|
Технология
лакирования оттисков
В
последнее время процесс лакирования
стал не только необходимым, но и
модным направлением в полиграфических
технологиях. Этому способствовало
интенсивное развитие упаковки и
печатной рекламы. Все понимают,
что в полиграфическом исполнении
упаковки совмещены эти два
направления.
Однако, для
проведения нормального и
качественного технологического
процесса лакирования потребуются
технологические инструкции,
рекомендации фирм изготовителей
материалов и оборудования и
теоретический и практический
опыт исполнителей.
Зачем
необходимо лакировать печатную
продукцию?
Лакирование
печатной продукции решает несколько
задач, а именно:
· Улучшает
внешний вид и механическую
прочность оттиска;
· Повышает
прочность оттиска к истиранию;
· Повышает глянец полиграфического
оттиска;
· Повышает контраст
изображения и текста на оттиске;
· Повышает устойчивость оттиска
к влаге и к химически агрессивным
воздействиям;
· Меняет оптические
свойства поверхности запечатываемого
материала, повышая ее матовость
или глянцевость;
· Блестящая
упаковка привлекает внимание,
что особенно важно при реализации
упакованного товара;
· Создает
защиту от порчи упаковки из-за
трения поверхностей упаковок при
транспортировке товара;
·
Изолирует красочный слой оттиска
от упакованных продуктов, устраняя,
таким образом, переход красочного
слоя (перетискивание);
· Создает
шероховатые поверхности и таким
образом предотвращает скольжение
упакованного товара друг
относительно друга.
Разновидности
технологического процесса
лакирования.
В зависимости
от площади оттиска, куда наносят
лак, лакирование может быть:
·
Общее (полное, сплошное) лакирование,
когда слоем лака покрывают всю
поверхность оттиска;
· Неполное
(фрагментарное, выборочное,
местное) лакирование, когда слоем
лака покрывают только изображения
оттиска, его отдельные фрагменты
или только часть оттиска.
В
зависимости от технологии нанесения
лака на оттиски различают следующие
технологии:
· Лак наносят в
печатной машине сразу после печати
оттисков за один листопрогон, за
один непрерывный цикл (in line, в
линии);
· Лак на заранее
отпечатанные оттиски наносят в
специализированных лакировальных
машинах (off line, раздельно).
Лаки
наносят на оттиски по технологии
in line в лакировальных секциях
печатных машин. Некоторые лаки,
например, водорастворимые
(дисперсионные) лаки наносят на
оттиски, используя увлажняющий
или красочный аппарат офсетной
печатной машины. Печатные лаки
наносят на оттиск, как и печатную
краску.
Разновидности лаков
в полиграфических технологиях.
Лакирование является более
дешевым и простым, с технологической
точки зрения, способом отделки
оттисков, чем припрессовка пленки.
Однако традиционно считалось,
что лакированные оттиски уступают
оттискам с припрессованной пленкой
по таким важнейшим показателям,
как глянец, устойчивость к внешним
воздействиям и декоративность.
С появлением УФ (ультрафиолетовых)
лаков такая позиция уже не отражает
реального положения, так как
покрытия, полученные в результате
нанесения УФ лака, не уступают
оттискам с припрессованной пленкой
по перечисленным выше показателям.
Лак наносят на поверхность как
"сырого" оттиска, так и на
высохший оттиск.
Лак представляет
собой раствор пленкообразующих
веществ в органических растворителях
или в воде, образующий после
отверждения твердую прозрачную
однородную пленку.
Лаки используют
в полиграфии как для создания на
оттисках прозрачных покрытий
разного назначения, так и для
получения декоративного эффекта,
при котором лаковый слой может
быть различно окрашенным и даже
кроющим (непрозрачным).
Для
этих целей в полиграфии используется
четыре основных типа лаков:
·
Дисперсионные лаки на водной
основе (водорастворимые лаки);
·
УФ-отверждаемые лаки;
· Лаки на
основе летучих растворителей
(спиртовые лаки);
· Лаки на
масляной основе (масленые лаки,
оксиполимеризующиеся, офсетчики
называют эти лаки печатные).
Необходимо отметить, что
дисперсионные лаки могут быть
также и водно-спиртовыми.
Масляные
(печатные) лаки уступают в последнее
время свои позиции. Прежде всего,
это связано со сравнительно
большим временем высыхания, что
ограничивает возможности быстрой
последующей обработки оттисков,
накладывает ограничения на высоту
стапелей и требует применения
противоотмарочных порошков,
которые могут значительно снизить
глянец обработанной продукции.
Для ускорения процесса высыхания
масленого лака, в основе которого
лежит реакция окислительной
полимеризации, при сушке лакированных
оттисков используют устройства
ИК-сушки (инфракрасной сушки) или
обдув горячим воздухом. И тот, и
другой способы сушки требуют
значительного количества энергии.
Другим недостатком масляных лаков
является наличие небольшого
желтоватого оттенка, и склонность
этого лака к пожелтению с течением
времени. Особенно это заметно при
лакировании всей поверхности
оттиска, включая незапечатанные
участки. Поэтому эти лаки
рекомендуется использовать для
лакирования только запечатанных
участков, в качестве лака для
надпечаток.
Лакирование масляными
лаками можно выполнять непосредственно
в печатной машине через красочный
аппарат. Масляные (печатные) лаки
можно рассматривать как бесцветная
прозрачная печатная краска
(офсетная печатная краска без
пигмента).
Основным недостатком
лаков на летучих растворителях
(спиртовые лаки) является загрязнение
окружающей среды. Кроме того, эти
лаки могут иметь остаточную
липкость, что накладывает
ограничения при их использовании.
Могут возникнуть проблемы со
слипанием оттисков в стапеле. Их
сушка осуществляется тепловым
способом, что требует значительных
энергетических затрат.
Наибольшее
распространение в настоящее время
получили дисперсионные лаки на
водной основе. Многие специалисты
считают их очень перспективными.
Они экологически чисты, достаточно
быстрое высыхают, что снимает
ограничения по высоте стапелей
и позволяет сразу же производить
послепечатную обработку оттисков.
Однако для их сушки так же, как и
в предыдущих случаях, используются
мощные сушильные устройства ИК
сушки и обдув горячим воздухом.
При лакировании можно использовать
даже традиционные увлажняющие
аппараты с передаточным валиком,
которым оснащены офсетные печатные
машины.
Дисперсионные лаки
практически не влияют на цветовые
характеристики оттиска, так как
они бесцветны и обладают высокой
прозрачностью, кроме того, они не
вызывают пожелтение оттиска со
временем.
УФ-отверждаемые лаки
обладают практически всеми
преимуществами вышеперечисленных
групп лаков, а по многим показателям
и превосходят их. По распространенности
УФ - лаки пока еще уступают
дисперсионным лакам, однако
наблюдается явная тенденция роста
их использования для отделки
печатной продукции. Распространению
УФ-отверждаемых лаков способствовало,
прежде всего, появление совершенных
сушильных устройств УФ - излучения,
управляемых микропроцессорами,
что позволяет значительно сократить
расход электроэнергии. Кроме
того, эти устройства более компактны
и экономичны.
Наносить УФ - лаки
на поверхность оттиска можно как
в лакировальной машине, так и
непосредственно в печатной машине.
Выпускаются лаки для нанесения
покрытий как в офсетных печатных
машинах, так и в трафаретных
машинах. Особое распространение
УФ лаки получили в флексографских
рулонных машинах, работающих и с
УФ - печатными красками.
По
важнейшим показателям, таким как
глянец, стойкость к истиранию и
внешним воздействиям, УФ - лаки
превосходят лаки других групп.
Отмечается также, что лакирование
УФ - лаком придает оттискам
почти такие же свойства, как и
припрессовка пленки, но при вдвое
меньшей стоимости и вдвое большей
скорости отделки продукции.
УФ
- лаки не относятся к категории
воспламеняющихся и взрывоопасных
веществ, что также служит аргументом
в их пользу. Обсуждая экологические
проблемы использования УФ - лаков,
нельзя обойти вниманием такую
проблему, как образование озона
при сушке, и необходимость его
удаления из рабочей зоны.
Следует
признать, что при работе с УФ -
лаками можно столкнуться и с
определенными трудностями.
Например, при лакировании оттиска
"по сырому", в сочетании с
традиционными офсетными красками,
могут наблюдаться затруднения с
высыханием красок из-за ограничения
доступа кислорода к красочному
слою. Это усложняет полимеризацию
красочного слоя, т.е. оттиск плохо
и долго сохнет. Но это еще не все.
Лаковая пленка не пропускает и
продуктов окисления при полимеризации
краски. Это приводит к мутности
лакового слоя, к снижению глянца
и к деформации лакового слоя, т.е.
к неприятным эффектам так называемый
дефект "апельсиновой корки"
("каракуля"). Чтобы избежать
этого, рекомендуется лакировать
уже высохшую продукцию, либо
использовать в сочетании с этими
лаками специальные краски УФ -
отвержения. Кроме того, для смывки
УФ - лаков в лакировальных секциях
и модулах требуется применять
специальные составы, что предполагает
возникновения экологических
проблем.
К недостаткам УФ - лаков
следует отнести и несколько более
высокую стоимость лаков, по
сравнению с другими типами.
Печатные машины с лакировальными
модулями.
Для сегодняшнего
дня характерно, что все чаще
приобретаются печатные машины,
оснащенные лакировальным модулем.
Следует заметить, что когда речь
идет о лакировальном модуле, то
надо иметь в виду и систему сушек,
так как лак может быть высушен
только при помощи сушек. Печатные
машины с лакировальным модулем
наиболее популярны для печати
упаковки, этикеток и рекламной
продукции. При изготовлении
журнальной продукции лакировальный
модуль применяется в основном
лишь для печати обложки, но в этом
случае лакирование делается, как
правило, с одной стороны. В
зависимости от вида выпускаемой
продукции предлагаются одинарный
лакировальный модуль и двойной
лакировальный модуль. Двойной
лакировальный модуль может быть
с одной или с двумя промежуточными
сушками. Каждый модуль для нанесения
лака может быть в двухваликовом
исполнении и/или в виде системы
с камерным ракелем, а также в
трехваликовом исполнении. Для
большей ясности рассмотрим каждую
систему отдельно с технологической
точки зрения.
Двухваликовая
система лакирования.
