

2 Приготовление литейных сплавов
Шихтовыми материалами для получения литейных сплавов служат технически чистые металлы, лигатуры, лом и возврат собственного производства (литники, прибыли, бракованные отливки). Лигатуры применяют для введения в литейный сплав тугоплавких металлов и легко испаряющихся и окисляющихся элементов. Для изоляции расплавленного металла от атмосферы печи и для рафинирования в шихту вводят флюсы.
Лигатура – вспомогательные сплавы, применяемые для введения в жидкий металл легирующих элементов.
Плавильными агрегатами для получения жидкого металла служат главным образом электрические печи — дуговые, индукционные и электропечи сопротивления.
Для получения большого количества расплавленного металла применяют электродуговые печи и электрические печи сопротивления ванного типа. На рисунке 3 приведена схема электропечи сопротивления. Электропечи сопротивления обычно имеют емкость 0,5—3,0 т и используются для выплавки алюминиевых и цинковых сплавов. Недостатком этих печей является невозможность вести плавку под флюсом и рафинировать жидкий металл продувкой.
Тигельные электропечи сопротивления имеют меньшую емкость и позволяют вести плавку под флюсом и осуществлять рафинирование расплава. На рисунке 4 показана схема раздаточной тигельной электропечи для плавки алюминиевых, магниевых и цинковых сплавов.
Электроиндукционный нагрев осуществляется в индукционных канальных печах с железным сердечником и тигельных бессердечниковых печах. В печах с железным сердечником имеются 1—3 узких кольцевых вертикальных подовых канала, охватывающих сердечник и первичную обмотку трансформатора (рисунок 5). Перед плавкой подовые каналы заливают расплавленным металлом, который играет роль вторичной обмотки. При подведении к первичной обмотке переменного тока промышленной частоты в жидком металле подовых колец возникает индукционный ток, электрическая энергия которого превращается в тепловую. Тепло металла подовых колец передается шихтовым материалам. Канальные индукционные печи широко применяют при производстве отливок из медных сплавов (латуни, бронзы, томпака и др.), а также некоторых алюминиевых сплавов. Недостатком индукционных печей с железным сердечником является необходимость оставлять при разливке часть металла в подовых кольцах в жидком состоянии для замыкания вторичного контура. Это затрудняет смену марки сплава, усложняет эксплуатацию и приводит к повышенному расходу электроэнергии на 1 т выплавленного металла.
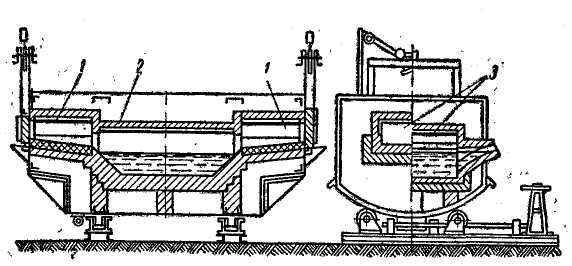
1 — загрузочное окно; 2 — ванна с расплавленным металлом; 3 — электронагреватели
Рисунок 3 – Электрическая печь сопротивления ванного типа
Наиболее удобны для эксплуатации тигельные бессердечниковые индукционные высокочастотные и низкочастотные печи. Тигель находится внутри многовиткового индуктора из медной или алюминиевой трубки. Индуктор изолирован от тигля огнеупорной футеровкой. При сливе металла печь поворачивают вокруг горизонтальной оси. Метод плавки в высокочастотных индукционных бессердечниковых печах является универсальным и используется для плавки черных и цветных металлов и сплавов высокого качества. Плавку можно вести в открытой атмосфере, в среде защитного газа (рисунок 6) и в вакууме.
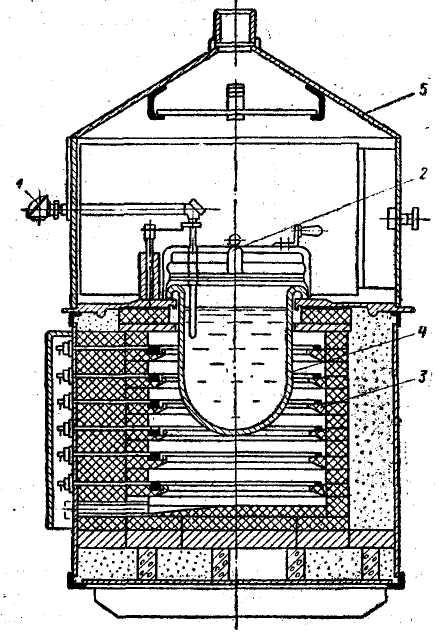
1 — термопара; 2 — крышка; 3 — электрические нагреватели;
4 — тигель; 5 — вытяжной зонт
Рисунок 4 – Электрическая тигельная печь сопротивления

1 – сердечник; 2 – подовый канал
Рисунок 5 – Схема индукционной печи с железным сердечником
Заливаемый в литейную форму расплав должен быть достаточно нагрет для хорошего заполнения формы. Вместе с тем чрезмерно высокая температура заливки обусловливает крупнозернистость структуры отливки, повышенное содержание газов в металле, снижение механических свойств и ухудшение качества поверхности отливки. Оптимальная температура заливки алюминиевых сплавов составляет 700—750° С магниевых 715—740° С, оловянистых и алюминиевых бронз 1130—1250° С При заливке магниевых сплавов струю металла опыливают порошком серы во избежание окисления и возгорания на воздухе.