

Гольм / СПб 5 курс / 5 курс СПб / Рожкова / Документ Microsoft Office Word (4)
.docx1. Сущность и виды производственных структур
Состав
цехов и служб, реализующих производственный
процесс и формы их взаимосвязей образуют
производственную структуру. Она
определяется особенностями объекта
производства готовой продукции, а также
характером технологии ее
производства.
Производственная
структура предприятия — это совокупность
основных, вспомогательных и обслуживающих
подразделений предприятия, обеспечивающих
переработку входа системы в ее выход —
готовый продукт с параметрами, заданными
в бизнес-плане. Характер построения
подразделений, их число определяется
такими формами организации производства,
как специализация, концентрация,
кооперирование, комбинирование
Производственная структура предприятия
выражает пространственную сторону
организации производства и границы в
этот процесс протекает, а также определяет
хозяйственные связи между его основными
элементами и подразделениями (цехами
и рабочими местами).
В зависимости от
формы специализации производственные
подразделения предприятия организуются
по следующим принципам:
1, технологическому
(на выполнении отдельной операции или
вида работ),
2, предметному (на изготовлении
отдельного вида продукции или ее
составной части),
3, смешанному
(предметно-технологическому).
При
технологической структуре каждый
основной цех специализируется на
выполнении какой-либо определенной
части общего технологического процесса.
По
технологическому принципу на
машиностроительных предприятиях
специализируются литейные, кузнечные,
термические, сборочные цехи;
на
текстильных предприятиях — прядильные,
ткацкие, отделочные (красильные) цехи;
на
металлургических предприятиях —
доменные, сталелитейные, прокатные цехи
и т. д.
В результате технологической
специализации возникли три группы цехов
на машиностроительных предприятиях:
1,
заготовительные;
2, обрабатывающие
3,
сборочные
Дальнейший рост масштабов
производства и расчленение техпроцесса
привели к развитию литейных цехов:
чугунного, стального и цветного литья.
Углубление специализации в механообработке
привело к созданию токарного, шлифовального
и слесарно-сборочного цехов.
При
использовании технологического принципа
оборудование располагают исходя из
выполнения однородных технологических
операций для обработки разных деталей.
Оборудование формируют по однотипным
группам, например, в механическом цехе
на одном участке могут быть сгруппированы
только токарные станки, на другом —
строгальные, на третьем —
фрезерные.
Технологический принцип
облегчает руководство цехом или участком:
мастер, отвечающий за группу однородных
станков, может всесторонне изучить их;
при чрезмерной загрузке одного станка
работа может быть передана на любой
освободившийся станок.
Однако
технологический принцип имеет и
недостатки. Так, при большом разнообразии
продукции нужны частые переходы от
одних технологических операций к другим.
Это требует дополнительного времени
на переналадку станков, удлиняет цикл
изготовления, усложняет планирование
и производственные связи подразделений
усложняет связи между рабочими местами,
увеличивает объем учетных операций и
приводит к росту незавершенного
производства и др. Поэтому этот принцип
неэкономичен. Его применяют в условиях
единичного и мелкосерийного типа
производства с большой номенклатурой
деталей.
Более эффективной считается
предметная специализация цехов. При
использовании предметного принципа
построения цехов каждый из них
специализируется на изготовлении
какого-либо определенного изделия или
его составной части. По этому принципу
сформированы цехи в крупносерийном и
массовом производстве. Так, на автомобильном
и тракторном заводах выделены цехи
моторов, шасси, колес, кабин; на обувной
фабрике — цех рантовой обуви; на
машиностроительном заводе — механические
цехи специализируются на выпуске
отдельных деталей и узлов изделия,
изготовлении станин и базовых деталей.
Однако, и в этом случае многие цехи
остаются чисто и технологическими,
например, заготовительный и термический
Оборудование в цехах при использовании
предметного принципа располагают в
порядке (последовательности) выполнения
технологических операций. Оно здесь
разнородно и предназначено для
изготовления отдельных деталей или
составных частей изделия. Цехи делятся
на отдельные предметные участки,
например, участки по изготовлению валов,
шестерен, поршней и т. д. Оборудование
устанавливается так, чтобы обеспечить
прямолинейное движение деталей,
закрепленных за участком. Детали
обрабатывают партиями, время операции
на отдельных станках не согласовано со
временем операции на других. Детали во
время работы хранят у станков и затем
транспортируют всей партией. Предметные
участки часто имеют замкнутый цикл. Как
правило, они оснащены всем комплексом
оборудования, необходимым для изготовления
продукции. Так, на механических участках,
организованных по предметно-замкнутому
циклу, кроме механической производят
обработку, сварку, окраску и т. д. По
такому принципу построены участки
механических цехов многих заводов.