Двухваликовая
система лакирования всегда имеет
такую конструкцию, что один из
валиков представляет собой
стальной цилиндр, а второй имеет
резиновое покрытие. При этой
системе диаметр стального и
резинового валиков одинаковый.
Такая конфигурация позволяет
менять валики местами. Если на
формном цилиндре натянуто офсетное
полотно и должна осуществляться
сплошная или выборочная лакировка,
то в качестве накатного валика
используется стальной валик. Если
на формном цилиндре закреплена
фотополимерная форма для выборочного
лакирования, то накатным валиком
становится резиновый. И в том и в
другом случае один из валиков
используется в качестве дозирующего.
Следовательно, количество
подаваемого лака регулируется
при помощи зазора между стальным
и резиновым валиками. Деление
лакового слоя между стальным и
резиновым валиками происходит в
пропорции, отличной от 50% к 50%.
Поэтому регулировку подачи лака
можно осуществлять не только,
уменьшая или увеличивая зазор
между валиками, но и меняя местами
валики. К тому же, если вспомнить
высокую печать, а фрагментарное
лакирование проводится с
использованием печатной формы
высокой (флексографской) печати,
то в качестве накатного валика
там всегда используется резиновый
валик. Используя в качестве
накатного валика стальной, можно
максимально уменьшить количество
лака, наносимого на запечатанный
материал, и наоборот, накатный
резиновый валик дает максимальный
лаковый слой на запечатанном
материале. Однако даже тогда,
когда в качестве накатного валика
выступает стальной валик,
минимизировать количество
подаваемого лака можно только до
определенного уровня, который
является чрезмерным при работе
с тонкими бумагами до 70 г/м2.
Второй
вариант конструкции двухваликовой
системы - это когда стальной валик,
работающий накатным, имеет диаметр
в два раза больше, чем диаметр
дозирующего резинового валика.
Такая конструкция не позволяет
менять местами стальной и резиновый
валики в зависимости от того, что
установлено на формном цилиндре
- офсетное полотно или фотополимерная
форма. Регулировка подачи лака
осуществляется только изменением
зазора между стальным и резиновым
валиками. Правда, увеличение при
такой системе диаметра накатного
валика в два раза позволяет
получить более тонкую лаковую
пленку. Но и такой вариант
двухваликовой системы не позволяет
нанести минимально необходимое
количество лака для некоторых
бумаг плотностью ниже 70 г/м2.
Количество наносимого двухваликовой
системой лака не может быть менее
5,0 г/м2. Это, в свою очередь, при
печати, например, этикеток может
привести к нежелательным явлениям.
Во-первых, из-за большого слоя
лака на оттиске возникает
необходимость в снижении скорости
печатной машины и увеличении
мощности сушек, чтобы высушить
лак до такой степени, когда листы
в стапеле на приемке не слипаются.
Обычно скорость снижают до
5000-7000 оттисков/час. В связи с этим
возникает вопрос: экономично ли
иметь печатную машину для работы
на скорости 15 000 оттисков/час, а
печатать на скорости в 2-3 раза
медленнее, когда одновременно
печатаем и лакируем? А увеличение
мощности сушек может повлиять на
качество готовой продукции
(форсированная сушка слоев краски
и лака) и также вызовет большие
затраты на электроэнергию.
Во-вторых, могут возникнуть
проблемы при печати этикеток, так
как большая толщина лака на
этикетке может привести к тому,
что аппарат для наклейки этикетки
остановится или выбросит
некондиционную этикетку (большая
толщина этикетки из-за толстой
лаковой пленки на тонкой бумаге).
Основными недостатками
двухваликовой системы являются
большой расход дорогостоящего
лака, неравномерное нанесение
лака по всей ширине листа и
необходимость регулировки подачи
лака с потерей некоторого количества
печатной продукции в макулатуру.
Давайте подумаем: почему необходима
регулировка и от чего она зависит?
Известно, что на оттиск можно
нанести только то количество
лака, которое можно высушить,
чтобы листы в стапеле не слиплись.
Поэтому регулировку, как правило,
осуществляют следующим образом.
Уменьшают подачу лака до тех пор,
пока на листе не появятся проплешины
- места без лака. После этого снова
увеличивают количество подаваемого
лака, чтобы полностью устранить
проплешины. Именно это количество
лака является оптимальным. Второй
этап регулировки - выставление
нужной температуры в сушке. Для
этого вместе с сушкой поставляется
щуп для измерения температуры
листов в стапеле. При достижении
в стапеле необходимой температуры,
которая не должна превышать 300 С
считается, что лак высушивается
до нужной степени.
Конечно,
получив определенный практический
опыт в регулировке процесса
нанесения различных толщин
лакового слоя печатник может
значительно сократить регулировку
по времени. Также опытный печатник
значительно может сократить
макулатуру, уходящую на регулировку.
Обычно, в среднем, на весь процесс
регулировки затрачивается около
150 листов.
Сегодня двухваликовая
система используется в основном
при нанесении лака вязкостью до
100 секунд, так как система камерного
ракеля не позволяет работать с
вязкими лаками.
Трехваликовая
система лакирования.
Трехваликовая
система лакирования позволяет
получить лаковый слой с меньшей
толщиной на оттиске и значительно
увеличить равномерность нанесения
лака по всей ширине листа по
сравнению с двухваликовой системой.
Однако существенным ее недостатком
является более длительный процесс
регулировки и соответственно
большее количество макулатуры.
Система лакирования с
применением камерного ракеля.
Система лакирования с камерным
ракелем состоит из камеры, в
которую подается лак, позитивного
и негативного ракелей, а также
растрированного цилиндра, который
охватывается с двух сторон
ракелями. Позитивный и негативный
ракели снимают лак с поверхности
растрированного цилиндра.
Растрированный цилиндр имеет
керамическое покрытие. В зависимости
от линиатуры растра растрированный
цилиндр применяется либо для
нанесения лака, либо для
флоксаграфской печати, либо для
печати золотым или серебряным
лаком.
Например, для лакирования
используют цилиндры одной линиатуры
80 лин./см, но с разным объемом
ячеек: 6 г/м2, 9 г/м2, 13 г/м2, 18 г/м2 и 20
г/м2. Такое разнообразие растрированных
цилиндров свидетельствует о
разнообразии потребностей
заказчиков и печатной продукции.
В зависимости от плотности и
впитывающей способности бумаги
можно использовать тот или иной
растрированный цилиндр, чтобы
нанести оптимальное количество
лака и его высушить. Например, для
этикеточной бумаги применяют
растрированные цилиндры 6 г/м2 и
9 г/м2. Тот же растрированный цилиндр
9 г/м2 можно с успехом использовать
для лакирования высокоглянцевой
бумаги до 150 г/м2.
В предлагаемом
широком ассортименте растрированных
цилиндров имеется и экономическая
подоплека. Большая разница в
подаваемом количестве лака
обязательно приводит к необходимости
снизить скорость печати и увеличить
мощность сушек. Конечно, все
понимают, что снижение скорости
приводит к потере производительности
оборудования и, как следствие, к
увеличению себестоимости печатной
продукции.
Система камерного
ракеля нашла очень широкое
применение благодаря тому, что
лак наносится по всей ширине
печатного листа очень равномерно
и отсутствует необходимость в
какой-либо регулировке подачи
лака. Благодаря тому, что эта
система очень точно дозирует
подаваемого количества лака, то
точное повторение не является
проблемой, что особенно важно при
повторном тираже после истечения
какого-то времени. Конечно, точность
дозирования лака говорить и о
экономичности системы камерного
ракеля и, следовательно, только
с использованием этой системы
можно осуществлять печать дорогими
золотым или серебряным лаками.
При заказе машины с лакировальным
модулем необходимо приобретать
устройство охлаждения лака. Без
этого устройства повышение
температуры лака всего на 1°С
приводит к изменению вязкости
лака примерно на 4 секунды. Как
следствие таких изменений возникает
необходимость снижения скорости
печати и новая регулировка подачи
лака.
Основное назначение
одинарного лакировального модуля
- нанесение лака на запечатанный
материал. Если печать осуществляется
с применением традиционных
офсетных (масленых) красок, то
такую запечатанную продукцию
лакировать можно только дисперсионным
лаком. При необходимости лакировать
продукцию УФ-лаком печатная машина
должна быть оснащена таким образом,
чтобы лист запечатывался
УФ-красками, а после каждой печатной
секции стояла УФ-сушка. Однако
есть и другое решение. Это наличие
печатной машины с двойным
лакировальным модулем и различной
конфигурацией сушек.
Двойной
лакировальный модуль
Двойной
лакировальный модуль позволяет
значительно расширить возможности
облагораживания печатной продукции.
Во-первых, он осуществляет все
процессы, которые выполняет
одинарный лакировальный модуль.
Во-вторых, двойной лакировальный
модуль дают возможность значительно
разнообразить печатную продукцию.
Одной из разновидностей двойного
лакировального модуля является
модуль с одной промежуточной
сушкой. Такое построение позволяет
работать с традиционными красками
и осуществлять разные виды работ
в лакировальных модулях:
· в
первом модуле выборочно наносить
матовый лак, а во втором глянцевый;
· в первом осуществлять печать
флексографской краской, а во
втором лакирование;
· в первом
наносить лаковый слой в качестве
грунтового лакового слоя (праймера),
а во втором лакировать золотым
или серебряным лаком;
· в первом
лакировать продукцию, а во втором
наносить блистерный лак (применяется
в упаковочной промышленности при
изготовлении упаковок для
соединения двух поверхностей без
нагрева).
Для таких работ
непосредственно для двойного
лакировального модуля требуются
все виды приводки, как в печатных
секциях: и продольная, и поперечная,
и диагональная.
Если отсутствует
диагональная приводка для двойного
лакировального модуля, что
встречается в некоторых моделях
печатных машин, то необходимо
производить регулировку диагональной
приводки в печатных секциях. То
есть в случае возникновения
проблем диагональной приводки в
двойном лакировальном модуле ее
необходимо осуществлять изменением
диагональной приводки во всех
печатных секциях машины. Конечно,
это возможно только при определенных
условиях:
· во-первых, когда
диапазон диагональной приводки
еще не исчерпан;
· во-вторых,
когда это не приведет к неприводке
всего изображения.
