

Устройство микрометрических инструментов
К микрометрическим измерительным инструментам относятся: микрометры для наружных и внутренних измерений, микрометрические нутромеры и глубиномеры.
Принцип устройства микрометрических инструментов основан на поступательном перемещении винта при вращении в неподвижной гайке. Величина перемещения винта за один оборот определяется шагом резьбы, который в микрометрических инструментах обычно составляет 0,5 мм. Микрометрические инструменты изготовляют с ценой деления 0,01 мм.
Микрометр для наружных измерений (рисунок 8) состоит из скобы и микрометрической головки. Одной из измерительных поверхностей микрометра служит торец пятки 2, запрессованной в скобу 1, а второй — торец микрометрического винта 3. В правой стороне скобы 1 неподвижно закреплен стебель 6. В отверстие стебля 6 запрессована втулка 8 с внутренней микрометрической резьбой. Правый конец втулки 8 имеет продольные прорези и наружную резьбу, на которую навертывается гайка 9 для устранения люфта в резьбовом соединении микрометрической пары. Правый конец микрометрического винта заканчивается конусом, который сопрягается с внутренней конической поверхностью барабанчика 7. Наружная поверхность барабанчика имеет резьбу, на которую навертывается колпачок 14. Колпачок 14 служит для соединения барабанчика с микрометрическим винтом и одновременно является корпусом трещотки. Трещотка состоит из головки 12 с нарезанными на торце зубцами, пружины 10 и штифта 11, упирающегося под действием пружины 10 в зубцы головки 12. Винтом 13 головка трещотки крепится к колпачку 14.
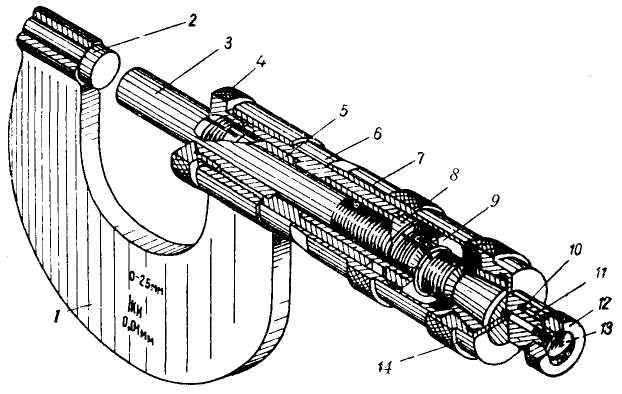
Рисунок 8- Микрометр для наружных измерений
Трещотка позволяет производить измерения при постоянном измерительном давлении в пределах 500—900 г, что обеспечивает постоянство отсчетов и предохраняет микрометрический винт от повреждений. Для создания необходимого измерительного давления достаточно повернуть трещотку на два-три щелчка. Дальнейшее вращение трещотки уже не изменит положение микрометрического винта.
Для стопорения микрометрического винта в установленном положении служит устройство, состоящее из разрезной втулочки 5 и гайки-кольца 4. Встречается стопорящее устройство и иной конструкции. Микрометрический винт стопорят в тех случаях, когда микрометр используют в качестве скобы или измерения производят в положении, затрудняющем отсчет размера, а также при настройке микрометра на нуль.
Микрометры для наружных измерений изготовляют с пределами измерения от 0—25, 25—50, 50—75 и т. д. до 300 мм; от 300—400, 400—500 и т. д. до 1000 мм и 1000—1200, 1200—1400, 1400—1600 мм. Увеличение пределов измерения достигается за счет увеличения размеров скобы и применения сменной пятки при одной и той же длине перемещения микрометрического винта, равной 25 мм.
 ОТСЧЕТ
ПОКАЗАНИЙ МИКРОМЕТРА
ОТСЧЕТ
ПОКАЗАНИЙ МИКРОМЕТРА
Для отсчета показаний микрометрические инструменты имеют две шкалы. Одна из них—основная—нанесена вдоль стебля, а вторая — вспомогательная — на боковой поверхности усеченного конуса барабанчика (рисунок 9).