При
организации цехов и участков по
предметному принципу создаются
благоприятные условия для применения
передовых методов организации производства
и труда. Расстановка оборудования по
ходу выполнения технологических операций
резко сокращает путь движения
обрабатываемых деталей и затраты времени
на их транспортировку. Возникают
благоприятные предпосылки для организации
поточных и автоматических линий, более
полно используется оборудование, рабочие
специализируются на выполнении узкого
круга операций, в результате чего
повышается их квалификация, улучшается
организация труда, происходит упрощение
управления процессом изготовления
изделия, облегчение планирования и
оперативного управления производством,
усиливается ответственность за качество
выпускаемых изделий. При этом мастер
полностью отвечает за весь цикл
изготовления изделия. Все это ведет к
росту производительности труда и
снижению себестоимости продукции.
К
недостаткам, присущим предметным цехам
и участкам, можно отнести неполную
загрузку оборудования на отдельных
операциях вследствие небольшого объема
работ. Организация таких участков
наиболее целесообразна при относительно
постоянной и небольшой номенклатуре
выпускаемых изделий, т. е. она присуща
крупносерийному и частично массовому
производству
Дальнейшим развитием
предметной специализации явилось
выделение в цехах предметно-замкнутых
участков, которые специализируются на
выпуске определенной группы или
комплектов деталей, идущих на сборку
изделия. Если расположить оборудование
на таком участке по ходу технологического
процесса приготовления каждой детали,
то отдельная предметно-замкнутая линия
независимо от других выдает законченную
продукцию. Практически организуется
поточное производство по выпуску
изделий. Поэтому организация
предметно-замкнутых участков является
прогрессивной тенденцией, направленной
на создание эффективной структуры
предприятия.
При поточном принципе
построения цехов происходит разделение
участков на поточные линии. Поточные
линии организуют или в виде отдельных
поточных участков, специализированных
на обработке одного или нескольких
изделий, или в виде одной сквозной
поточной линии. Поточные методы работы
свойственны массовому производству.
Начальным
звеном производственной структуры
служит рабочее место. Расположение
рабочих мест зависит от типа производства.
Например, на поточных линиях они
расположены по ходу технологического
процесса и по времени связаны единым
тактом потока. На предприятиях, где не
используется поточной метод организации
производства, рабочие места размещают
преимущественно по группам однотипного
оборудования.
При предметно-технологическом
(смешанном) принципе построения цехов
заготовительные цехи (литейные,
штамповочные, прессовые, кузнечные)
специализируются по технологическому
принципу, а обрабатывающие — по
предметному
Приведенная на рис. 1.1.
производственная структура характерна
для большинства крупных машиностроительных
предприятий мелкосерийного и серийного
типа производства, отличающихся высоким
уровнем комбинирования и низким уровнем
предметной и технологической
специализации.
В составе производственной
структуры выделены следующие три группы
цехов:
Основные цехи, непосредственно
осуществляющие процесс производства
продукции, на которой специализируется
предприятие. На машиностроительном
заводе основной производственный
процесс подразделяется на металлургическое
и ремонтно-прессовое производство,
которое состоит из заготовительной
стадии, осуществляемой сталелитейным,
чугунно-литейными цехами и цехом цветного
литья, а также кузнечным, прессовым и
заготовительно-штамповочным цехами.
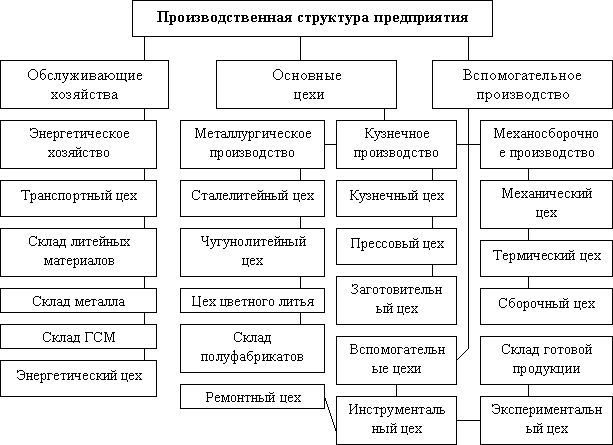 Рис.