Отдельно
следует остановиться и рассмотреть
технологию лакирования золотым
или серебряным лаком. Обязательными
условиями для этого вида
облагораживания печатной продукции
являются:
· двойной лакировальный
модуль;
· промежуточная и
конечная сушка;
· устройство
для охлаждения дисперсионного
лака;
· устройство для постоянного
перемешивания и охлаждения
металлического (золотого или
серебряного) лака;
· система
камерного ракеля, где работают с
металлическим лаком;
· линиатура
растрированного цилиндра должна
быть как минимум вдвое больше
линиатуры изображения на
фотополимерной печатной форме.
Однако, возникает вопрос: "А
почему нельзя использовать для
лакирования с использованием
металлического лака одинарный
лакировальный модуль?".
Лакирование металлическим
лаком требует предварительное
нанесение на оттиск грунтового
лакового слоя. В противном случае
металлический лак, нанесенный на
места с краской, будет отслаиваться,
что приведет к потере элементов
изображения. Мало того, нельзя
произвести сначала грунтовку, а
затем, за второй прогон, нанести
металлический лак. Металлический
лак может хорошо закрепиться
только тогда, когда лаковый
грунтовой слой еще не полностью
высох. Применение системы камерного
ракеля для нанесения металлического
лака на фотополимерную форму
обязательно по той причине, что,
если использовать двухваликовую
систему, то золотой лак трудно
будет ложиться на печатные элементы
оттиска (на краску).
Двойной
лакировальный модуль с двумя
промежуточными сушками является
более универсальной конструкцией.
Подобная конфигурация покрывает
все возможности одинарного
лакировального модуля и двойного
лакировального модуля с одной
промежуточной сушкой, если в
качестве конечной применяется
инфракрасной сушки (ИК-сушка).
Такая конструкция позволяет
лакировать продукцию УФ-лаком в
том случае, когда конечной является
УФ-сушка. Конечной сушкой может
быть ИК- и/или УФ-сушка, и по
необходимости включается та или
иная сушка.
Следует обратить
особое внимание на то, что для
печати традиционными офсетными
красками с последующим лакированном
УФ-лаком обязательным является
наличие двух промежуточных
ИК-сушек между лакировальными
модулями. При такой технологии
УФ-лак можно наносить на печатное
изображение только после
предварительного нанесения
грунтового слоя из дисперсионного
лака. И чем больше можно нанести
дисперсионный лак в качестве
грунтового слоя, тем выше будет
глянец. Поэтому максимальная
скорость печати может быть только
до 10 000 оттисков/час. Именно на
этой скорости еще возможно полное
высыхание печатных офсетных
красок и дисперсионного лака,
чтобы нанесение УФ-лака происходило
на полностью высохшее подготовленное
изображение оттиска.
Конечно,
при печати УФ-красками лакировать
продукцию УФ-лаком можно без
грунтового слоя. Однако возможен
чрезмерный расход лака из-за
значительного его проникновения
в бумагу на пробельных элементах
изображения оттиска. В то же время
с некоторыми сортами бумаги
вероятен малоприятный эффект,
вызывающий изменение цвета бумаги.
Трафаретное УФ-лакирование.
Трафаретный способ лакирования
пока не так сильно распространен
и не пользуется пока широкой
популярностью у российских
полиграфистов, хотя его уникальные
характеристики не позволяют
сомневаться, что в будущем он
займет достойное место среди
услуг, предоставляемых
полиграфическими предприятиями
своим клиентам.
Говоря о
трафаретном УФ-лакировании,
хотелось бы перечислить сильные
основные стороны этого способа.
Среди них - возможность нанесения
слоя лака большой толщины, что
создает неповторимый глянец
поверхности, сравнимый лишь с
ламинированием, неограниченные
возможности при выборочном
(фрагментарном) лакировании, и
при этом могут использоваться
глянцевые или матовые лаки, а
также их сочетание.
УФ-лакирование
- не самый дешевый вид отделки
печатной продукции, поэтому
большинство заказов выполняются
некрупными тиражами, а иногда и
очень маленькими. Трафаретное
нанесение - единственный способ
лакирования, где изготовление
тиражей 100 - 200 штук рентабельно.
Трафаретное оборудование - одно
из наиболее быстроокупаемых по
сравнению с другими видами
лакировального оборудования.
Универсальность способа
трафаретной печати позволяет
использовать его и для обычной
печати оттисков. Для этого
используются специальные краски
УФ-отверждения, которыми можно
запечатывать материалы очень
широкой гаммы: бумагу, картон,
пластики, металл.
Весь процесс
УФ-лакирования трафаретным
способом можно условно разделить
на три стадии: изготовление
печатной формы (трафарета),
нанесение лака, полимеризация
(сушка) слоя лака.
Перенос лака
с печатной формы производится
путем продавливания его сквозь
сетку при помощи полиуретанового
ракеля. Такой способ переноса
лака позволяет очень легко
регулировать толщину его слоя,
которая напрямую зависит от
размера ячейки сетки и величины
давления на ракель.
Для нанесения
УФ-лака используются обычные
трафаретные печатные станки - в
зависимости от требуемой
производительности полуавтоматические
или автоматические. Ручные станки
применять не рекомендуется из-за
их низкой производительности и
невозможности обеспечения
постоянного давления ракеля при
печати, в результате чего может
получаться слой лака неодинаковой
толщины на разных участках оттиска.
Полуавтоматические станки можно
использовать как в режиме печати
с ручным накладом и съемом с
ориентировочной производительностью
500 - 600 оттисков в час, так и с
монтированными секциями в линию,
состоящую из печатного станка,
подборщика листов и туннельной
печи УФ-сушки. При работе на такой
линии печатник лишь подает листы
запечатываемого материала на
печатный стол, а съем производится
подборщиком листов, который
переносит их на ленту транспортера
УФ-печи. Производительность такой
линии с учетом скорости работы
печатника может составлять до
1000 оттисков/час. Автоматические
печатные модули монтируются в
линии с механизмами подачи и съема
листов, что резко повышает
производительность. Например,
автоматическая линия может
производить лакировку с
производительностью до 2500
оттисков/час.
Немаловажным
моментом для процесса УФ-лакирования
является полимеризация (сушка)
нанесенного лакового слоя. Для
этих целей используют специальные
туннельные печи с УФ-лампами. При
их выборе следует руководствоваться
тремя правилами:
· Печь должна
обеспечить движение отлакированного
материала в течение 3 - 5 секунд до
попадания в зону облучения. Это
связано с тем, что, будучи
продавленным через сетку, лак
ложится на поверхность лакируемого
материала не совсем гладким слоем
и в течение нескольких секунд
после нанесения он должен как бы
равномерно растечься. В противном
случае поверхность с нанесенным
лаковым слоем будет иметь
недостаточный блеск.
· УФ-лампы,
используемые в печи для сушки
лака, должны быть таковы, чтобы
обеспечить облучение отлакированной
поверхности в течение 1 - 3 секунд,
которое окажется необходимым и
достаточным для полного утверждения
лакового слоя во всем его объеме.
· В связи с высокой мощностью
УФ-ламп в атмосферу выделяется
большое количество озона. Для его
удаления УФ-печи должны быть
снабжены системой всасывания
воздуха из рабочей зоны с последующей
его очисткой.
Одной из проблем,
возникающих при использовании
для сушки УФ-излучений, является
разогрев высушиваемого материала,
что в свою очередь может привести
и к его деформации. Для предотвращения
нежелательных явлений, связанных
с нагшревом в линиях УФ-лакировки
предусмотрена система охлаждения.
В результате на выходе получаем
листы лакированного материала,
имеющие температуру окружающей
среды.
Говоря о трафаретном
лакировании и об оборудования
для лакирования, следует обратить
внимание и на некоторые его
потенциальные возможности.
Типография, решившая остановить
свой выбор на трафаретном способе
лакирования своей продукции,
приобретает помимо инструмента
для лакирования и печатное
оборудование большой универсальности,
которое способно заметно расширить
ассортимент услуг, предлагаемых
типографией своим клиентам.
Оборудование, приобретаемое для
Уф-лакирования, может использоваться
для обычной трафаретной печати
УФ-красками со всей широкой гаммой
открывающихся возможностей, так
и послужить ядром для дальнейшей
организации производства таких
видов продукции, как пластиковые
карты, лотерейные билеты со
стирающейся композицией, доколи,
в том числе для стекла и керамики,
флаги, трансферы для тканей.
Лакирование в специализированных
лакировальных машинах.
В
самом общем виде строение всех
лакировальных машин выглядит
так:
· Самонаклад;
· Секция
лакирования;
· Транспортер;
·
Сушка;
· Приемка.
Секция
лакирования, как правило, если
форма не трафаретная, имеет
валиковую систему нанесения лака.
Лак непрерывно подается из
резервуара между дозирующим и
наносящим валиками. Наносящий
валик имеет увеличенный диаметр,
что улучшает, как было уже отмечено,
качество лакирования. Печатный
валик (валик противодавления)
движется вверх-вниз, что при
лакировании с двух сторон
обеспечивает чистый оборот, так
как лак на валик не переходит, а
остатки его счищаются ракелем,
который может быть установлен по
желанию заказчика. После нанесения
лака лист отделяется от накатного
валика при помощи "воздушного
ножа", то есть из специальных
сопел подается сжатый воздух,
который и производит разделение.
Между лакировальной секцией и
сушкой листы проходят довольно
большое расстояние, что также
способствует улучшению качества
лакирования. УФ-сушка, как правило,
снабжают устройством для переработки
выделяющегося при сушке УФ-лака
озона, что делает лакировальную
машину экологичной.
При
реверсивном лакировании используется
другой дозирующий валик, а наносящий
валик вращается в обратную сторону.
Получается, что направления
движения листов лакирования и
наносящего валика не совпадают.
При этой технологии поверхность
лаковой пленки как бы полируется,
в результате чего образуется
более ровная поверхность, что
придает готовой продукции больший
глянец.
Сегодня во всем мире
наблюдается тенденция к увеличению
использования выборочного
лакирования, и в будущем, по
прогнозам специалистов, она будет
только усиливаться. Следовательно,
специализированные лакировальные
машины продолжат свое триумфальное
шествие. Немаловажно иметь в виду,
что если парк машин укомплектован
полностью, а как известно, уже
имеющиеся печатные машины
дооснастить лакировальной секцией
невозможно, то специализированная
лакировальная машина это
единственный выход.
И еще одно
немаловажное обстоятельство:
имея специализированную
лакировальную машину, можно брать
на изготовление заказы у других
типографий и иметь дополнительную
прибыль.
Сушка в процессе
лакирования.
