

6 Контактная сварка
Особенность - контактной сварки в том, что сварка происходит в результате механического давления на металл, нагретый до пластического состояния. Контактная сварка обеспечивает высокое качество сварных соединений, так как окислы и шлаки при сварке выдавливаются наружу.
Вторая особенность контактной сварки — быстрота процесса, высокая производительность, требующая применения машин с большой электрической мощностью.
Контактная сварка широко применяется в промышленности, в самолетостроении, инструментальном деле и других важнейших отраслях.
При контактной сварке нагрев свариваемых изделий производится теплом, выделяемым при прохождении электрического тока по свариваемым изделиям и в контакте между ними. Применяемые при контактной сварке большие силы тока (десятки и сотни тысяч ампер) обеспечивают быстрый напрев изделия в месте сварки, а приложенное давление дает прочное соединение. Длительность сварки — доли секунды. Контактная сварка может производиться переменным током частотой 50 Гц, аккумулированной энергией, накапливаемой в конденсаторах или других устройствах, а также импульсами постоянного тока. Разновидностями контактной сварки являются стыковая, точечная и роликовая сварки.
Стыковой сваркой соединяют детали по всей площади соприкосновения (рисунок 11). Различают три метода стыковой сварки: сопротивлением, непрерывным оплавлением и прерывистым оплавлением.
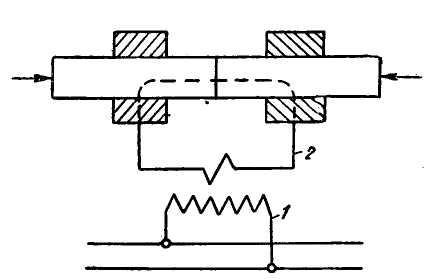
1-первичная цепь трансформатора; 2-вторичная цепь
трансформатора
Рисунок 11 – Схема стыковой сварки
При сварке сопротивлением электрический ток пропускают через предварительно сжатые заготовки. После разогрева их в месте контакта до пластического состояния заготовки дополнительно сжимаются и производится осадка их на необходимую величину. Затем электрический ток выключается. Свариваемые торцы заготовок перед сваркой тщательно очищаются от окисных пленок и обеспечивается плотное их прилегание. Попадание окислов между контактирующими поверхностями снижает качество сварки.
Сварка непрерывным оплавлением производится следующим образом. Торцы свариваемых заготовок сближают до соприкосновения при включенном сварочном токе. Неплотный контакт заготовок обусловливавает высокое сопротивление электрическому току. На торцах заготовок возникают искровые разряды и происходит быстрый нагрев и оплавление торцовых поверхностей. После оплавления всего сечения заготовки быстро осаживаются. Расплавленный металл вытесняется из зазора и образуется сварное соединение по всей площади касания заготовок. По сравнению со сваркой сопротивлением сварка непрерывным оплавлением более производительна и позволяет свариваемые торцы заготовок обрабатывать менее тщательно. Недостатком является значительное разбрызгивание и угар металла.
При сварке прерывистым оплавлением нагрев до оплавления всего сечения выполняют путем периодического замыкания и размыкания сварочного контура с последующей осадкой заготовок. Размыкание достигается либо периодическим выключением тока, либо механическим разведением свариваемых заготовок на небольшое расстояние. При такой сварке требуется меньшая мощность машин, но увеличивается расход металла вследствие его угара.
Стыковую сварку применяют для соединения стали, медных и алюминиевых сплавов, некоторых сплавов титана. Сваривают и разнородные металлы: сталь с медью, латунь с медью и др.
Соединение листовых заготовок производят точечной и шовной сваркой. В зависимости от расположения электродов точечная сварка может бить двусторонней или односторонней.
При двусторонней сварке (рисунок 12 а) заготовки накладывают друг на друга и зажимают стержневыми металлическими электродами, по которым пропускают сварочный ток. Режим сварки подбирают таким образом, чтобы металл в зоне контакта — в месте наибольшего сопротивления электрической цепи — нагревался до плавления. После осадки и охлаждения в месте контакта образуется литая сварная точка. Односторонняя сварка (рисунок 12 6) осуществляется двумя электродами, расположенными со стороны одной из свариваемых заготовок. Электрический ток, разогревающий металл в точках сварки, замыкается между электродами через вторую (нижнюю) заготовку и нижнюю медную пластину, которая подкладывается для увеличения тока, протекающего через нижнюю заготовку.