1.1. Схема производственной структуры
крупного
машиностроительного завода
На этой стадии осуществляется
предварительное формообразование
частей изделий, обрабатывающей стадии,
на которой происходит изготовление
деталей (механические, термические и
другие цехи) и сборочной стадии,
обеспечивающей монтажно-сборочные
работы по соединению частей изделий и
их отделке, окраске.
Вспомогательные
цехи (ремонтный и инструментальный) не
принимают непосредственного участия
в производстве основной продукции, но
своей деятельностью способствуют ее
бесперебойному выпуску, создавая условия
для нормальной работы основных цехов.
Они оснащают последние инструментом и
приспособлениями, производят ремонт
машин и оборудования;
К обслуживающим
цехам и хозяйствам относятся: службы
(электростанции, котельные, кислородные
станции с системами коммуникаций)
транспортное и складское хозяйства,
санитарно-технические и общезаводские
устройства и службы, телефонные станции,
проходные и др.
Производственные
структуры предприятий (организаций,
фирм и т. п.) других отраслей народного
хозяйства в целом значительно
проще.
Основными факторами развития
производственных структур предприятий
являются]:
• регулярное изучение
достижений в области проектирования и
развития производственных структур с
целью обеспечения мобильности и
адаптивности структуры предприятий к
нововведениям и новой продукции;
•
оптимизация числа и размеров
производственных подразделений
предприятия;
• обеспечение рационального
соотношения между основными,
вспомогательными и обслуживающими
подразделениями;
• обеспечение
конструктивной однородности выпускаемой
продукции;
• рациональность планировки
подразделений и генерального плана
предприятия;
• повышение уровня
автоматизации производства;
•
обеспечение соответствия компонентов
производственной структуры предприятия
принципу пропорциональности по
производственной мощности, прогрессивности
технологических процессов (с точки
зрения требований конструкции), уровня
автоматизации, квалификации кадров и
других параметров;
• обеспечение
соответствия структуры принципу
прямоточности технологических процессов
с целью сокращения длительности (пути)
прохождения предметов труда;
•
обеспечение соответствия уровня качества
процессов в системе (производственной
структуре предприятия) уровню качества
входа системы. Тогда и качество выхода
системы будет высоким;
• создание
внутри крупного предприятия (объединения,
акционерного общества, фирмы и т. п.)
юридически самостоятельных мелких
организаций с предметной или технологической
специализацией производства;
•
сокращение нормативного срока службы
основных фондов;
• соблюдение графиков
планово-предупредительного ремонта
основных производственных фондов
предприятия, сокращение продолжительности
проводимых ремонтов и повышение их
качества, своевременное обновление
фондов.
Итак, производственная структура
предприятия представляет собой
совокупность основных, вспомогательных
и обслуживающих подразделений предприятия,
обеспечивающих переработку входа
системы в ее выход — готовый продукт с
параметрами, заданными в бизнес-плане.
Рис.
1.1. Схема производственной структуры
крупного
машиностроительного завода
На этой стадии осуществляется
предварительное формообразование
частей изделий, обрабатывающей стадии,
на которой происходит изготовление
деталей (механические, термические и
другие цехи) и сборочной стадии,
обеспечивающей монтажно-сборочные
работы по соединению частей изделий и
их отделке, окраске.
Вспомогательные
цехи (ремонтный и инструментальный) не
принимают непосредственного участия
в производстве основной продукции, но
своей деятельностью способствуют ее
бесперебойному выпуску, создавая условия
для нормальной работы основных цехов.
Они оснащают последние инструментом и
приспособлениями, производят ремонт
машин и оборудования;
К обслуживающим
цехам и хозяйствам относятся: службы
(электростанции, котельные, кислородные
станции с системами коммуникаций)
транспортное и складское хозяйства,
санитарно-технические и общезаводские
устройства и службы, телефонные станции,
проходные и др.
Производственные
структуры предприятий (организаций,
фирм и т. п.) других отраслей народного
хозяйства в целом значительно
проще.