Современные
офсетные печатные машины, скорость
печати которых сегодня достигла
18 000 оттисков/час, которые оснащены
лакировальными секциями и модулями
должны быть оснащены и современными
сушками, чтобы обеспечить высыхание
слоя лака на максимальной скорости
печати.
Структура печатных
лаков похожа на основу офсетной
печатной краски. Процесс сушки в
основном осуществляется химически,
путем окисления, а физически -
впитыванием минеральных масел
запечатываемым материалом.
Вследствие окисления из смоляных
и масляных частиц образуется
полимерная лаковая пленка. Этот
процесс продолжается несколько
часов и ускоряется сиккативной
добавкой к печатному лаку или
обдуванием теплого воздуха во
время обработки.
УФ - лак под
действием ультрафиолетового
излучения сохнет мгновенно. В
этом процессе полимеризируется
почти весь лаковый слой. Этот
процесс химический (полимеризация)
и не является обычной физической
сушкой. УФ - краски и УФ - лаки
твердеют под влиянием ультрафиолетового
излучения при длине волн от 250 до
400 нм.
Реакция водяного лака
совсем другая. Он сохнет чисто
физически. Используемые в настоящее
время в полиграфии лаки на водной
основе представляют собой
дисперсии, состоящие из примерно
40% сухого вещества и 60% воды. Сушка
дисперсионных лаков на водной
основе является чисто физическим
процессом с образованием пленки,
причем образующие ее частицы
сухих веществ химически не активны.
С образованием лаковой пленки
ее водная составляющая удаляется
частично за счет впитывания в
запечатываемый материал, частично
за счет испарения. Важнейшим в
этом является излучение небольших
количеств энергии, так как для
образования пленки требуется
определенное время. Чем больше
дается времени на этот процесс,
тем лучше формируется пленка, а
это значит, что образуется очень
гладкая поверхность с хорошим
глянцем.
Использование новой
комбинации коротко- и средневолновых
излучений в системе сушки дает
при высыхании лака положительный
эффект за счет:
· быстрого
первоначального нагрева водной
составляющей лака под воздействием
ИК - излучений, в результате чего
она выделяется на поверхность
лака и оттуда удаляется форсунками
с горячим воздухом;
· воздействия
больших объемов воздуха с высокой
температурой, обладающих повышенной
впитываемостью влаги и ускоряющих
процесс сушки благодаря интенсивному
воздухообмену над поверхностью
лака;
· чередования зон воздействия
ИК - излучений и обдува горячим
воздухом на относительно длинном
пути сушки.
При сушке инфракрасными
(ИК - излучения) лучами пользуются
длинами волн от 800 до 4000 мм. С
помощью сиккативных добавок
стремятся к непосредственному
испарению высокого содержания
воды с тем, чтобы по возможности
оказать меньшее влияние на
стабильность размеров запечатываемого
материала. Воздействие тепла
способствует испарению воды.
Воздух температурой 100°С способен
поглотить почти в 35 раз больше
воды, чем воздух, нагретый до 20°С.
Обдувание воздуха, нагретого при
помощи ИК - излучения особенно
хорошо зарекомендовало себя. К
тому же насыщенный водой воздух
постоянно должен заменяться
восприимчивым к воде воздухом,
чтобы отводилось как можно больше
влажности. На практике это
достигается при помощи воздушных
ножей, обдуванием или отсосом.
Таким образом, предотвращается
также чрезмерное нагревание
стапеля и, следовательно, слипание
листов в приемном стапеле
маловероятно. При лакировании
для получения блестящего лакового
покрытия предъявляются повышенные
требования к глянцу лакового
слоя. Решением этой проблемы
является сочетание ИК-сушек с
термовоздушными сушками и
удлинение, которое устанавливается
между последним лакировальным
модулем и приемкой. Именно
равномерное распределение
сушильных устройств внутри
удлинения позволяет в щадящем
режиме воздействовать на
запечатанный материал и дает
возможность получать лаковое
покрытие с высокой степенью
глянца. Короткое время сушки
(форсированная сушка) и соответственно
сильное термическое воздействие
на запечатываемый материал со
слоем лака из-за малого количества
сушек ведут к побочным явлениям:
сморщиванию запечатываемого
материала; появлению эффекта
апельсиновой корки, а также
растрескиванию лакового слоя. В
этом случае не помогает, а лишь
усугубляет эти побочные явления
система охлаждения запечатываемого
материала после активного
воздействия теплом. Единственный
выход для устранения эффектов,
ведущих к браку, - это снижение
скорости печати.
Промежуточные
сушки также, как правило, представляют
собой комбинацию из ИК- и
терма-воздушных сушек, которая в
особых случаях может содержать
УФ-сегмент. В случае, когда имеется
одна промежуточная сушка между
лакировальными модулями, печать
на максимальной скорости и полное
высыхание грунтавого слоя лака
после первого лакировального
модуля исключено. Да это и не
нужно, о чем уже говорилось выше.
При двух промежуточных сушках
высушить грунтовой слой лака
можно, только необходимо печатать
на пониженной скорости и лишь в
этом случае можно наносить УФ-
лак и получить высокий глянец на
требуемом месте оттиска.
Требования
к оттискам, предназначенным для
лакирования.
Перед лакированием
оттиски выдерживаются до полного
закрепления красочного слоя. На
поверхности листов печатной
продукции не должно быть бумажной
пыли и противоотмарывающих
порошков. Ширина переднего поля
оттиска, поступающего в захваты
цилиндра, обычно составляет 20 мм.
На оттисках не должно быть
загрязнений, следов отмарывания
и механических повреждений. По
цветовому тону, точности передачи
изображения и расположения на
листе все тиражные оттиски должны
соответствовать подписным
листам-эталонам.
Качество
лакирования в значительной степени
зависит от характера поверхности
бумаги и ее капиллярно-пористой
структуры. Наилучшие результаты
получаются при лакировании высоко
гладкой бумаги с низкой впитывающей
способностью. Печатно-технические
свойства бумаги необходимо также
контролировать. Бумага считается
пригодной для лакирования, если
основные ее показатели соответствуют
техническим нормам. Качество
лакирования зависит не только от
гладкости бумаги, но и от ее
механической прочности и других
свойств. Для некоторых видов
бумаги, используемых для специальных
работ или упаковок, важными
показателями являются воде-,
паро-, жиро- и воздухопроницаемость,
устойчивость окраски к воздействию
света, отсутствие дефектов,
правильность обрезки и т. п.
На
весь тираж издания должна быть
подготовлена бумага одного
предприятия-изготовителя, одного
вида и массы и желательно одной
партии. Весь тираж заказа следует
печатать красками одной и той же
серии и номера.
Критерии
выбора типа лакирования
Тот
или иной вид лака выбирают в
соответствии с назначением и
характером печатной продукции,
свойствами и качеством бумаги,
способом и режимом лакирования.
При этом руководствуются следующими
требованиями: лаки должны быть
химически нейтральными к бумаге
и краске и не изменять цвета
оттиска. При высыхании лаковая
пленка не должна вызывать
скручивания оттиска и изменять
свои свойства под влиянием
окружающей среды. Кроме того, лаки
не должны содержать токсичных и
взрывоопасных компонентов или
веществ с резким и неприятным
запахом. Рабочая вязкость раствора
лака, используемого на машине,
должна обеспечивать равномерное
нанесение его на оттиски. Выбор
растворителей проводится с учетом
их совместимости с пленкообразователем.
При выборе пластификатора и других
добавок следует исходить из того,
какими эксплуатационными свойствами
должно обладать покрытие
(декоративными, водостойкими,
термостойкими и т. п.). Очень важно
соблюдать гарантийный срок и
условия хранения лака. Лак может
быть использован в производстве
лишь после проверки на соответствие
техническим требованиям.
Каландрирование продукции
после лакирования.
Каландрирование
- это процесс отделки лакированной
продукции на каландрах для придания
ей дополнительного глянца.
В
каландре установлены два цилиндра,
которые соприкасаются друг с
другом и вращаются во время работы
в противоположных направлениях.
Верхний цилиндр - металлический
с полированной поверхностью,
нижний цилиндр - прижимной с
обрезиненной поверхностью. Для
очистки полированного цилиндра
от налипшего лака устанавливается
очистительный валик. Металлический
полированный цилиндр имеет
электрообогрев. Температуру
нагрева его поверхности регулируют
в пределах 100-150°С при помощи
терморегулятора. Цилиндры имеют,
относительное смещение по
окружности и в осевом направлении
для технологических регулировок.
Величину зазора и давление между
цилиндрами изменяют при помощи
механизмов регулировки. Нагрев
включают только после того, как
цилиндры приведены во вращение.
Качество глянца лакированной
продукции после каландрирования
зависит от характера и толщины
лакового покрытия, температуры
нагрева и давления, скорости
прохождения листов между валами
каландра. Перерыв между лакированном
дисперсионными (водными) лаками
и каландрированием должен
составлять не менее 6 ч. Каландрирование
иногда приводит к таким нежелательным
явлениям, как появление складок
на листовой печатной продукции,
образование матовой поверхности,
а также пожелтение оттисков. Чтобы
предупредить образование складок
на оттисках, надо провести
акклиматизацию листов (влажность
в стапеле контролируется при
помощи электронного влагометра).
Не следует каландрировать листы,
потерявшие плоскостность. При
скручивании листов изменяют
направление их подачи в каландр
и уменьшают давление между
цилиндрами. Необходимо систематически
проверять и шлифовать резиновую
облицовку прижимного вала.
Причинами образования матовой
поверхности листов после
каландрирования могут быть малая
толщина слоя лака, недостаточная
сила прижима валов каландра, а
также низкая температура верхнего
вала каландра или чрезмерно
высокая скорость прохождения
листа и загрязнение валов. При
пожелтении оттисков рекомендуется
понизить температуру нагрева
полированного цилиндра. Температурный
режим следует контролировать как
в процессе лакирования, так и во
время каландрирования.
Качество
лакирования
Качество лакирования
контролируется в соответствии с
техническими требованиями.
В
соответствии с техническими
требованиями оттиски после
лакирования не должны изменять
своего цвета, лишь в отдельных
случаях допускаются незначительные
отклонения. Это требование не
относится к случаям, когда
используют металлизированные
лаки.
Блеск лакированной
поверхности должен соответствовать
требованиям оформления и характеру
печатной продукции.
