

Введение
Как показывает развитие промышленного производства последних лет, в области технологии машиностроения одним из основных направлений является разработка методов оптимизации технологических процессов по достигаемой точности, производительности при условии обеспечения высоких эксплуатационных качеств и надёжности работы машины. Как раз это направление рассматривается в данном курсовом проекте.
Задачей данного курсового проекта является разработка технологического процесса обработки детали «Вилка», разработка станочного и контрольно-измерительного приспособлений для данной детали.
В качестве исходных данных к предстоящему проектированию используется чертеж изготавливаемой детали «Вилка», базовый технологический процесс изготовления детали. Режим работы при изготовлении детали принимается двухсменным, в соответствии с заданием к курсовому проекту. Объем выпуска берется 3000 штук в год.
1 Назначение и конструкция обрабатываемой детали
Деталь «Вилка» относится к деталям класса рычагов. Она представляет собой корпус с центральным пазом прямоугольного сечения параллельно общей центральной оси, со сквозным отверстием перпендикулярным центральной оси вращения, а также с двумя сквозными гладкими и одним резьбовым отверстиями для крепления. Общий вид детали с разрезом представлен на рисунке 2.1.
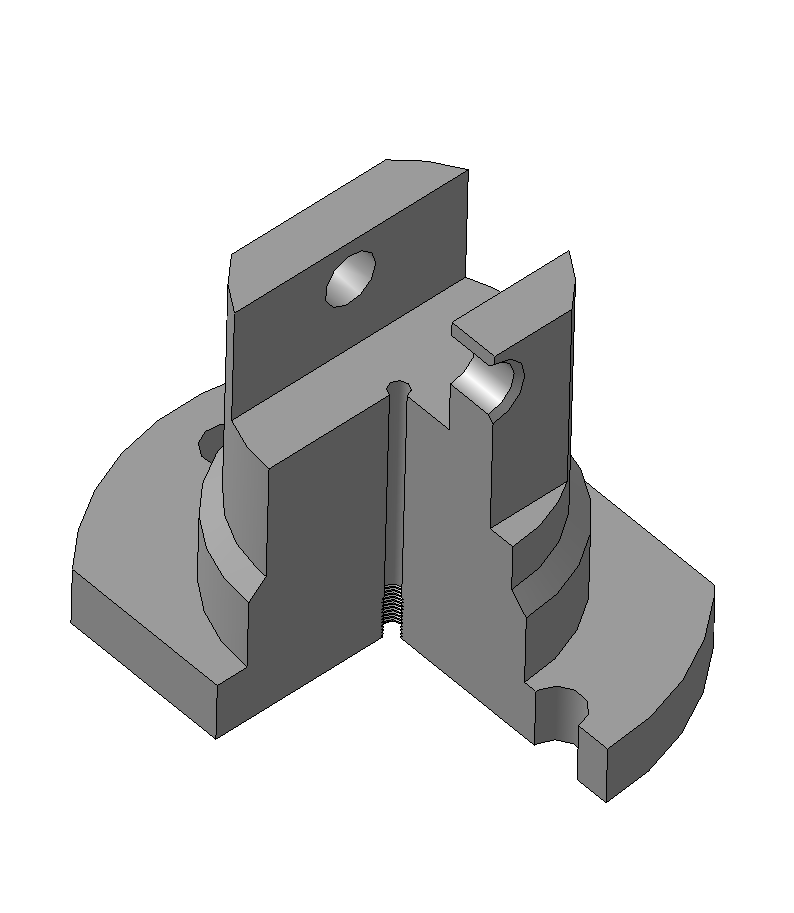
Рисунок 2.1 — Общий вид с разрезом детали «Вилка»
Деталь «Вилка» является составной частью карданного шарнира, который в свою очередь является составной частью карданной передачи, предназначенной для передачи крутящего момента. Эскиз детали приведён на рисунке 2.2.