Основными факторами развития
производственных структур предприятий
являются]:
• регулярное изучение
достижений в области проектирования и
развития производственных структур с
целью обеспечения мобильности и
адаптивности структуры предприятий к
нововведениям и новой продукции;
•
оптимизация числа и размеров
производственных подразделений
предприятия;
• обеспечение рационального
соотношения между основными,
вспомогательными и обслуживающими
подразделениями;
• обеспечение
конструктивной однородности выпускаемой
продукции;
• рациональность планировки
подразделений и генерального плана
предприятия;
• повышение уровня
автоматизации производства;
•
обеспечение соответствия компонентов
производственной структуры предприятия
принципу пропорциональности по
производственной мощности, прогрессивности
технологических процессов (с точки
зрения требований конструкции), уровня
автоматизации, квалификации кадров и
других параметров;
• обеспечение
соответствия структуры принципу
прямоточности технологических процессов
с целью сокращения длительности (пути)
прохождения предметов труда;
•
обеспечение соответствия уровня качества
процессов в системе (производственной
структуре предприятия) уровню качества
входа системы. Тогда и качество выхода
системы будет высоким;
• создание
внутри крупного предприятия (объединения,
акционерного общества, фирмы и т. п.)
юридически самостоятельных мелких
организаций с предметной или технологической
специализацией производства;
•
сокращение нормативного срока службы
основных фондов;
• соблюдение графиков
планово-предупредительного ремонта
основных производственных фондов
предприятия, сокращение продолжительности
проводимых ремонтов и повышение их
качества, своевременное обновление
фондов.
Итак, производственная структура
предприятия представляет собой
совокупность основных, вспомогательных
и обслуживающих подразделений предприятия,
обеспечивающих переработку входа
системы в ее выход — готовый продукт с
параметрами, заданными в бизнес-плане.
№2Перечислите важнейшие направления технолюразвития машиностроительного комплекса указать причины низкой конкурентносп.рынка продукции отечественного машиностр.гражд.назначения.
Машиностроительный комплекс включает в себя более двадцати подотраслей (металлообрабатывающую промышленность; производящую средства производства; транспорта; оборонную продукцию, а также предметы потребления) и при определенных условиях должен стать ключевым фактором, влияющим на эффективность инновационного сценария. МСК Машиностроение призвано обеспечить производственным оборудованием ключевые сектора экономики и в первую очередь обрабатывающие отрасли промышленности и тем самым определяет состояние производственного потенциала Российской Федерации. От уровня развития машиностроения зависят материалоёмкость, энергоёмкость валового внутреннего продукта, производительность труда, промышленная безопасность и обороноспособность государства.
МСК должен сыграть ключевую роль в обеспечением перевода традиционных отраслей экономики на принципиально новую технологическую базу, в том числе за счет развертывания глобально ориентированных специализированных производств, где особую роль играет технологическое развитие станко-инструментальной промышленности.
Стихийный переход к рынку в конце прошлого века, безусловно, положительно повлиял на развитие добывающих отраслей – как наиболее доходных, но пагубно сказался на обрабатывающих отраслях промышленности. В первую очередь – машиностроительной. Нынешняя доля машиностроения в общем объёме промышленного производства РФ составляет около 20 %, уступая по меньшей степени в 2 раза показателям промышленно развитых стран. А по подавляющему большинству позиций в мировом экспорте машин, оборудования и транспортных средств вклад страны составляет десятые и сотые доли процента (относительное исключение представляет энергетическое оборудование – около 2,5 %).
Среди главных проблем отечественного машиностроения:
Наличие избыточных производственных мощностей, как правило, устаревших, и, соответственно, крайне высокие издержки на их содержание.
Морально устаревшая инфраструктура производственных мощностей.
Дефицит денежных ресурсов (низкая кредитная и инвестиционная привлекательность предприятий) для реализации программ стратегических преобразований.
дефицит квалифицированных кадров.
Согласно данным статистики, до 70% оборудования в отечественном машиностроении имеет средний возраст 20 и более лет. Это означает, что подавляющая часть основных фондов устарела не только морально, но и физически. В частности, в судостроении, радиоэлектронном комплексе, вертолетной индустрии износ оборудования превышает 65%.
В своем сегодняшнем состоянии предприятия российского машиностроения могут осуществлять производство высокотехнологичной конкурентоспособной продукции только для сравнительно узких сегментов мирового рынка. Современное состояние отрасли не отвечает целям и задачам повышения долгосрочной конкурентоспособности экономики и занятия устойчивых рыночных ниш на мировых рынках наукоемкой продукции.
С учетом того, что машиностроение играет ведущую роль в экономике страны (а также присущего данному отраслевому комплексу свойства давать импульс для инновационного развития практически всех отраслей), объективной и безотлагательной задачей является немедленное проведение реструктуризации и инновационного развития отечественного машиностроения.
Одной из основных задач государственной поддержки в прогнозируемый период должно стать преодоление импортозависимости машиностроительной продукции, которая приводит к экономическому отставанию всех секторов экономики.