Лакированная
поверхность должка быть ровной,
без полос и просветов, затеков и
пузырей. Обычно она становится
водостойкой и прочной к истиранию.
Печатная продукция после
лакирования не должна деформироваться
и скручиваться.
Слой лака должен
прочно соединяться с бумагой и
оттиском и не отслаиваться при
сгибе листа.
Блеск поверхности
отлакированных листов контролируется
блескомером или визуальным
сравнением их с утвержденным
эталоном.
Равномерность лакового
покрытия, отсутствие полос,
просветов, пузырей и загрязнений
проверяются визуально
При
перегибе листа лицевой стороной
наружу контролируется адгезионная
прочность соединения. Она считается
достаточной, если при однократном
перегибе не наблюдается отслаивание
лакового покрытия от поверхности.
Отлакированные листы не должны
скручиваться и коробиться. Это
проверяют после выдерживания
листов в стопе.
При выходе
отлакированных листов из сушильной
камеры машины слой лака на них
должен быть сухим. Высыхание лака
проверяется прикосновением пальца
к лаковому покрытию после выхода
листа из зоны охлаждения. Палец,
не должен даже легко прилипать к
лаковому слою.
Слипание оттисков
после сушки проверяют при
выдерживании оттисков в стапеле
под нагрузкой.
По внешнему виду
лаковый слой должен быть прозрачным
и бесцветным, если лакирование
проводили прозрачными бесцветными
лаками. Цветовая гамма изображения
на листах после лакирования должна
оставаться без заметных изменений.
Контроль проводится визуально
или колориметрическим способом
путем сравнения цветовой гаммы
изображения на листах печатной
продукции до и после лакирования.
Прочность печатной краски к
лакированию оценивается в баллах
по следующему методу. Определяется
способность краски окрашивать
листы фильтровальной бумаги,
пропитанной растворителем или
пластификатором, входящим в состав
лака. При соприкосновении с
оттисками число окрашенных листов
и соответственно прочность к
лакированию бывают различными.
Лабораторный контроль качества
лака проводят в соответствии с
нормативно-технической документацией.
По различным методикам
определяют:
· вязкость - по
вискозиметру, по времени истечения
лака (с помощью секундомера);
·
содержание летучих и нелетучих
веществ - при высушивании в
сушильном шкафу, взвешивании и
вычислении соответствующей доли
веществ в рабочем растворе лака;
· цвет - путем визуального
сравнения лака, налитого в пробирку,
с пробирками йодометрической
шкалы;
· продолжительность и
степень высыхания - при сушке слоя
лака на оттиске в сушильном шкафу;
· блеск - с помощью фотоэлектрического
гониофотометра, прибора для
измерения отраженных от оттиска
световых потоков;
· эластичность
- по шкале гибкости путем изгибания
пластинки со слоем лака вокруг
стержней различного диаметра.
Устранение неполадок при
лакировании.
В процессе
лакирования могут возникнуть
такие дефекты, как пробелы и пятна
в лаковом слое или неровности
лакового покрытия. Причиной их
возникновения может быть
неправильная регулировка положения
валиков лакировального аппарата.
Следует проверить равномерность
расстояния между валиками, их
параллельность, а также расстояние
между валиком и опорной поверхностью
цилиндра.
Если на поверхности
валиков обнаружены дефекты, их
исправляют шлифовкой.
Продольные
полосы на листе могут появиться
в результате недостаточной толщины
лакового покрытия. Чтобы увеличить
толщину наносимого слоя, следует
увеличить расстояние между
валиками лакировального устройства.
Если на лаковом слое появляются
поперечные полосы, это также
свидетельствует о недостаточном
количестве лака, подаваемого из
лакировального устройства.
Необходимо проверить вязкость
рабочего раствора лака и увеличить
его подачу.
Пузыри, затеки или
полосы на листе свидетельствуют
о чрезмерном давлении между
лакировальным валиком и лакируемой
поверхностью. В этом случае следует
тщательно отрегулировать давление
и проверить состояние декеля и
плотность натяжки.
Образование
складок на листе в процессе
лакирования возможно в результате
неточной регулировки положения
листа относительно передних
упоров. Для этого, прежде всего,
проверяют положение листа
относительно передних упоров,
работу захватов, а также положение
лакировального валика.
В
результате нарушения режима сушки
или неправильного выдерживания
листов в стопе может произойти
их слипание. Чтобы устранить это,
требуется нормализовать режим
сушки, интенсифицировать охлаждение
листов, а также уменьшить высоту
стопы отлакированной продукции
в соответствии с практически
установленной нормой.
Неправильный
режим сушки и охлаждения лакированной
продукции может вызвать ее
коробление. В этом случае требуется
проверить работу сушильного
устройства и вентиляционные
системы.
Если наблюдаются
перебои в подаче листа, необходимо
опустить листоотделяющие и
листотранспортирующие присосы,
проверить правильность установки
стола и положения щеток. Вакуум
в присосах увеличивают путем
регулирования клапана на
вакуум-насосе. При подаче
самонакладом одновременно двух
листов следует усилить задний
раздув, завернув регулировочную
гайку на головке самонаклада у
воздушного насоса. После этого
надо установить стол и отрегулировать
механизм его подъема в соответствии
с сортом и форматом бумаги. При
одновременной подаче нескольких
листов надо отрегулировать
положение щупа- сопла и механизм
подъема стола.
Если листы
подаются на накладной стол с
перекосом, следует ослабить прижим
того ролика, из-под которого лист
раньше других выводился на
накладной стол. Для выравнивания
листов по боковой кромке регулируют
устройство бокового равнения
листа.
Требования к помещению
(участку), где проводят лакирования.
Участок лакирования продукции
должен быть расположен в отдельном
помещении, имеющем общую
приточно-вытяжную вентиляцию во
взрывобезопасном исполнении. В
помещении участка лакирования
рекомендуется поддерживать
постоянную температуру -18-20°С и
относительную влажность воздуха
-40-60%. Помещение участка должно
иметь равномерное комбинированное
освещение, обеспечивающее в зоне
работы освещенность 1000 люкс при
использовании газоразрядных
ламп. Системы общеобменной
вентиляции и местной вытяжки
должны быть раздельными. Приточный
воздух для компенсации вытяжки
подается в рабочую зону помещений.
С помощью обще обменной вытяжки
из цехов удаляется воздух (из
верхней зоны помещений); кратность
обмена воздуха определяется из
расчета полного удаления вредных
веществ.
Степень пожарной и
взрывной опасности различных
жидкостей зависит от температуры
вспышки их паров, температуры
воспламенения и самовоспламенения,
предела взрываемости смесей паров
с воздухом, испаряемости и плотности
как самой жидкости, так и ее паров.
Наиболее пожароопасны те жидкости,
у которых температура вспышки
паров ниже 450С, а нижний предел
образования взрывоопасных смесей
с воздухом составляет меньше 10%
по отношению к объему воздуха.
Смывочные и смазочные вещества
и растворители (бензин, ацетон,
этилацетат, бутилацетат, толуол
и др.), необходимые для работы,
хранят в небольших, плотно
закрывающихся металлических
сосудах. Запас этих жидкостей не
должен превышать суточной
потребности цеха. Хранить
легковоспламеняющиеся жидкости
в стеклянной таре воспрещается.
Для предотвращения возможности
возникновения взрывов в помещениях
необходимо иметь: надежную изоляцию
на горячих поверхностях; воздушное
отопление, совмещенное с приточной
вентиляцией; освещение и
электрооборудование во
взрывозащищенном исполнении.
Технология
холодного тиснения:новый способ
отделки
Cовременная
этикеточная продукция в настоящее
время зачастую приобретает
характерную черту: ее полиграфическое
исполнение чрезвычайно сложно.
Для изготовления высококачественной
привлекательной этикетки заказчики
и исполнители идут на самые
замысловатые ухищрения. Это и
применение специальных дизайнерских
"коллекционных" бумаг, и
многокрасочная печать в 6-8 красок
с использованием дополнительных
(Pantone) или специальных красок
(флуоресцентных, перламутровых,
термочувствительных), и комбинирование
нескольких способов печати,
например, флексографии и ротационного
трафарета.
Однако этикетку
становится мало просто напечатать,
необходимо провести еще целый
ряд сложных отделочных операций,
которые призваны обеспечить ей
максимально привлекательный вид.
Очень часто используют разнообразное
лакирование, в том числе и
выборочное, вырубку по сложному
контуру, ламинирование и многое
другое.
В настоящее время
огромную популярность в производстве
этикеток приобрело тиснение
фольгой. Причиной является
возможность придать этикетке
прекрасный внешний вид, что на
сегодняшний день играет решающую
роль при выборе продукции
покупателем. Фольга придает
характерный металлический блеск,
чего невозможно добиться, используя
металлизированные печатные
краски. Даже применение
металлизированной бумаги или
пленки не дает такого эффекта,
которого можно достичь тиснением
фольгой, а кроме того, при печати
по металлизированным материалам
возникает целый ряд дополнительных
трудностей, с которыми тоже
приходится считаться.
Сейчас
для производства самоклеящихся
этикеток в основном используются
узкорулонные машины различных
способов печати, которые обеспечивают
весь спектр печатных и отделочных
операций за один прогон. Для
горячего тиснения фольгой на
узкорулонных машинах устанавливают
специальные секции. Тиснение в
этом случае осуществляется с
помощью нагревающегося гравированного
латунного вала специальной
полиграфической фольгой.
Данный
способ отделки этикеток прекрасно
зарекомендовал себя для производства
больших объемов продукции, однако,
его более широкое применение
ограничено рядом серьезных
недостатков:
· высокая стоимость
вала горячего тиснения, которая
составляет 1,5-3 тыс. долл. в
зависимости от размера и сложности
рисунка;
· длительное время
изготовления и получения вала
горячего тиснения (как правило,
оно составляет не менее 1,5-2 недель
со дня отправки заявки на
изготовление - чаще всего за
рубежом);
· затраты на покупку
самой секции горячего тиснения,
которая используется не так уж
часто, а стоит достаточно дорого,
но ни для чего другого, кроме
тиснения, использована быть не
может;
· при тиснении тонких и
чувствительных к повышенной
температуре материалов возникают
существенные сложности.
Не
стоит забывать, что к этикеточной
продукции предъявляются очень
противоречивые требования,
поскольку, с одной стороны, этикетка
не является самостоятельно
продаваемым товаром - это лишь
дополнение к основному продукту,
а с другой стороны, любой товар
должен быть снабжен максимально
привлекательной этикеткой. Так
как для производителя товара
расходы на этикетку являются
прямыми затратами, заказчик хочет
сократить их до минимума.
