

ПиОФ
.pdfП. В. ОЛЬШТЫНСКИЙ, С. Н. ОЛЬШТЫНСКИЙ
ЛАБОРАТОРНЫЙ ПРАКТИКУМ ПО ДИСЦИПЛИНЕ
«ПРОЦЕССЫ ФОРМООБРАЗОВАНИЯ И ИНСТРУМЕНТЫ»
ЧАСТЬ I
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАМЫШИНСКИЙТЕХНОЛОГИЧЕСКИЙИНСТИТУТ(ФИЛИАЛ)
ВОЛГОГРАДСКОГОГОСУДАРСТВЕННОГОТЕХНИЧЕСКОГОУНИВЕРСИТЕТА
П. В. Ольштынский, С. Н. Ольштынский
Лабораторный практикум по дисциплине
«ПРОЦЕССЫ ФОРМООБРАЗОВАНИЯ И ИНСТРУМЕНТЫ»
ЧАСТЬ I
Учебное пособие
РПК «Политехник» Волгоград
2006
2
УДК 621.911 + 621.9.02] (075.3) 0-56
Рецензенты: А. Ю. Вершинин, В. А. Носенко
Ольштынский П. В., Ольштынский С. Н. Лабораторный практикум по дисциплине «Процессы формообразования и инструменты». ЧАСТЬ 1: Учеб. пособие / ВолгГТУ. − Волгоград, 2006. − 80 с.
ISBN 5-230-04848-4
Излагаются краткая теория и методика выполнения лабораторных работ по основным темам курса «Процессы формообразования и инструменты».
Предназначено для студентов специальности 151001.51 «Технология машиностроения» среднего профессионального образования, а также может быть полезно для студентов вузов, обучающихся по специально-
стям 151001.65, 151002.65.
Ил. 54. Табл.8. Библиогр.: 8 назв.
Печатается по решению редакционно-издательского совета Волгоградского государственного технического университета
ISBN 5-230-04848-4 |
© Волгоградский |
|
государственный |
|
технический |
|
университет, 2006 |
3
Павел Васильевич Ольштынский Сергей Николаевич Ольштынский
ЛАБОРАТОРНЫЙ ПРАКТИКУМ ПО ДИСЦИПЛИНЕ
«ПРОЦЕССЫ ФОРМООБРАЗОВАНИЯ И ИНСТРУМЕНТЫ». ЧАСТЬ I
Учебное пособие
В авторской редакции Темплан 2006 г., поз. № 1
Лицензия ИД № 04790 от 18 мая 2001 г. Подписано в печать 22. 11. 2006 г. Формат 60×84 1/16. Бумага листовая. Печать ризографическая.
Усл. печ. л. 5,0. Усл. авт. л. 4,63.
Тираж 75 экз. Заказ №
Волгоградский государственный технический университет 400131 Волгоград, просп. им. В. И. Ленина, 28.
РПК «Политехник» Волгоградского государственного технического университета
400131 Волгоград, ул. Советская, 35.
4
ВВЕДЕНИЕ
Студенты среднетехнического факультета специальности “Технология машиностроения”, “Оборудование машиностроительного производства”, “Технологическая оснастка”, “Проектирование и производство металлорежущего инструмента” повсеместно сталкиваются с решением вопросов проектирования технологических процессов обработки деталей, конструированием технологической оснастки, режущих инструментов и т.п. Решение этих задач невозможно без освоения дисциплины “Процессы формообразования и инструменты”.
Настоящий лабораторный практикум состоит из 2 частей и включает комплекс лабораторных работ, охватывающих важнейшие разделы курса. В руководстве определены цель, содержание и порядок выполнения каждой лабораторной работы, указан перечень необходимого лабораторного оборудования, приборов, инструментов и соответствующих материалов. Особое внимание уделяется технике безопасностипривыполнении работ.
Цель лабораторных работ − закрепление и углубление знаний, полученных студентами при теоретическом изучении материала, приобретение практических навыков при исследовании физических явлений, сопровождающих процесс резания, а также практическое знакомство с типами металлорежущего инструмента, его конструктивными и геометрическими элементами.
В первой части пособия студенты на практике знакомятся с кинематикой резания при точении, исследуют процесс деформации и усадки стружки, температурные явления в зоне резания, износ инструмента и возникающие силы резания при точении, определяют влияние условий резания на эти явления, изучают кинематику резания при сверлении и конструкции фрез общего назначения.
Лабораторная работа планируется при одновременном участии 10-15 студентов, которые разбиваются на подгруппы в количестве 3-4 человек, выполняющих различные работы. Это позволяет студентам проявить самостоятельность и высокую активность при выполнении лабораторной работы. Завершающим этапом выполнения лабораторной работы является составление отчета каждым студентом и его защиты у преподавателя.