В настоящее время развитие машиностроительного комплекса происходит на фоне следующих положительных тенденций:
увеличения объемов государственной поддержки высокотехнологичных секторов экономики (авиастроение, судостроение, транспортное машиностроение, энергетическое машиностроение и др.), а также развития производственной инфраструктуры.
При этом негативными тенденциями развития машиностроительного комплекса являются:
агрессивная ценовая политика крупных транснациональных компаний, выходящих на отечественный рынок;
неблагоприятная макроэкономическая конъюнктура, сказывающаяся на снижении рентабельности выпускаемой продукции;
высокий уровень использования импортных комплектующих в производстве продукции отдельных отраслей машиностроения.
Представляется возможным выделить два возможных варианта инновационного и технологического развития сектора:
«компенсация предыдущего технологического отставания», когда российский рынок потребления машиностроительной продукции может опережать некоторое время мировые темпы ввиду текущего отставания;
«торможение с формированием нового отставания», связанное с недостаточным внедрением новых технологий из-за различных препятствий.
С учетом того, что машиностроение призвано играть ведущую роль в экономике страны (а также присущего данному отраслевому комплексу свойства давать импульс для инновационного развития практически всех отраслей), объективной и безотлагательной задачей является немедленное проведение реструктуризации и инновационного развития отечественного машиностроения. При этом необходимо учитывать, что исходя из текущего уровня технологического развития и существующих тенденций осуществить одновременный подъем всех отраслей отечественного машиностроения и технологическое перевооружение всех входящих в них ключевых производств является абсолютно нереальной целью.
Соответственно, задачей государства является содействие развитию отечественному машиностроению исходя из необходимости обеспечения национальных приоритетов научно-технологического развития и той различной роли, которую играет государство в реализации приоритетов различного рода. При этом даже в рамках какого-либо конкретного приоритета полностью обеспечить его реализацию исключительно за счет отечественного машиностроения даже в среднесрочной перспективе не представляется возможным. Следовательно, речь идет о выборе в рамках кокретного приоритета ограниченного перечня ключевых компетенций, необходимых для его реализации и о развитии соответствующих машиностроительных производств для приобретения этих ключевых компетенций.
Исходя из такого подхода усилия государства должны быть в первую очередь сосредоточены на технологическом развитии ключевых производств в тех отраслях машиностроения, которые связаны с решением задачи достижения технологического лидерства в области ракетно-космической техники, гражданского авиастроения и атомной энергетике, так как в реализации данных приоритетов государство играет доминирующую роль.
Результатом реализации комплекса мер по развитию отрасли должно быть достижение к 2015 году следующих целей::
увеличение внутреннего рынка машиностроения до 125-130 млрд. рублей (100 тыс. ед.) в год;
увеличение производства механообрабатывающего оборудования до 90 млрд руб. (до 75 тыс. ед.) и инструмента – до 30 млрд руб. в 2015 году (в ценах 2007 года);
достижение положительного внешнеэкономического баланса по машиностроительной отрасли;
решение вопросов кадрового обеспечения предприятий, которые характерны для всей промышленности;
увеличение абсолютных объемов инвестиций в станкоинструментальную промышленность (до 10 млрд руб. в 2015 году, в ценах 2007 года), прежде всего, за счет прироста доли привлеченных средств. Предполагается также использование финансовых инструментов: лизинга, льготного кредитования.
Экспорт машиностроительной продукции по отношению к нынешнему уровню должен увеличиться в два раза к 2015 году и в пять раз к 2020 году. - с 17,5 млрд. долларов США в 2006 году до 92 млрд. долларов США в 2020 году (около 18% всего экспорта).
Исходя из расчета накапливающейся неудовлетворенной внутренней потребности и реальных возможностей стимулирования рынка, цель – достигнуть к 2015 года годового объема внутреннего потребления в 125-130 млрд. рублей (это порядка 100 тыс. ед. механообрабатывающего оборудования) с учетом собственного производства и импорта.
Среди основных направлений технологического развития машиностроительного комплекса:
1. Технологии, снижающие эксплуатационные расходы:
новые технологии обработки материалов с повышенными характеристиками (удельной твердости, продольной и поперечной жесткости т.д.);
технологии, повышающие энерго-, электроэффективность оборудования, снижающие расход вспомогательных материалов;
технологии, повышающие надежность, ремонтопригодность, ремонтоудобство, позволяющие снизить затраты на обслуживание;
модульность, возможность производства широким спектром партий, разной продукции, разных операций (универсальность).
