. Довжина напуску
о
- ширина b1
= 280 мм, товщина t1
= 18 мм; другого - ширина
b2
= 220 мм, товщина
t2
= 14 мм. Довжина напуску
![]() =
140 мм, катет шва
=
140 мм, катет шва
![]() = 16
мм. Матеріал листів: першого - сталь
мар-
= 16
мм. Матеріал листів: першого - сталь
мар-
ки ВСт3пс6-2; другого - сталь марки ВСтсп5. Зварювання ручне електродами Э42.
Задача № 7
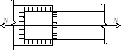
Визначити несучу здатність зварного кутового з’єднання, зображеного на рисунку, за дії поздовжньої сили N. Розміри листів: першого - ширина b1 = 260 мм,
 товщина
t1
= 20 мм; другого - ширина b2
= 340 мм, товщина t2
= 18 мм. Довжина напуску
товщина
t1
= 20 мм; другого - ширина b2
= 340 мм, товщина t2
= 18 мм. Довжина напуску
![]() =
170 мм, катет шва
=
170 мм, катет шва
![]() = 20 мм. Матеріал листів:
першого
- сталь марки О9Г2 гр.1; другого - сталь
= 20 мм. Матеріал листів:
першого
- сталь марки О9Г2 гр.1; другого - сталь
марки 15ХСНД. Зварювання автоматичне дротом Св-10НМА.
Задача № 8
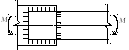
Визначити
несучу здатність зварного кутового
з’єднання,
зображеного на
рисунку,
за
дії
згинаючого
моменту
M.
Розміри
листів:
першого - ширина b1
= 300 мм, товщина t1
= 20 мм; другого - ширина b2
= 250 мм, товщина t2
= 25 мм. Довжина напуску
![]() мм, катет шва
мм, катет шва
![]() =
=
= 22 мм. Матеріал листів: першого - сталь
марки О9Г2С гр.2; другого - сталь марки
О9Г2С гр.1. Зварювання автоматичне дротом
Св-10НМА.
22 мм. Матеріал листів: першого - сталь
марки О9Г2С гр.2; другого - сталь марки
О9Г2С гр.1. Зварювання автоматичне дротом
Св-10НМА.
Задача № 9
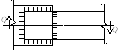
Визначити несучу здатність зварного кутового з’єднання, зображеного на рисунку, за дії згинаючого моменту M. Розміри листів: першого - ширина
 b1
= 200 мм, товщина t1
= 10 мм; другого - ширина b2
= =260
мм, товщина t2
= 14 мм. Довжина напуску
b1
= 200 мм, товщина t1
= 10 мм; другого - ширина b2
= =260
мм, товщина t2
= 14 мм. Довжина напуску
![]() =
120 мм, катет шва
=
120 мм, катет шва
![]() = 12 мм. Матеріал листів: першого –
сталь марки 18пс; другого-
= 12 мм. Матеріал листів: першого –
сталь марки 18пс; другого-
сталь марки 18сп. Зварювання ручне електродами Э42.
Задача № 10
Визначити несучу здатність зварного кутового з’єднання, зображеного на рисунку, за дії поперечної сили Q. Розміри листів: першого - ширина b1 = 360 мм,
 товщина
t1
= = 25 мм; другого - ширина b2
= 240 мм, товщина t2
= 28 мм. Довжина напуску
товщина
t1
= = 25 мм; другого - ширина b2
= 240 мм, товщина t2
= 28 мм. Довжина напуску
![]() =
200 мм, катет шва
=
200 мм, катет шва
![]() = =30 мм. Матеріал листів:
= =30 мм. Матеріал листів:
першого - сталь марки
ВСт3Гпс5; другого - сталь марки 14Г2. Зварювання напівавтоматичне дротом Св-08А.
Задача № 11
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 100´10
до вузлової фасонки товщиною
![]() =
12 мм. Розрахунок зварних швів виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь марки
ВСт3сп5-1, фасонки - ВСт3пс6. Зварювання
автоматичне.
=
12 мм. Розрахунок зварних швів виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь марки
ВСт3сп5-1, фасонки - ВСт3пс6. Зварювання
автоматичне.
Задача № 12
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 125´14
до вузлової фасонки товщиною
![]() =
16 мм. Розрахунок зварних швів виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь марки
ВСт3пс6-2, фасонки - 18Гпс. Зварювання
напівавтоматичне.
=
16 мм. Розрахунок зварних швів виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь марки
ВСт3пс6-2, фасонки - 18Гпс. Зварювання
напівавтоматичне.
Задача № 13
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 140´12
до вузлової фасонки товщиною
![]() =
14 мм. Розрахунок зварних швів виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь С235,
фасонки - С245. Зварювання ручне.
=
14 мм. Розрахунок зварних швів виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь С235,
фасонки - С245. Зварювання ручне.
Задача № 14
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох нерівнополицевих
кутиків 125´80´10
до вузлової фасонки товщиною
![]() =
14 мм. Розрахунок зварних швів, розміщених
вздовж коротких полиць кутиків, виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь марки
ВСт3Гпс5-2, фасонки - 18Гсп. Зварювання
автоматичне.
=
14 мм. Розрахунок зварних швів, розміщених
вздовж коротких полиць кутиків, виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь марки
ВСт3Гпс5-2, фасонки - 18Гсп. Зварювання
автоматичне.