5
1. ЛАБОРАТОРНАЯ РАБОТА № 1
КИНЕМАТИКА РЕЗАНИЯ ПРИ ТОЧЕНИИ
1.1. Цель работы
1.1.1.Закрепление терминов, определений и понятий, составляющих основу кинематики процесса резания при точении.
1.1.2.Изучение конструктивных и геометрических элементов различных типов токарных резцов.
1.1.3.Изучение конструкции измерительных приборов и приемов работы при измерении геометрических и конструктивных параметров токарных резцов.
1.1.4.Рассмотрение причин изменения геометрических элементов режущей части резца в процессе резания.
1.2. Теоретическая часть
Обработка резанием заключается в срезании с обрабатываемой заготовки некоторой массы металла, специально оставленной на обработку и называемой припуском. Для этого инструменту и заготовке сообщают движения с определенными направлениями и скоростями. Количество движений, с помощью которых происходит формообразование поверхности, бывает различно. Сочетание движений, сообщаемых механизмом станка в процессе резания инструменту и заготовке, представляет собой принципиальную кинематическую схему резания. При механической обработке наибольшее распространение получили кинематические схемы с одним прямолинейным движением и одним вращательным движением.
Наибольшее распространение при формообразовании поверхностей получила токарная обработка (точение с помощью резцов).
К видам точения можно отнести: растачивание − обработка внутренних поверхностей; подрезание − обработка плоских (торцевых) поверхностей; разрезание − разделение заготовок на части.
Формообразующими движениями при точении являются вращательное движение заготовки и поступательное движение инструмента − резца. Движение подачи осуществляется параллельно оси вращения заготовки (продольное движение подачи), перпендикулярно оси вращения заготовки (поперечное движение подачи), под углом к оси вращения заготовки (наклонное движение подачи).
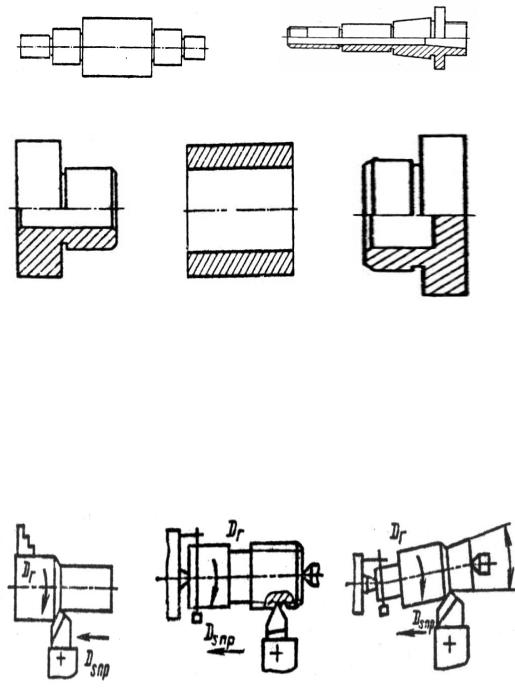
На токарных станках обрабатывают, как правило, детали типа тел вращения, к которым относятся гладкие и ступенчатые валы (рис. 1.1а, б), зубчатыеколеса(рис. 1.1в), втулки (рис. 1.1г), крышки(рис. 1.1д) идр.
6
а) |
б) |
в) |
г) |
д) |
Рис. 1.1. |
Виды заготовок, обрабатываемых на станках резцами |
|
Схемы основных видов обработки поверхностей, показанные на рис. 1.2, являются типовыми, так как их можно реализовать на универсальных токарных станках, полуавтоматах, автоматах и станках с ЧПУ. Обработка поверхностей осуществляется с продольными или поперечными движениями подачи (рис. 1.2а).
Формообразование поверхностей при обработке с продольным движением подачи осуществляется по методу следов, а при обработке с поперечным движением подачи − в основном по методу копирования.
а) |
б) |
в) |
Рис. 1.2. Виды работ, выполняемые резцами
7
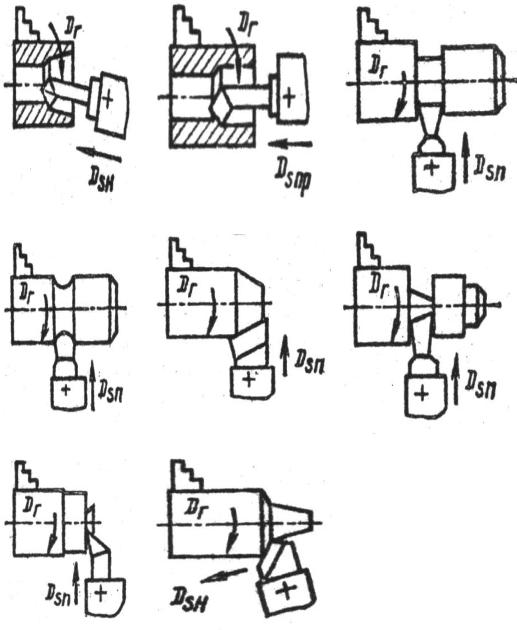
г) |
д) |
е) |
ж) |
з) |
и) |
к) |
л) |
|
Продолжение рис. 1.2. Виды работ, выполняемые резцами |
Перемещения инструментов в направлениях движения подачи зависят от типа станка и управления или осуществляется вручную (на универсальных станках), от кулачков и копиров (на полуавтоматах и автоматах) или по управляющим командам программы системы ЧПУ станка.