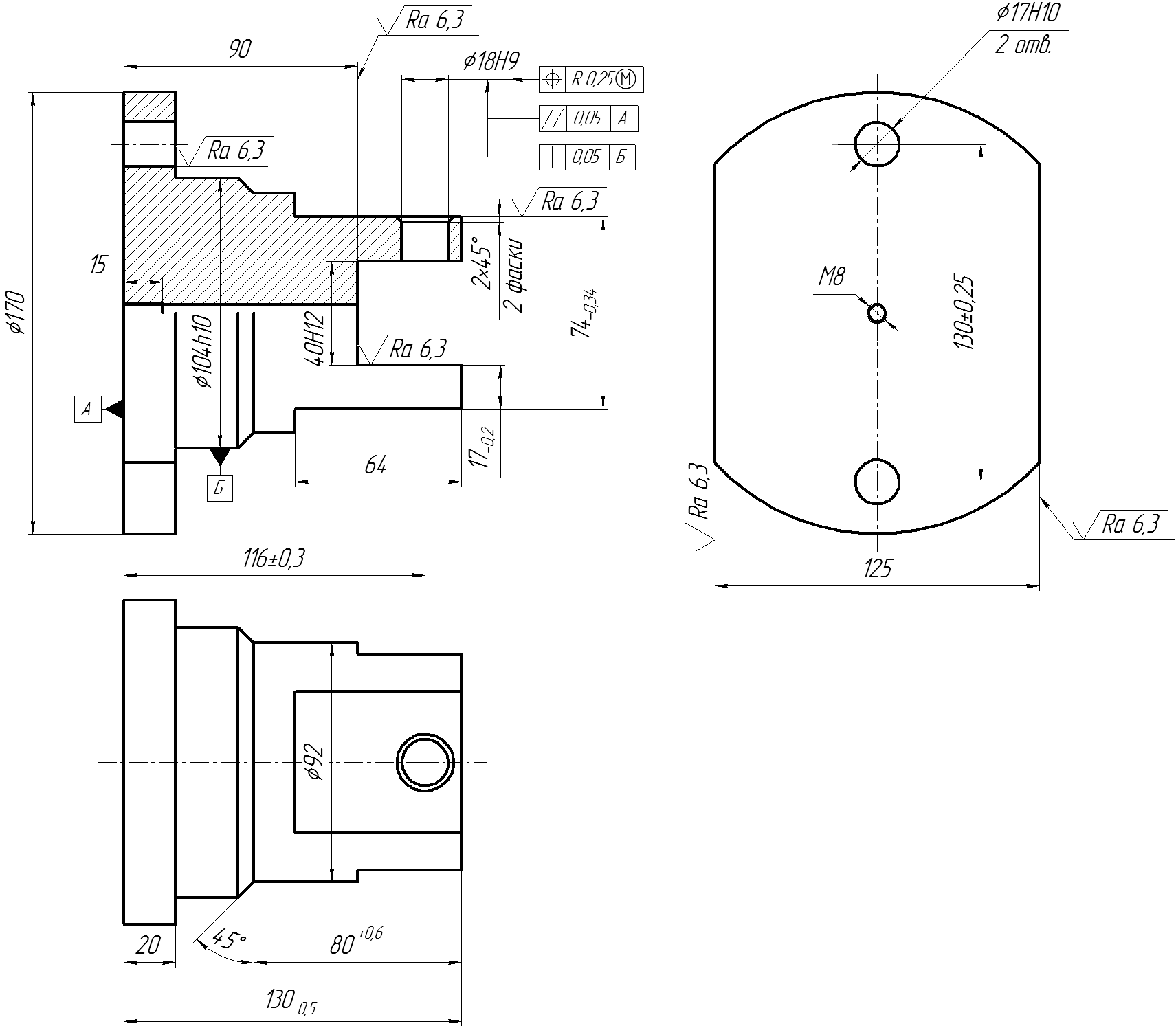
Рисунок 2.2 — Эскиз детали
Наружный диаметр вилки Ø104h10 с шероховатостью Ra 3,2 является направляющим при установке в корпусе сопрягаемой детали.
Для придания неподвижности детали служит торец толщиной 20h14 с шероховатостью Ra 3,2, резьбовое отверстие М8 и два гладких цилиндрических отверстия диаметром Ø17H10 с шероховатостью Ra 6,3.
Прямоугольный паз шириной 40H12 с шероховатостью Ra 6,3 предназначен для установки в него опорного ролика, который вращается на оси. Ось устанавливается в отверстие диаметром Ø18H9 с шероховатостью Ra 3,2.
Для фиксации оси в отверстии диаметром Ø18H9 и удобства сборки на диаметре Ø92h14 выполнены две лыски размером 74h12 с шероховатостью Ra 6,3.
Две лыски размером 125h14 на диаметре Ø170h14 выполнены для уменьшения веса детали.
Вилка устанавливается в корпус сопрягаемой детали и крепится неподвижно.
Рассмотренные элементы детали позволяют выяснить основные и вспомогательные конструкторские базы, исполнительные поверхности.
В нашем случае основной конструкторской базой являются поверхности: диаметр Ø104h10 и торец вилки поверхность «А», от которой заданы размеры. К вспомогательным поверхностям относятся два отверстия диаметром Ø18H9 и два отверстия диаметром Ø17H10, резьбовое отверстие М8. К исполнительным поверхностям относится прямоугольный паз шириной 40H12. Остальные поверхности будут свободными.
Материал детали — Сталь 45 ГОСТ 1050-88. Эта сталь углеродистая, конструкционная, качественная. Из этой стали изготавливаются самые разнообразные детали различных классов. Так как в этой стали 0,45% углерода, то в основном она используется для изготовления деталей с последующей термической закалкой для увеличения твердости.
Химический состав стали 45 представлен в таблице 2.1, а механические свойства стали 40Х в таблице 2.2.
Таблица 2.1 ― Химический состав стали 45 (ГОСТ 1050-88)
В процентах
|
C |
Si |
Mn |
Cr |
S |
P |
Ni |
As |
Cu |
|
не более | ||||||||
|
0,42—0,50 |
0,17—0,37 |
0,50—0,80 |
0,25 |
0,04 |
0,035 |
0,3 |
0,08 |
0,3 |
Таблица 2.2 ― Механические свойства стали 45 (ГОСТ 1050-88)
|
σт, МПа |
σв, МПа |
∆s, % |
ψ, % |
aн, Дж/см2 |
HB 10–1(не более) | |||
|
не менее |
горячекатанной |
отожженной | ||||||
|
340 |
690 |
6 |
10 |
36 |
229 |
207 | ||
Примечание — σт ― предел пропорциональности (предел текучести для остаточной деформации); σв ― предел кратковременной прочности; ∆s ― относительное удлинение при разрыве; ψ ― относительное сужение; aн ― ударная вязкость.