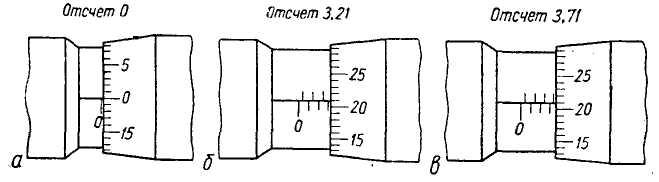
Рисунок 9- Примеры отсчетов по нониусу
По делениям шкалы, расположенным под продольной линией, отсчитывают целые миллиметры, а по делениям, расположенным над линией, сдвинутым на 0,5 мм относительно нижних, —полумиллиметры. Для удобства отсчета каждое пятое нижнее деление шкалы обозначено цифрами 5, 10, 15 и т. д.
Десятые и сотые доли миллиметра отсчитывают по шкале барабанчика, имеющей 50 делений. Так как барабанчик за один оборот перемещается вдоль стебля на величину шага микрометрического винта, т. е. на 0,5 мм, то цена деления его шкалы составляет 0,5:50= 0,01 мм. Отсчет по шкале барабанчика производят по тому делению, которое совпадает с продольной линией основной шкалы на стебле. Например, в положении барабанчика по отношению к стеблю, приведенном на рисунке 9, б, отсчет соответствует 3,21 мм, так как край барабанчика прошел третье деление нижней шкалы на стебле, а с продольной линией совпадает 21-е деление шкалы барабанчика. Очевидно, что положению барабанчика, приведенному на рисунке 9, в будет соответствовать отсчет 3,71 мм.
ИЗМЕРЕНИЯ МИКРОМЕТРОМ
Перед началом измерений микрометры осматривают и проверяют качество их сборки.
На измерительных поверхностях, стебле и скошенной части барабанчика инструментов не должно быть царапин, забоин, следов коррозии.
Барабанчик должен свободно и плавно перемещаться вдоль стебля, а микрометрический винт — не иметь ощутимого осевого люфта или боковой качки. При зажатом стопорном устройстве микрометрический винт не должен провертываться при вращении трещотки. После осмотра проверяют и, если это необходимо, устанавливают нулевое положение инструментов. Для проверки нулевого положения у микрометров для наружных измерений с пределами измерения 0—25 мм, плавно вращая трещотку, сводят измерительные поверхности микрометрического винта и пятки и после двух-трех щелчков отсчитывают показание шкал.
У микрометров с пределами измерения 25—50 мм и выше нулевое положение проверяют измерением специальных установочных мер (калибров), размер которых равен нижнему пределу измерения данного микрометра.
Если при проверке будет установлено, что при сомкнутых измерительных поверхностях винта и пятки показание отсчетных шкал не соответствует нулю (рисунок 9, а), микрометр устанавливают на нуль.
Установка на нуль микрометра с пределами измерения 0—25 мм выполняется следующим образом.
1. Равномерным вращением трещотки совмещают измерительные поверхности микрометрического винта и пятки и в этом положении стопорной гайкой 4 (рисунок 8) стопорят микрометрический винт.
2. Удерживая левой рукой, барабанчик микрометра за накатанный буртик, правой рукой отвертывают на пол-оборота колпачок 14 и слегка нажимают на него со стороны трещотки. При этом барабанчик сходит с конуса микрометрического винта и его можно свободно поворачивать на стебле, не изменяя положения микрометрического винта.
3. Поворачивают барабанчик так, чтобы нулевой штрих его шкалы совпал с продольной линией на стебле, т. е. устанавливают микрометр на нуль.
4. Придерживая барабанчик левой рукой, правой рукой навертывают колпачок.
5. Отпустив стопорную гайку, микрометрический винт отводят от пятки и затем, пользуясь трещоткой, проверяют правильность установки микрометра на нуль. В случае необходимости установку на нуль повторяют.
В таком же порядке устанавливают на нуль микрометры с пределами измерения свыше 25 мм, пользуясь при этом установочными мерами.
При измерении небольших деталей микрометр закрепляют в стойке (рисунок 10, а), а деталь держат в левой руке. При отсутствии стойки небольшую деталь измеряют так, как это показано на рисунке 10, б.
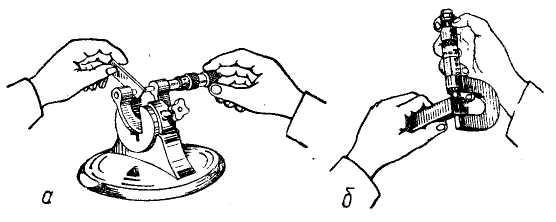
Рисунок 10 Приемы измерения микрометром
При измерении больших деталей их устанавливают на стол, а микрометр поддерживают двумя руками.