Операции точечной сварки производятся в определенной последовательности: сдавливание свариваемых заготовок, включение электрического тока, выдержка в течение определенного времени, выключение тока, увеличение и последующее снятие усилия сжатия. При нарушении последовательности операций качество сварки резко снижается. Диаметр сварной точки зависит от диаметра электрода, величины сварочного тока и продолжительности разогрева при сварке. Практически размер точки по ширине составляет 1,0—1,2 диаметра электрода, который обычно выбирается на 3—4 мм больше суммарной толщины свариваемых заготовок. Свариваемые поверхности заготовок должны быть очищены от окислов.
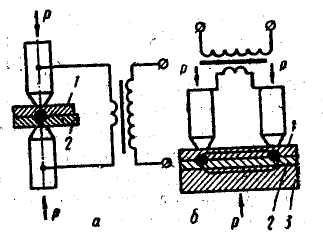
1,2 – заготовки; 3- подкладка
Рисунок 12 – Схема двусторонней (а) и односторонней (б)
точечной сварки
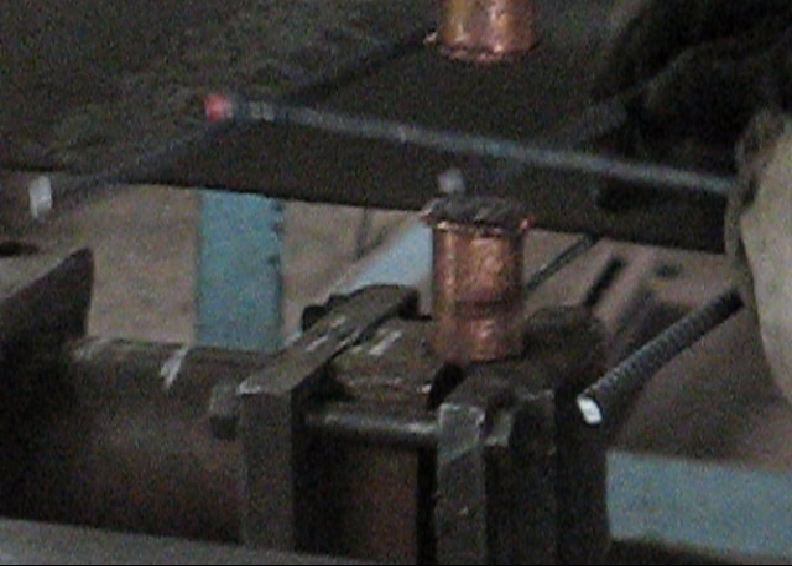

Рисунок 13 – Точечная сварка арматуры
Режим точечной сварки определяется удельным давлением в зоне сварки, плотностью тока и временем одного цикла сварки.
Точечной двусторонней сваркой сваривают внахлестку две, три и даже четыре заготовки. Сварные точки располагают друг от друга на расстоянии, примерно равном 2,5 диаметра электрода.
Точечную сварку используют для соединения заготовок одинаковой и различной толщины в пределах от 0,001 до 5 мм (рисунок 13).
Роликовая (шовная) сварка обеспечивает получение прочноплотного шва в форме сплошного ряда последовательно расположенных сварных точек. Такой шов получается при помощи вращающихся роликов, к которым подведен сварочный ток и приложено усилие сжатия. Как и точечная, роликовая сварка может быть односторонней и двусторонней (рисунок 14).
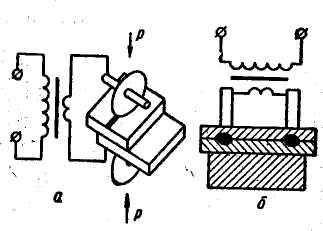
а –двусторонняя, б – односторонней
Рисунок 14 – Схема шовной сварки
Роликовую сварку широко используют в тех случаях, когда при изготовлении различных конструкций из листового материала толщиной 0,3—3 мм требуется обеспечить высокую герметичность сварного соединения. На рисунок 15 показаны наиболее характерные типы сварных соединений, выполняемых роликовой сваркой.
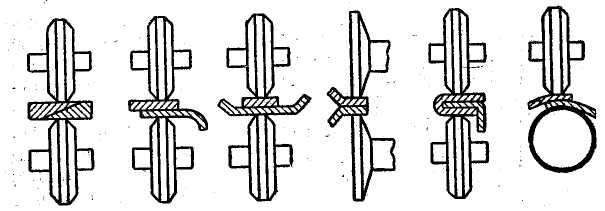
Рисунок 15 – Примеры соединений, выполняемых
шовной сваркой