Естественно, при постоянных,
повторяющихся тиражах в сотни
тысяч этикеток затраты на вал
горячего тиснения становятся
незаметными и практически не
влияют на себестоимость одной
этикетки. Но что делать, если
тиражи этикеток составляют всего
150-200 тыс. штук в год? Или когда
нужно сделать пробный тираж,
который составляет 10-15 тыс.
этикеток? В этом случае стоимость
вала будет выше всех остальных
затрат на этикетку вместе взятых.
Для таких случаев можно рекомендовать
способ, который получил название
"холодное тиснение фольгой".
Холодное тиснение
Данная
технология включает в себя
нанесение на желаемый запечатываемый
материал так называемого лака
холодного тиснения - специально
разработанного адгезива. Лак
наносится с применением обычной
фотополимерной формы во
флексографской печатной секции,
частично полимеризуется УФ-лучами,
на него наносится фольга, после
чего, уже в рулоне, в течение
нескольких часов происходит
окончательная полимеризация
лака.
Для холодного тиснения
фольгой могут использоваться
специальные секции с регулируемой
мощностью УФ-ламп, либо переделанные
секции ламинирования. Причем
специальные секции холодного
тиснения могут использоваться
как обычные флексографские.
Холодное тиснение фольгой имеет
несколько преимуществ: для этой
технологии, в отличие от горячего
тиснения, не требуется отдельного
оборудования; не нужен гравированный
латунный цилиндр; маленькие тиражи
экономически выгодны; отклонения
совмещения легко контролировать.
Для процесса холодного тиснения
фольгой используются обычные
фотополимерные флексографские
печатные формы, что и делает его
более экономичным по сравнению
с горячим. Кроме того, методом
холодного тиснения фольгой могут
без проблем обрабатываться
чувствительные к воздействию
температуры материалы. Однако
имеет значение качество поверхности
материала - она должна быть
достаточно гладкой. По этой причине
данная технология применима
только для тиснения по пленочным
материалам (полиэтилен, полипропилен
и т. д.) или высокоглянцевой
мелованной бумаге.
В процессе
холодного тиснения быстро и
эффективно получается
высококачественное декорирование
при оптимальной скорости. При
горячем же тиснении используются
дорогие латунные штампы, которые
проходят нагревательный цикл,
что замедляет процесс.
Помимо
этого, тяжелый латунный вал,
нагретый до температуры порядка
120-160°С (в зависимости от свойств
фольги и скорости тиснения), после
окончания печати тиража остывает
2-3 ч, прежде чем его можно будет
снять, что иногда затрудняет
подготовку к следующему тиражу,
в то время как секцию, используемую
под холодное тиснение, смывают
обычным образом в течение нескольких
минут.
Как правило, устройство
устанавливается перед последними
печатными секциями или же между
двумя любыми флексографскими
секциями. В печатной секции,
используемой для холодного
тиснения, сюжет наносится на
полотно в виде частичного лакового
слоя. В холодном тиснении фольгой
может применяться специальный
УФ-лак как с катионным, так и с
радикальным отверждением. Давление
в зоне контакта при этом регулируется
таким образом, чтобы фольга как
бы припрессовывалась к лаковому
слою (материал и фольга прижимаются
между двумя цилиндрами). Для
качественного тиснения рекомендуется
давление в 10-15 кг на квадратный
дюйм. Наилучшие результаты
получаются при применении
прикатного валика из жесткой
резины (с твердостью 85° по Шору А
или выше) и стального валика
противодавления. Затем лишняя
фольга вместе с подложкой удаляется
с помощью деламинирующего
устройства.
В настоящее время
предлагаются разнообразные виды
фольги для тиснения (золотых,
серебряных, других металлических
цветов, в том числе разноцветные
и голографические), которые
производятся несколькими
компаниями.
Металлизированная
фольга для холодного тиснения
состоит из следующих слоев:
·
лавсановая пленка толщиной 10-25
мкм;
· специальный разделительный
слой (0,1-0,5 мкм);
· лаковый
окрашенный слой (1-3 мкм);
· слой
вакуумно-распыленного алюминия
(около 0,05 мкм);
· адгезионный
(грунтовый) слой.
За счет легкого
отделения слоев фольга хорошо
переносится на запечатываемый
материал при высокой скорости
тиснения.
Результаты тиснения
зависят от характеристик печатающего
и ламинирующего устройства
печатной машины, а также от свойств
лака, который был использован.
Полное закрепление фольги при
холодном тиснении происходит
через 1-2 дня. Нанесенная таким
образом фольга может быть покрыта
лаком или каширована пленкой.
Количество нанесенного лака
должно быть в пределах от 3 до 7
г/м2, в зависимости от гладкости
поверхности запечатываемого
материала. Чем она меньше, тем
больше необходимо нанести лака.
При печати по пленке наилучшие
результаты получаются при
использовании анилоксового вала
с линиатурой порядка 140 лин/см и
теоретическим объемом 7-8 см3/м2.
Возможно применение вала и с более
высокой линиатурой, но в этом
случае возможны осложнения, в
особенности при печати больших
плашек, из-за недостаточной толщины
лакового слоя. При печати поверх
краски рекомендуется применять
тяжелый анилоксовый вал с линиатурой
порядка 100 лин/см и теоретическим
объемом не менее 12-13 см3/м2
В
отличие от красок лак мягкий и
липкий, поэтому необходимо
исключить его контакт с валами.
Для этого секции сушки должны
быть расположены на той же высоте,
что и печатная секция. После этого
материал должен немедленно
поступать в секцию припрессовки
фольги. Для полимеризации УФ-лучами
необходимо использовать лампы
среднего или высокого напряжения
мощностью примерно 120 Вт/дюйм. Эта
мощность эффективна при нормальной
скорости работы. Необходимо, чтобы
мощность ламп можно было регулировать
для подбора оптимальных параметров
и получения качественного тиснения.
Рекомендуется располагать
УФ-лампу на расстоянии 0,4-0,65 м от
устройства для тиснения. Чем выше
скорость работы, тем больше должно
быть расстояние.
Нормальная
рабочая скорость печати и нанесения
фольги - 45-70 м/мин. Однако в таких
условиях процесс тиснения трудно
контролировать и возможно появление
брака. Поэтому работать на подобных
скоростях можно только при
соответствующем опыте в холодном
тиснении. Необходимо помнить, что
при слишком низкой скорости лак
может быть переэкспонирован и
его липкости будет недостаточно,
чтобы обеспечить качественный
перенос слоев фольги на поверхность
запечатанного материала. При
слишком высокой скорости лак не
успевает полимеризоваться и
достичь оптимальной липкости.
Кроме того, до момента, когда
фольга будет отделяться от
подложки, проходит слишком мало
времени. Желательно, чтобы после
начального прижатия фольга
двигалась вместе с запечатанным
материалом ровно в течение
некоторого времени под контролируемым
давлением и натяжением (для лучшего
приклеивания).
Ошибки и брак,
возникающие при холодном тиснении,
объясняются нарушением технологии
или неправильно подобранными
режимами. Низкое качество лака
для холодного тиснения непосредственно
отражается на переносе фольги на
поверхность материала. Лак может
стать неэффективным в результате
высокой абсорбции на пористых
материалах. Катионное отверждение
замедляется химически несовместимыми
веществами, содержащимися в
покрытии или красках материала
(карбонаты и амины). На практике
лучшие результаты получаются,
если поверхность материала
запечатывается соответствующим
праймером перед печатанием лака.
При использовании лака с
катионным механизмом полимеризации
можно столкнуться со следующими
проблемами:
· при относительной
влажности выше 70% скорость
полимеризации снижается. В этом
случае необходимо снизить рабочую
скорость машины или увеличить
мощность ламп;
· использование
краски или лака на водной основе
может отрицательно повлиять на
процесс полимеризации из-за
повышенного содержания влаги.
Поэтому нельзя использовать
УФ-лак с катионным отверждением
для холодного тиснения этикеток,
запечатанных водорастворимыми
красками;
· прежде чем лак будет
нанесен на краску со свободнорадикальным
механизмом полимеризации, она
должна полностью высохнуть.
Особенности
дизайна для флексографии и
оптимизация параметров печатных
форм
На
российском рынке фотополимерных
материалов для флексографии
присутствует продукция многих
фирм, однако, наиболее известными
для потребителей являются пластины
фирм Du Pont, BASF, Polyfibron MacDermid, ASAHI,
Pasanen, OHKAFlex. Каждая из указанных
фирм выпускает широкую номенклатуру
фотополимерных пластин для
запечатывания различных материалов
с использованием разных типов
красок, и начинающему флексографу
бывает достаточно сложно
сориентироваться во всем этом
многообразии.
Во многих случаях
лучше не экспериментировать
самому, а обратиться в
специализированную фирму, которая
осуществляет полный цикл допечатной
подготовки и имеет в наличии
достаточную номенклатуру пластин,
обеспечивающих требуемое качество
печати на широком спектре
материалов.
"Центр артеграфики
"Россита" (г. Тула) имеет
комплекс оборудования для
электронной обработки изображений
любой степени сложности и
изготовления фотополимерных
печатных форм для всех видов
печати, а также штампов для тиснения
полиграфической фольгой. За семь
лет своей деятельности "Россита"
накопила определенный опыт,
которым мы, ее сотрудники хотели
бы поделиться. Наши заказчики
работают в различных уголках
России, как на современном, так и
на простейшем, морально и технически
устаревшем оборудовании, но каждый
из них стремится достичь наилучшего
качества печати, исходя из условий
своего производства. И, естественно,
предъявляет высокие требования
к качеству форм.
Всегда ли
прав заказчик?
Прежде всего
необходимо сказать, что в нашем
деле мелочей не бывает, и качественная
полиграфическая продукция может
быть получена только при соблюдении
технических и технологических
требований на всех стадиях процесса
от дизайна до печати.
Каждый
печатник при приеме заказа должен
четко представлять, какое качество
печати может обеспечить его
технологическое оборудование, и
при необходимости скорректировать
пожелания заказчика по размерам
шрифтов и графических элементов,
линиатуре растра.
|

|
Изображение,
полученное от заказчика для
печати на пластиковых пакетах.