2. ИКТ-технологии для машиностроения:
соединение информационных технологий и традиционного машиностроения с получением "интеллектуального машиностроения", станков, приборов, оборудования, оснащенных средствами контроля и управления;
сетевые технологии, интернетизация машиностроительных продуктов, комплексов, встраивание в глобальные сети.
Стратегия развития транспортного машиностроения в 2009-2011 годах и на период до 2015 года подразумевает выделение государственных средств на проведение НИОКР. Для обеспечения долгосрочного планирования развития производств предусмотрено внедрение практики долгосрочных договоров между потребителями и производителями на поставку подвижного состава и оборудования. Это позволит обеспечить в полном объеме удовлетворение внутреннего спроса на современный железнодорожный подвижной состав и ликвидировать дефицит железнодорожной техники к 2015 году, а также расширить экспорт продукции транспортного машиностроения. Положения Стратегии согласованы с прогнозами потребности в подвижном составе, лежащими в основе разработанной Минтрансом России с участием РЖД «Стратегией развития железнодорожного транспорта до 2030 года».
Ограничения и риски:
Доминирование на рынке крупного потребителя («РАО РЖД») ставит предприятия железнодорожного машиностроения в сильную зависимость от ее ценовой закупочной политики, а также самих планов закупок. Действие этого фактора будет ослабевать постепенно, по мере развития независимых перевозчиков.
Чрезмерная государственная защита отечественных предприятий железнодорожного машиностроения оказывает дестимулирующее воздействие на технический прогресс в отрасли. В результате продукции отечественных производителей существенно отстает по многим параметрам от импортной, и в случае снижения уровня государственной поддержки может оказаться неконкурентоспособной. Технологическое отставание наблюдается, прежде всего, в части современного электровозостроения, а также высокоскоростных локомотивов и вагонов, а также по параметрам эффективности и эксплуатационных затрат подвижного состава.
По экспертным оценкам, отрасль должна пройти 2 этапа модернизации:
5-7 лет, до 2015 года - удовлетворение текущего спроса за счет технологий предыдущего поколения, закупка традиционного оборудования, инструмента, комплектующих, в основном импортного;
до 2025 года (при условии реализации инновационного сценария развития и разработки продукции с улучшенными параметрами качества) освоение новых российских технологий и оборудования с тенденцией импортозамещения.
Согласно оценкам, стоимость производства МСК в сопоставимых ценах 2007 г. вырастет с 4924 млрд руб. в 2007 г. до:
1. Для энерго-сырьевого сценария: в условиях учета "полного" влияния технологической модернизации – 9623 млрд руб. в 2025 г.
2. Для инновационного сценария: в условиях учета "полного" влияния технологической модернизации – 14805 млрд руб. в 2025 г.
Возможные развилки технологического развития сектора могут возникнуть, в первую очередь, из-за недостатка «государственного внимания» к перспективам развития сектора. Следует отметить, что пока «частные деньги» практически не работают в машиностроении. Предприятия сектора, в большинстве своём государственной формы собственности из сферы ВПК, в основном вынуждены развиваться за счёт собственных средств в условиях жесткой отраслевой конкуренции. В результате - низкий уровень инвестиций, а также высокий износ производственных фондов сопровождаются снижением объёмов производства конкурентоспособной продукции.
Отдельно стоит отметить решение проблем технологической и государственной безопасности, связанным с использование технологий двойного назначения. Большая часть механообрабатывающего оборудования, внесенного в списки технологий двойного назначения, не производится в нашей стране или серьезно уступает по своим характеристикам зарубежным аналогам. Таким образом, российское оборонное и гражданское машиностроение будут находиться под угрозой потери доступа к передовому оборудованию и технологиям, хорошо контролируемым западными государствами.
Оценивая вероятность достижения поставленных целей с учетом существующих стартовых условий и тенденций, представляется возможным сделать вывод, что при соответствующем финансировании научных разработок в области нового оборудования, перспективы развития сектора машиностроение России, направленные на удовлетворение растущего внутреннего спроса, довольно благоприятные. В частности, по традиционным и новым продуктам тяжелого машиностроения возможно доминирование российских производителей, по ряду других отраслей машиностроения возможно если не импортозамещение, то существенное ослабление зависимости от импорта.
Особую роль при этом играет высокий уровень государственной поддержки (прежде всего в железнодорожном машиностроении и автомобильной промышленности).
Напротив, возможности предложения российских технологий, продукции машиностроения и услуг на мировом рынке следует оценить как ограниченные.