Задача № 15
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох нерівнополицевих
кутиків 160´100´12
до вузлової фасонки товщиною
![]() =
18 мм. Розрахунок зварних швів, розміщених
вздовж довгих полиць кутиків, виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь С275,
фасонки - С285. Зварювання напівавтоматичне.
=
18 мм. Розрахунок зварних швів, розміщених
вздовж довгих полиць кутиків, виконати
з умови їх рівноміцності з розкосом
ферми. Матеріал кутиків - сталь С275,
фасонки - С285. Зварювання напівавтоматичне.
Задача № 16
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 160´12
до вузлової фасонки товщиною
![]() =
16 мм. Довжини швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3сп5-2, фасонки - сталь
марки ВСт3сп5-1. Зварювання автоматичне.
=
16 мм. Довжини швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3сп5-2, фасонки - сталь
марки ВСт3сп5-1. Зварювання автоматичне.
Задача № 17
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 125´10
до вузлової фасонки товщиною
![]() =
12 мм. Довжини швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3сп5, фасонки - сталь марки
ВСт3сп5. Зварювання напівавтоматичне.
=
12 мм. Довжини швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3сп5, фасонки - сталь марки
ВСт3сп5. Зварювання напівавтоматичне.
Задача № 18
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 110´8
до вузлової фасонки товщиною
![]() =
10 мм. Довжини швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3Гпс5, фасонки - сталь
марки ВСт3Гпс5-1. Зварювання ручне.
=
10 мм. Довжини швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3Гпс5, фасонки - сталь
марки ВСт3Гпс5-1. Зварювання ручне.
Задача № 19
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох нерівнополицевих
кутиків 110´70´8
до вузлової фасонки товщиною
![]() =
12 мм. Зварні шви однакової довжини біля
пера та обушка розміщуються вздовж
коротких полиць кутиків. Розрахунок
зварних швів виконати з умови їх
рівноміцності з розкосом ферми. Матеріал
кутиків - сталь С275, фасонки - сталь С275.
Зварювання автоматичне.
=
12 мм. Зварні шви однакової довжини біля
пера та обушка розміщуються вздовж
коротких полиць кутиків. Розрахунок
зварних швів виконати з умови їх
рівноміцності з розкосом ферми. Матеріал
кутиків - сталь С275, фасонки - сталь С275.
Зварювання автоматичне.
Задача № 20
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох нерівнополицевих
кутиків 140´90´10
до вузлової фасонки товщиною
![]() =
14 мм. Зварні шви однакової довжини біля
пера та обушка розміщуються вздовж
довгих полиць кутиків. Розрахунок
зварних швів виконати з умови їх
рівноміцності з розкосом ферми. Матеріал
кутиків - сталь С235, фасонки - сталь С245.
Зварювання ручне.
=
14 мм. Зварні шви однакової довжини біля
пера та обушка розміщуються вздовж
довгих полиць кутиків. Розрахунок
зварних швів виконати з умови їх
рівноміцності з розкосом ферми. Матеріал
кутиків - сталь С235, фасонки - сталь С245.
Зварювання ручне.
Задача № 21
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 140´9
до вузлової фасонки товщиною
![]() =
12 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки О9Г2, фасонки - сталь марки
О9Г2С. Зварювання ручне.
=
12 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки О9Г2, фасонки - сталь марки
О9Г2С. Зварювання ручне.
Задача № 22
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 160´10
до вузлової фасонки товщиною
![]() =
14 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3сп5-2, фасонки - сталь
марки 14Г2. Зварювання автоматичне.
=
14 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки ВСт3сп5-2, фасонки - сталь
марки 14Г2. Зварювання автоматичне.
Задача № 23
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох рівнополицевих
кутиків 180´12
до вузлової фасонки товщиною
![]() =
18 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки 15ХСНД, фасонки - сталь марки
12Г2С гр.2. Зварювання напівавтоматичне.
=
18 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки 15ХСНД, фасонки - сталь марки
12Г2С гр.2. Зварювання напівавтоматичне.
Задача № 24
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох нерівнополицевих
кутиків 160´100´12
до вузлової фасонки товщиною
![]() =
16 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів, розміщених вздовж довгих полиць
кутиків, виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки 14Г2 гр.2, фасонки - сталь марки
15ХСНД. Зварювання напівавтоматичне.
=
16 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів, розміщених вздовж довгих полиць
кутиків, виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки 14Г2 гр.2, фасонки - сталь марки
15ХСНД. Зварювання напівавтоматичне.
Задача № 25
Розрахувати
та законструювати прикріплення фланговими
кутовими швами розкосу ферми таврового
поперечного перерізу з двох нерівнополицевих
кутиків 180´110´10
до вузлової фасонки товщиною
![]() =
16 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів, розміщених вздовж коротких полиць
кутиків, виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки 14Г2 гр.1, фасонки - сталь марки
10Г2С1. Зварювання ручне.
=
16 мм. Катети швів біля пера та обушка
прийняти однаковими. Розрахунок зварних
швів, розміщених вздовж коротких полиць
кутиків, виконати з умови їх рівноміцності
з розкосом ферми. Матеріал кутиків -
сталь марки 14Г2 гр.1, фасонки - сталь марки
10Г2С1. Зварювання ручне.