В производство не принято.
|
В
том случае, если заказчик упаковки
берет на себя разработку дизайна
и поручает ее специалисту по
компьютерной графике или, в лучшем
случае, дизайнеру-полиграфисту,
работающему для офсета, то он
может оказаться заложником
заведомо ложных представлений и
неприемлемых для флексографии
технологических приемов.
Именно
это приводит к неоправданной
миниатюрности отдельных графических
элементов, сочетанию в одной
композиции плашек, растровых
полей и мелкого текста, расширению
в исходном изображении диапазона
плотностей сверх возможностей
фотополимерного материала, выбору
завышенной линиатуры растра, не
соответствующей линиатуре
растровых валов печатной машины.
|

|
Изображение,
полученное взамен первого.
Принято в производство.
|
Все
это усложняет процесс изготовления
печатных форм, их приводки и
настройки печатной машины и
ухудшает качество печати за счет
нарушения градационных характеристик
изображения и степени растискивания.
Некоторые из наших клиентов
используют в дизайне сканированные
изображения низкого качества,
без дополнительной компьютерной
обработки, что приводит к потерям
элементов изображения, краевым
эффектам, неряшливому изображению
и в результате - к конфликтам с
заказчиками продукции. В то же
время правильный подход к обработке
изображения, его градационным
характеристикам, выбору параметров
растрирования дает положительные
результаты.
|

|
Изображение
после допечатной обработки.
|
Непомерное
увлечение многих наших заказчиков
совмещением в дизайне упаковки
разноразмерных графических
элементов, которые при установке
печатной формы на вал по-разному
деформируются и вызывают
разновысотность отдельных участков
печатной формы, приводят к
непропечатке одних элементов и
затискиванию других. Кроме этого,
на многоцветных заказах за счет
различной степени поджатия форм
наблюдается накапливающаяся
погрешность несовмещения, которая
может достигать 2-3 мм при размерах
форм до 1 м. В этом случае полиграфисты,
исходя из своего опыта или из
результатов тестирования, должны
устанавливать разные степени
компенсации размеров форм в
направлении печати, которые
обеспечат точное совмещение
элементов изображения без
неряшливых пробелов в отдельных
зонах. Применяемый полиграфистами
треппинг в данной ситуации не
всегда приводит к положительному
результату.
Важно также правильно
выбрать типы фотополимерных
пластин и их толщину в зависимости
от используемой машины, красок и
запечатываемого материала. Это
мы делаем совместно с заказчиком
и при глубокой проработке вопроса
получаем неплохие результаты.
|

Пример
оттиска с формы с плашечным и
мелким штриховым изображением,
изготовленной без учета степени
деформации.
|
Работу
с новым заказчиком мы начинаем с
тестирования, которое позволяет
оптимизировать параметры
изготавливаемых печатных форм
для получения максимально
возможного качества печати. Для
обеспечения объективного контроля
параметров цветопередачи на всех
стадиях изготовления упаковки
мы оснастили дизайнерскую группу
спектрофотометром и цифровой
цветопробой для контроля и анализа
цветовоспроизведения на различных
запечатываемых материалах,
калибровки мониторов, создания
цветовых профилей принтеров и
систем печатная форма-печатная
машина-отпечаток, а также
изготовления цифровой цветопробы
для реальных запечатываемых
материалов. Мы надеемся, что данное
оборудование позволит разговаривать
с заказчиками на языке объективных
показателей цветовоспроизведения
для различных условий изготовления
упаковки.
CtP и электронные
технологии
Разработанные в
"Россите" требования к
исходной информации для выполнения
заказа по изготовлению печатных
форм позволяют упростить наши
взаимоотношения с заказчиком и
работать с ним по эскизам,
подготовленным компьютерным
версиям заказа на магнитных
носителях, CD-Rom или полученным по
электронной почте.
В настоящее
время в мире все большее
распространение находит способ
изготовления печатных форм
Computer-to-Plate (CtP), и недавняя выставка
Drupa 2000 показала, что интерес к этой
технологии проявляется огромный.
В "Россите" в течение двух
лет эксплуатируется устройство
для лазерной записи изображения
на "цифровых" (маскированных)
формах LaserGraver 3000FPII фирмы "Альфа".
Основной особенностью "цифровой"
технологии является исключение
из процесса изготовления печатных
форм пленок, которые заменяются
маской, нанесенной непосредственно
на фотополимерный слой. Изображение
на маске получается обработкой
на устройствах типа "Лазер-гравера",
а дальнейший процесс изготовления
печатной формы аналогичен
классическому. Так как при
экспонировании "цифровой"
пластины исключается рассеивание
света в оптической среде между
маской и фотополимером и нет
необходимости использовать
рассеивающую вакуумную пленку,
профиль печатного элемента
получается более крутым. Это
позволяет воспроизводить более
широкий диапазон плотностей
(1-98%) и уменьшить растискивание.
Применение данной технологии
наиболее целесообразно при
изготовлении комплектов печатных
форм для полноцветной печати.
Именно в этом случае подчеркиваются
все преимущества цифровой
технологии.
Отзывы наших
заказчиков показывают, что при
использовании "цифровых"
форм упрощается процесс приводки,
повышается четкость печати,
улучшается качество воспроизведения
градационных переходов. Следует
также сказать, что в ближайшее
время актуальность СtP-технологии
значительно возрастет благодаря
появлению на российских предприятиях
современных флексографских машин
с гильзовой системой крепления
печатных форм, которые могут
обеспечить непрерывную, бесстыковую
печать. Но пока бесшовные формы
на гильзах можно изготовить только
в Западной Европе, так как российские
производители печатных форм не
имеют оборудования для их
изготовления.
В заключении
можно сказать, что практические
результаты, достигнутые "Росситой"
в работе с большим числом заказчиков,
а также результаты работ аналогичных
российских и зарубежных фирм
показывают необходимость и
экономическую целесообразность
профессионального изготовления
фотополимерных печатных форм для
мелких и средних полиграфических
предприятий, занимающихся
производством этикеток и упаковки
и не имеющих прежде всего
экономических оснований для
приобретения собственного формного
и сопутствующего ему оборудования.
Флексография
- царица упаковки
Дизайнеры
упаковки любят флексографскую
печать за то, что она позволяет
использовать любые материалы.
Когда в разговорах графических
дизайнеров идет речь о печати,
чаще всего имеется в виду офсетная
печать. Это неудивительно, поскольку
на офсетную печать приходится
около 80% рынка коммерческой печати
в США (оставшаяся доля почти
полностью покрывается глубокой
печатью). Но когда дело касается
изготовления упаковок - начиная
с коробок для кукурузных хлопьев
и этикеток для консервов и кончая
этикетками для бутылок с вином и
обертками для конфет - на
флексографскую печать (или, короче,
"флексо") приходится уже
около двух третей заказов в США
(остальное снова приходится в
основном на глубокую печать). В
отличие от офсетной печати, с
которой хорошо знакомо большинство
дизайнеров, флексографский процесс
может скрывать немало неожиданных
ловушек. Если вы уже занимаетесь
или собираетесь заняться разработкой
макетов упаковки, то рано или
поздно вам обязательно придется
иметь дело с флексо.
Что такое
флексо?
Наиболее важными
особенностями флексографического
процесса являются используемые
в нем резиновые или фотополимерные
печатные формы. Поскольку они
гибкие, то с их помощью можно
печатать на множестве различных
типов поверхностей, которые
совершенно не подходят для офсета
- от тонкого пластика до грубого
картона. Офсетные машины,
использующие плоские металлические
формы, могут переносить краску
только на гладкую бумагу; чем
более гладкой является бумага,
тем лучше изображение.
Корни
флексографии уходят в послевоенный
феномен торговых центров и
супермаркетов 50-х годов, когда
покупатели неожиданно вошли прямо
за прилавки и стали брать товары
с полок сами, не прибегая к помощи
продавцов и не называя марку
продукта. Стал очень важен внешний
вид товара: привлекательная
упаковка (или, наоборот, невзрачная)
могли повлиять на решение о покупке
прямо в магазине. Производителям
потребительских товаров потребовался
такой печатный процесс, который
позволил бы создавать яркие и
бросающиеся в глаза картонные
коробки и гибкие пакеты, причем
в широком диапазоне тиражей.
Офсетная печать для решения такой
задачи не подходила, поэтому были
созданы флексографские машины.
Но в 60-х и 70-х годах флексография
имела репутацию технологии для
продукции невысокого качества.
Цвета были тусклыми, оставляла
желать лучшего и их приводка.
"Упаковка выглядела так, словно
ее печатали дети с помощью резиновых
штампов", - вспоминает Дик Нодин
из дизайн-студии Pacific Print Media
(Сан-Франциско), специализирующейся
на создании упаковки. Хотя с тех
пор качество флексо значительно
повысилось, Нодин, как и многие
другие дизайнеры, до сих пор
старается избегать использования
этой технологии, за исключением
тех случаев, когда это единственный
приемлемый способ для выполнения
заказа. "Флексо редко выходит
победителем, когда главным
критерием оценки выступает
качество, - говорит он. - Я думаю,
что обычно самого лучшего качества
можно достичь методами офсетной
печати. Но для печати на определенных
типах материалов, подобных картону
и пластику, офсетные машины не
годятся, поэтому в таких случаях
флексо остается единственным
вариантом выбора". С этим не
согласен Йетс Даунс, художественный
редактор компании Spectrum Label
(Сан-Карлос, шт. Калифорния),
выполняющей заказы на флексографскую
печать. "Современная флексо
довольно далеко ушла от той, какой
она была пять или десять лет назад,
- считает он. - Многие дизайнеры
учились достаточно давно и не
знают на что способна современная
флексография. Их поражает
возможность печати растров с
линиатурой 200 lpi".
Гладко
не только на бумаге...
Несмотря
на "туманное" прошлое и
спорное качество, флексо идеально
подходит для изготовления
большинства типов упаковки. Кроме
присущей флексо гибкости в выборе
носителей еще одним ее преимуществом
является цена. Фотополимерные
флексографские формы гораздо
дешевле, чем металлические формы
для глубокой печати, и это только
одно из слагаемых относительной
дешевизны флексо. Поскольку
флексографские машины часто
комбинируются в одну линейку с
устройствами для ламинирования,
высечки, фальцовки и склейки, они
оказываются экономичнее других
печатных машин, с раздельным
технологическим процессом.
Флексографская машина в типичной
конфигурации может печатать на
листах пластика, высекать в них
отверстия, складывать их в пакет,
а затем склеивать его - и все это
в одном технологическом цикле.
