

7 Плазменная сварка
В настоящее время целесообразно из дуговой сварки выделить плазменную сварку, которая, наряду с общими признаками, имеет отличия от дуговой сварки. В плазменной сварке основным источником энергии для нагрева материала служит плазма — значительно ионизированный и нагретый газ, в котором концентрации положительных и отрицательных зарядов равны.
Плазма представляет собой смесь электрически нейтральных молекул газа и электрически заряженных частиц, электронов и положительных ионов, иногда еще и тяжелых отрицательных ионов. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. Плазма электропроводна, и при действии электрических полей в ней возникают электрические токи. При высоких степенях ионизации электропроводность плазмы может быть очень высокой. Токи в плазме могут отклоняться под действием магнитных полей. Ускорения, сообщаемые заряженным частицам действием электрических и магнитных полей путем соударений, передаются нейтральным частицам газа, и весь объем плазмы может получать направленное движение, образуя струю (или поток) или факел горячего газа. Электрические поля, воздействуя на плазму, передают энергию заряженным частицам, а через них и всей плазме и могут повышать ее температуру примерно до 20 000—30 000° С.
Технологически струя плазмы близка к газосварочному пламени, отличаясь более высокой температурой. Плазменной струей или факелом можно осуществлять различные виды обработки: сварку, резку, напыление, пайку, термообработку и т. д., причем можно обрабатывать как металл, так и неметаллические материалы — стекла, керамику и пр.
Плазменная сварка сжатой дугой состоит в том, что сечение плазменной струи уменьшается по сравнению со свободной струей под действием магнитных полей, обдуванием потоками газа или распыленной жидкости, пропусканием струи через сопло. Данный способ является наиболее важным и распространенным (рисунок 16).
В дуге между неплавящимся электродом 1 и нагреваемым изделием 4 располагается сопло 2, представляющее собой металлическую или графитную пластинку с калиброванным отверстием-каналом, через которое проходит плазменная струя 3, образуемая дуговым разрядом. Дуга может быть прямого действия (замкнут контакт 5, разомкнут 6), косвенного действия (замкнут 6, разомкнут 5) и смешанного действия (замкнуты контакты 5 и 6). При замыкании контакта 6 ток идет через сопротивление 7.


Рисунок 16 – Сварка и резка сжатой дугой
Обычно для плазменной сварки используют горелку, часто называемую плазматроном (рисунок 17). В горелку подается одновременно два независимых потока 1 — плазмообразующий и 2 — защитный. В обоих потоках может быть один и тот же газ, например аргон; могут быть и разные газы, например 1 — аргон и 2 — азот + водород. Поток 2 подает газ для образования плазмы; расход и скорость газа небольшие. С увеличением скорости газа усиливается расплавляющее действие плазменной струи и глубина расплавления основного металла. При значительном увеличении скорости газа расплавление металла может стать сквозным, металл выдувается из ванны и процесс сварки может перейти в резку металла.
Внешний поток 2 защищает сварочную ванну и зону сварки от воздействия атмосферного воздуха; кроме того, он обжимает плазменную струю за пределами сопла и может придавать ей цилиндрическую или коническую форму. Свободная струя, вышедшая из сопла, постепенно расширяется по мере удаления от среза сопла. Поток 2 в случае дуги косвенного действия может сводить конец факела на острие, что иногда целесообразно технологически, поэтому защитный поток 2 называют также формирующим или фокусирующим.
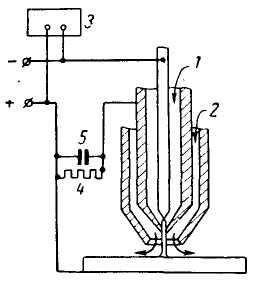
Рисунок 17 – Плазменная сварочная горелка
Плазменная сварка имеет промышленное применение обычно как автоматическая или полуавтоматическая, причем автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной с соответствующей заменой горелки. К преимуществам плазменной сварки можно отнести повышение производительности, уменьшение расхода присадочного металла, расширение возможности стыковой сварки металла без скоса кромок (толщиной до 15 мм) или с уменьшением разделки, малую чувствительность к колебаниям длины дуги, устранение включений вольфрама в наплавленном металле. При значительных толщинах металла возможна многослойная сварка. Сварку можно вести и на вертикальной поверхности. Струя плазмы отличается большой жесткостью и устойчивостью. Плазменная сварка с дугой косвенного действия пригодна не только для металлов, но и для неэлектропроводных материалов (стекла, керамика и т.п.). Для сварки особо малых толщин металла, от десятков микрон до 1 мм, мелких и мельчайших деталей успешно используется разновидность плазменной сварки, известная под названием микроплазменная сварка, или сварка игольчатой дугой, потому, что здесь струя плазмы диаметром 1,5—2 мм, заканчивается острием. Токи применяются 0,1 —10 а, расход газа 10—30 л/ч, диаметр сопла 0,8 мм. Формирующий газ придает плазменной струе форму иглы.