

Сварка алюминия и его сплавов со сталью
Аргонодуговая сварка.Этим методом возможно получение всех основных типов сварных соединений. Подготовка стальной детали под сварку предусматривает для стыкового соединения двусторонний скос кромок под углом 70° к вертикали, так как при таком угле скоса прочность соединения достигает максимальной величины. Свариваемые кромки тщательно очищают (механической обработкой; пескоструем; химическим травлением; дробеструйной обработкой, которая нежелательна, так как на поверхности металла остаются окисные включения) и подают на операцию, связанную с нанесением покрытия (поверхностного слоя).
Для углеродистых и низколегированных сталей наиболее дешевым способом нанесения покрытия является цинкование (гальваническое или горячее). До цинкования детали промывают, сушат, травят в растворе кислоты с последующей промывкой и сушкой. При горячем цинковании деталь перед опусканием в цинковую ванну (t=470-520 °С) флюсуют. Простейший флюс состоит из двух компонентов: 50 %KF + 50 %KCl. При гальваническом нанесении покрытия слой цинка должен быть 30-40 мк, при горячем цинковании 60-90 мк.
Для аустенитных сталей (1Х18Н9Т и т.п.) алитирование можно производить после механической очистки без применения флюса в ванне с t=750—800 °С в течение 1-5 минут. При алитировании конструкционных сталей после очистки поверхности перед алитированием обязательно флюсование детали в насыщенном водном растворе флюса (50 %KF + 50 %KCl).
Сварка производится с использованием стандартных установок УДАР-300, УДАР-500, ТИР-315, УДГ-501 и др., лантанированных вольфрамовых электродов 02—5 мм и аргона высшего или первого сортов. Особенностью сварки алюминия со сталью в сравнении с обычным процессом аргонодуговой сварки алюминиевых сплавов является расположение дуги, которое должно в начале сварки первого прохода удерживаться на присадочном прутке, а в процессе сварки последующих проходов — на присадочном прутке и образующемся валике; этим предупреждается преждевременное выгорание покрытия. При сварке в зависимости от типа соединения необходимо соблюдать последовательность наложения валиков шва (рис. 8.1). Величина сварочного тока зависит от толщины свариваемого металла. При толщине до 3 мм сварочный ток должен быть 110—130 А, при толщине 6—8 мм — 130—160 А, при толщине 9—10 мм — 180—250 А. В качестве присадочного материала применяется проволока АД-1 (чистый алюминий с небольшой присадкой кремния, благоприятно влияющего на формирование диффузионной прослойки стабильного качества) или проволока из сплава АК-5. АМг-6 применять не следует, так как эта проволока дает меньшую прочность сварного соединения. Важное значение имеет правильный выбор скорости сварки, так как она определяет время взаимодействия жидкого алюминия со сталью, т.е. толщину и стабильность соединительного диффузионного слоя.
а
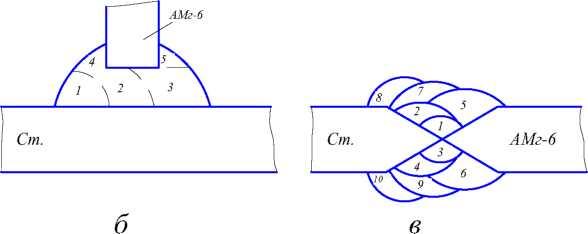
Рис.
8.1. Техника аргонодуговой сварки
алюминия со сталью (последовательность
наложения валиков): а - при наплаве; б,
в - при сварке
Сварку стали с алюминием можно выполнять с применением комбинированных покрытий: Си^п и М^п. В первом случае на сталь наносят слой цинка 30-40 мк. Во втором случае сначала наносят слой никеля толщиной 5-6 мк, затем слой цинка 30-40 мк. Режим аргонодуговой сварки образцов толщиной 3 мм: 1=80-120 А, Усв=12 м/час, присадочный пруток 03 мм марки АД-1, расход аргона - 6-8 л/мин.
Предел прочности соединения сталь + алюминий при цинковом
2 2 покрытии 10-18 кг/мм , при медно-цинковом- 18,7 кг/мм , при никель-
цинковом-20,3 кг/мм2.
Может быть применена холодная сварка давлением (прочность 822 10 кг/мм ), сварка трением (9-13 кг/мм ), контактная точечная сварка
22 (на срез - 7-7,5 кг/мм ), диффузионная сварка (9 кг/мм ), сварка взрывом (т=7,2 кг/мм2).