

5 Волочение
Волочением называется протягивание заготовки 1 через отверстие инструмента 2 в виде волочильной доски или волоки, сечение которого меньше сечения протягиваемой заготовки (рисунок 48).
Заготовками для волочения может служить прокат (в виде катанки, прутков и труб), а также прессованные профили (прутки и трубы). Процесс волочения производится преимущественно в холодном состоянии.
Сортамент современных изделий, изготовляемых волочением, весьма разнообразен. Волочением изготовляют стальную проволоку диаметром от 0,002 до 10 мм, калибруют стальные трубы с наружными диаметрами от капиллярных до 500 мм, калибруют стальные прутки с диапазоном диаметров от 3 до 150 мм: Из цветных металлов волочением изготовляют проволоку круглого, прямоугольного, и сегментного сечений, прутки различных сечений, трубы круглого и прямоугольного сечений и т. п.

Рисунок 48 – Схема процесса волочения
Волочение позволяет получать изделия с высоким классом точности и высокой чистотой поверхности. Например, стальная проволока диаметром 0,006 мм по 2-му классу точности имеет допуск —0,001 мм. Чистота поверхности после волочения обычно соответствует 7—9-му классу по ГОСТу 2789—2003.
 Волочильные
станы в основном подразделяются на
цепные и барабанные; первые — периодического
действия, вторые — непрерывного. Катанка,
прутки и трубы протягиваются на цепных
стадах крупных размеров.
Волочильные
станы в основном подразделяются на
цепные и барабанные; первые — периодического
действия, вторые — непрерывного. Катанка,
прутки и трубы протягиваются на цепных
стадах крупных размеров.
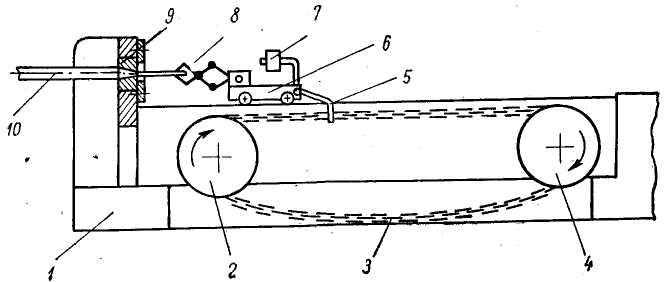
Рисунок 49 – Схема цепного волочильного стана
Цепной стан (рисунок 49) имеет станину 1 длиной 14—16 м. В станине 1 укреплены два цепных барабана 4 и 2; барабан 4 получает вращение от электромотора через редуктор. На барабаны 4 и 2 накинута бесконечная шарнирно-пластинчатая цепь 3. По наклонным направляющим станины 1 перемещается тележка 6, на которой укреплены крюк 5 с противовесом 7 и зажимное приспособление в виде клещей 8. К передней стойке стана прикрепляется инструмент 9. Для начала работы на стане необходимо конец прутка 10 заправить (обжать) таким образом, чтобы он прошел через отверстие инструмента (волоки) 9 и был захвачен губками клещей 8. Крюк 5 тележки 6 накидывается на один из пальцев звена бесконечной цепи 3, которая при перемещении будет передвигать тележку 6. При этом клещи 8, зажимая пруток 10, будут его протягивать через отверстие волоки 9. В крайнем правом положении тележки 6 крюк 5 будет вытолкнут из звена цепи 3 зубом барабана 4; противовес 7 приподнимает крюк, клещи 8 разожмутся и тележка 6, будучи установленной на наклонных направляющих, переместится влево для повторения цикла протяжки. Крюк 5 вручную (или автоматически) будет снова накинут на палец звена цепи; клещи 8 захватят пруток 10 в новом месте, и цикл протягивания повторится. Современные цепные станы могут одновременно протягивать до десяти прутков и строятся с тянущим усилием до 150 т (1500 КН).
6 Порядок проведения работы
6.1 Изучить методические материалы по обработке металлов давлением.
6.2 Ознакомится с конструкцией и устройством прокатного стана.
6.3 Получить слиток для прокатки. Провести измерение исходных размеров заготовки.
6.4 Произвести прокатку слитка.
6.5 Измерить заготовку после прокатки.
6.6 Определить относительное обжатие и коэффициент вытяжки заготовки.