Измеряемую деталь вводят между измерительными поверхностями микрометрического винта и пятки и вращают микрометрический винт за головку трещотки до соприкосновения винта и пятки с поверхностью детали. После двух-трех щелчков вращение трещотки прекращают и отсчитывают показание шкал микрометра.
Цилиндрические детали измеряют в двух сечениях по двум взаимно перпендикулярным направлениям в каждом (как и в случае штангенциркуля) и по полученным результатам определяют размеры детали. Для получения более достоверных результатов измерение производят не менее трех раз и за результат принимают среднее арифметическое из трех измерений.
Приложение I
При выборе измерительных инструментов исходят в первую очередь из размеров изделий и допусков на их изготовление. С этой целью могут быть использованы рисунки 11, 12, 13, на которых указано применение измерительных инструментов со шкалой. На рисунках указан верхний предел применения инструментов, т.е. указаны наименьшие допуски, которые могут быть промерены данным инструментом.
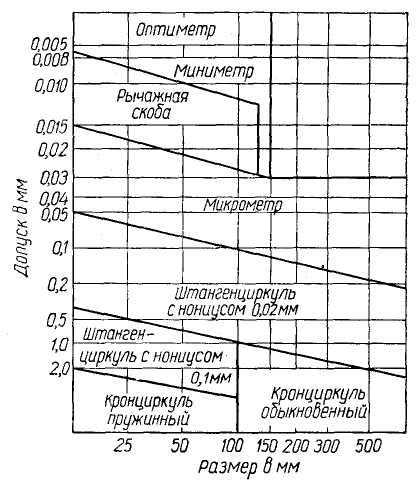
Рисунок 11- Схема применения инструментов для измерения наружных размеров
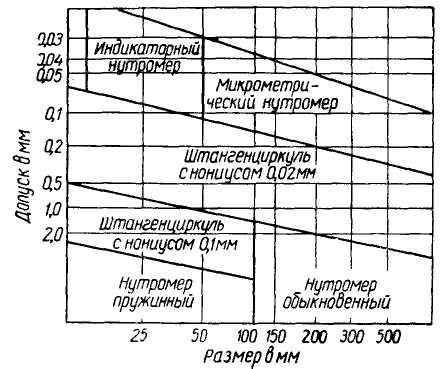
Рисунок 12- Схема применения инструментов для измерения
отверстий

Рисунок 13- Схема применения инструментов для измерения глубин
Очевидно, что каждый из указанных видов инструментов может быть применён и для контроля размеров с более грубыми допусками.
В дополнение к изложенному в таблице 1 приведены числовые значения предельных погрешностей некоторых средств измерения.
Таблица 1- Предельные погрешности средств измерения
|
Измерительные средства |
Интервал размеров – верхний предел, мм |
|||||||
|
10 |
50 |
80 |
120 |
180 |
260 |
360 |
500 |
|
|
Предельные
погрешности измерения ( |
||||||||
|
Микрометр нулевого класса |
4,5 |
5,5 |
6,0 |
7,0 |
8,0 |
10 |
12 |
15 |
|
Микрометр без обозначения класса |
7,0 |
8,0 |
9,0 |
10 |
12 |
15 |
20 |
25 |
|
Штангенциркуль с отсчетом 0,02 мм |
40 |
40 |
45 |
45 |
45 |
50 |
60 |
70 |
|
Штангенциркуль с отсчетом 0,05 мм |
80 |
80 |
90 |
100 |
100 |
100 |
110 |
110 |
|
Штангенциркуль с отсчетом 0,1 мм |
150 |
150 |
160 |
170 |
190 |
200 |
210 |
230 |
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТЫ
1. Изучить методические указания, ознакомится с устройством штангенциркуля, штагеглубиномера, штангенрейсмуса, микрометра и приёмами измерения изделий данными измерительными инструментами.
2. Получить чертеж детали. В зависимости размеров и допускаемых отклонений размеров детали выбрать необходимый для измерения инструмент.
3. Произвести измерение реальной детали измерительными инструментами.