Наружные цилиндрические поверхности обтачивают прямыми (рис.
8
1.2а) или упорными проходными резцами (рис. 1.2б).
Наружные (рис.1.2в) и внутренние резьбы нарезают резьбовыми резцами, форма режущих кромок которых определяет профиль нарезаемых резьб.
Точение длинных пологих конусов (2α=8-10°) производят смещая в поперечном направлении корпус задней бабки относительно основания (рис. 1.2г) илииспользуяспециальное приспособление− конуснуюлинейку.
При обработке конических поверхностей на станках с ЧПУ продольное и поперечное движение суммируется автоматически.
Сквозные отверстия на токарно-винторезных станках растачивают проходными расточными резцами (рис. 1.2д, е).
С поперечным движением подачи на токарно-винторезных станках обтачивают кольцевые канавки (рис. 1.2ж) прорезными резцами, фасонные поверхности (рис. 1.2з) фасонными стержневыми резцами, короткие конические поверхности-фаски (рис. 1.2и) − широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности. Отрезка деталей от заготовки выполняется отрезными резцами с наклонной режущей кромкой (рис. 1.2к), что обеспечивает получение торца у готовой детали без остаточного заусенца. Подрезание торцов выполняется специальными подрезными резцами (рис. 1.2л).
Обтачивание наружных и растачивание внутренних конических поверхностей средней длины (рис. 1.2м) с любым углом конуса при вершине на токарно-винторезных станках производят с наклонным движением подачи резцов, при повороте верхнего суппорта. На токарновинторезных станках обработку отверстий выполняют сверлами, зенкерами и развертками. В этом случае обработку ведут с продольным движением подачи режущего инструмента.
Многие способы обработки металлов резанием предусматривают применение режущих инструментов, работающих по принципу резца. В основу обработки резцом положена работа режущего клина, поэтому режущая часть резца и представляет собой режущий клин. Основные части резца, режущие кромкииповерхности головкирезцапоказаны нарис. 1.3.
Резец состоит из двух основных частей: режущей I, которая является рабочей частью с режущими кромками и тела II, служащего для закрепления резца в специальной державке или резцедержателе станка.
На режущей части резца различают следующие элементы. Передняя поверхность 1, по которой сходит стружка. От ее правильного наклона в значительной степени зависит успех работы резца.
Главная задняя поверхность 3, обращена к обрабатываемому изделию в направлении подачи.
9
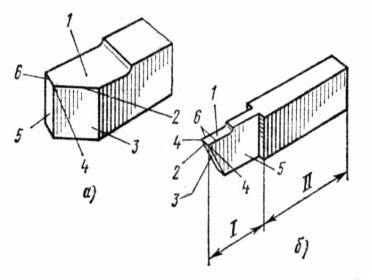
Рис 1.3. Конструктивные параметры резца: а − проходной прямой; б − отрезной
Вспомогательная задняя поверхность 5, обращена к обрабатываемому изделию в направлении, противоположном направлению подачи. Вспомогательных задних, поверхностей может быть несколько, например, две у отрезного резца (см. рис. 1.3б).
Главная режущая кромка 2 образуется пересечением передней и главной задней поверхностями и выполняет основную работу резания. Вспомогательная режущая кромка 6, образуется пересечением передней и вспомогательной задней поверхностями и осуществляет вспомогательное резание.
Вершиной резца 4 является место сопряжения главной и вспомогательной режущих кромок. Вершина резца может быть острой, но обычно ее закругляют для большей стойкости резца, а также для повышения чистоты обработанной поверхности.
1.3. Классификациярезцов
Резцы классифицируютпоследующимпризнакам:
1)по типу станков − токарные, строгальные, долбежные, автоматные
идр. (рис. 1.4);
2)по направлению движения подачи− правые и левые (рис. 1.5);
3)по материалу режущей части − быстрорежущие, твердосплавные, металлокерамические, алмазныеидр;
4)по конструкции головки − прямые, отогнутые, изогнутые, оттянутые
(рис. 1.6);
10