По этой причине печатников,
использующих флексо, часто называют
изготовителями упаковки. Еще
одним преимуществом флексо
является ee способность оперировать
формами различного размера, что
позволяет оптимизировать
использование материалов, в то
время как фиксированные размеры
офсетных форм часто приводят к
повышенному проценту отходов. А
возможность флексографских машин
работать с водными красками, а не
с красками на основе растительных
масел, принятыми для офсетной
литографии, просто неотразима.
Обычно водные краски оказываются
предпочтительнее по экологическим
соображениям. Но часто для
изготовления безопасной упаковки
для продуктов использование
красок на водной основе
регламентируется правительственными
предписаниями.
... а не забыли
про овраги?
Если вы уже выбрали
флексо, следует ознакомиться с
особенностями этой технологии.
"Довольно часто дизайнер
передает нам великолепную работу,
которая, однако, мало пригодна
для репродуцирования флексографским
способом", - говорит технический
представитель компании ONE Color
Communications (Окленд, шт. Калифорния),
специализирующейся на флексографии,
Том Кузел. Это семейное предприятие
с момента своего основания в 1963
году занимается допечатными
процессами для производства
упаковки. Даунс (компания Spectrum)
отмечает: "После того как
дизайнеры передают нам файлы,
обычно они нуждаются в серьезной
обработке". Оба печатника
сходятся на том, что сейчас, когда
многие делают макеты сами,
дизайнерам зачастую не хватает
знания специфических требований
флексографии.
Большинство
сложностей при создании макетов
для флексографской печати связаны
с такими характеристиками, как
размер и растискивание точки
растра флексоформ. В то время как
жесткие формы для офсетной или
глубокой печати могут передавать
однопроцентную точку, по словам
Даунса, "максимум, чего мы можем
достигнуть с флексо, - это
двухпроцентные точки, которые
из-за растискивания превращаются
в трехпроцентные". Поэтому при
печати изображений возникает
множество проблем. Мелкий шрифт,
особенно гарнитуры с засечками,
теряет четкость и расплывается.
Фон "на роспуск" не может
плавно перейти в белую бумагу;
вместо этого плотность резко
падает - с 3 до 0 %. При экспонировании
полутонов трудно передать детали
в высоких светах. "Больше всего
времени уходит на настройку
правильной передачи в самых
светлых областях", - жалуется
Даунс.
Из-за большого
растискивания для флексо нельзя
использовать стохастическое
растрирование, а следовательно,
и HiFi-цвет. И хотя довольно большое
значение растискивания и так
присуще флексо, Кузел обнаружил,
что в различных типографиях эти
величины сильно различаются. В
некоторых используется изношенное
оборудование. В других просто нет
надлежащего контроля за
технологическим процессом. "Чтобы
определить квалификацию печатника
и качество его оборудования, мы
обычно выполняем в этой типографии
небольшой тестовый заказ, -
рассказывает Кузел. - Как правило,
все тестовые результаты распадаются
на три группы: с высоким, средним
и низким растискиванием точки
растра".
Еще одна область,
в которой могут возникнуть
проблемы, - это приводка цветов.
Здесь допустимые отклонения
гораздо шире, чем в офсетной
печати; это связано главным образом
с гибкостью носителей. "Приводка
цветов - это огромная проблема",
- признает Кузел. Значения треппинга
в исключительных ситуациях могут
достигать полутора миллиметров,
хотя в обычных условиях равны
пятнадцати микронам, что в два
раза больше, чем для офсета.
Учитывая такую изменчивость
параметров, дизайнерам следует
оставлять задание значений
треппинга работникам типографий
или сервисных бюро. "Если они
делают треппинг в файле, -
рассказывает Даунс, - нам обычно
приходится отменять его и делать
все заново".
Поскольку
флексографскую технологию
контролировать сложно, печатники
и специалисты в области допечатных
процессов стараются минимизировать
возможные проблемы, ограничивая
круг используемого программного
обеспечения несколькими наиболее
проверенными пакетами для
компьютеров Macintosh: QuarkXPress, Adobe
Illustrator и Adobe Photoshop. "Для таких
заказов мы не принимаем файлы с
PC, - подчеркивает Даунс. - Мы
испытываем предубеждение по
отношению к PC-файлам".
Чтобы
облегчить сложный треппинг и
спуск полос для упаковки, создано
несколько высококачественных
специализированных систем
допечатной подготовки упаковочных
макетов, например, компаниями
Barco, Contex и Professional Computer Corp. (PCC),
которые вступают в дело на последнем
этапе подготовки макетов. Если
потребуется внести изменения в
заказ, уже запущенный для выполнения
на одной из подобных систем, это
может потребовать дополнительных
затрат на повторную обработку.
Флексо работает с более
грубыми растрами, чем офсет или
глубокая печать; обычно линиатура
не превышает 150 lpi. Дизайнерам
необходимо знать ограничения
машин при создании полутонов и
плавных переходов в цвет носителя.
В то время как для офсета существуют
"Технические условия на рулонную
офсетную печать изданий"
(Specifications for Web-Offset Publications, SWOP) и
"Технические условия на печать
коммерческой продукции без горячей
сушки" (Specifications for Nonheat Advertising
Printing, SNAP), для флексографии нет
стандартов на состав красок и
параметры производственного
процесса, поэтому достичь хорошего
качества флексоработ гораздо
сложнее, чем при использовании
офсетной или глубокой печати.
Если вы остановили выбор на
флексографии, еще на этапе дизайна
необходимо приложить гораздо
большие усилия, чем при подготовке
работ для других видов печати.
Очень важно как можно раньше
наладить сотрудничество с
выполняющей заказ типографией
или сервисным бюро.
Не флексо
единой...
Для выполнения
некоторых работ по созданию
упаковки существуют альтернативы
флексо, хотя у всех подобных
вариантов есть свои ограничения.
Для крупнотиражных работ, где
важно получить высокое качество,
используют машины глубокой печати.
Глубокая печать выполняется с
выгравированных металлических
цилиндров. Краска затекает в
углубления в цилиндре и может
переноситься с высокой скоростью
на широкий диапазон материалов,
включая большинство носителей,
с которыми может работать и флексо.
К сожалению, металлические
цилиндры обходятся гораздо дороже,
чем флексографские или офсетные
формы. Дэррил Темплтон, пе-чатник
из компании Amko Plastics (Цинциннати),
полагает, что стоимость начальной
подготовки и изготовления форм
глубокой печати примерно в два
раза превышают стоимость флексо.
Поэтому глубокая печать применяется
только для крупнотиражных работ
(от 200 000 оттисков или выше, в
зависимости от размера изображения).
Даунс согласен: "Глубокая печать
обходится дешевле после того, как
под цилиндром прошло около шестисот
тысяч метров носителя".
Как
и для других видов печати, где
необходимо изготавливать пленки
и формы, флексо и глубокая печать
неэкономичны для малых тиражей
(менее 1000 оттисков). Компания
Indigo продвигает как решение для
рынка малотиражной упаковочной
продукции печатные машины E-Print
1000 и Omnius. Еще одна альтернатива
флексо - трафаретная печать,
которая используется редко и
обычно для печати одного оттиска
за один раз на готовых изделиях
различной формы, таких как
стеклянные или пластиковые бутылки
и другие объемные вещи.
С
точки зрения дизайна
Наряду
со специфическими требованиями,
связанными с характерными для
флексо техническими ограничениями,
у этого метода изготовления
упаковки есть ряд свойств,
объединяющих его с другими. Первое
- это использование цветов Pantone.
Поскольку узнаваемость многих
корпораций и их товаров основывается
на точном воспроизведении торговых
знаков на различных носителях,
для создания макетов упаковок
краски Pantone используются гораздо
чаще, чем в любой другой области
дизайна. Компании Coca-Cola вряд ли
понравится, если ее всемирно
известный торговый знак где-то
будет красным, как пожарная машина,
а где-то малиновым. Однообразие
исключительно важно при изготовлении
упаковки, а цвета Pantone обладают
гораздо большей повторяемостью,
чем цвета из обычных триадных
красок.
Однако слишком часто
дизайнеры задают несколько красок
Pantone, не учитывая тип машины, на
которой работа будет печататься.
Большинство флексографских машин
шестицветные, хотя некоторые
новейшие типы восьмицветные.
Даунс (компания Spectrum) отмечает:
"К нам постоянно приходят
макеты, которые задают 13 разных
красок". Цветопробы работ с
красками Pantone сложны для реализации
независимо от приложения. Кузел
(фирма ONE) говорит: "Выполнение
цветопроб всегда составляло
большую проблему при изготовлении
упаковок". В компании ONE используют
цветопробы Cromalin, с которыми, по
словам Кузела, "все в порядке",
а иногда цветопробы Color Key, которые
"не так хороши". Более
требовательные клиенты готовы
заплатить дополнительно за
печатные пробы, изготовленные с
помощью специальной компактной
печатной машины. В компании
Spectrum для "предварительных
цветопроб" используют устройство
цифровой цветопробы Iris, но на
постоянной основе предлагают
заказчикам пробы с печатной
машины.
При изготовлении
упаковок применяется гораздо
более разнообразные носители,
чем для других работ, поэтому
дизайнерам необходимо учитывать
влияние цвета и текстуры материала
на окончательный вид продукции.
Часто единственным надежным
ориентиром могут служить только
цветопробные оттиски со специальных
машин.
И наконец, для печати
упаковок тесное сотрудничество
с работниками типографии гораздо
важнее, чем при выполнении любых
других печатных работ. Учитывая
огромную разницу в квалификации
персонала и качестве оборудования,
вам необходимо "видеть конец
пути еще до начала путешествия".
"Я занимаюсь этим делом на
протяжении 14 лет, и если дизайнер
сотрудничал с нами еще до начала
разработки макета, неудач не было,
- заявил Даунс. - Главное, чтобы
дизайнер сделал хорошо то, что он
умеет лучше всего, а мы сделаем
нашу работу".
Печать
на матовых мелованных бумагах
Известно,
что использование матовых
мелованных бумаг позволяет
получить благородную сдержанную
цветовую гамму. Это особенно важно
при воспроизведении многокрасочных
оригиналов, имеющих диффузное
отражение света. Сюда можно отнести
акварель и пастельную живопись,
графические рисунки, матовые
фотографии, а также текст.
Мелование придает бумаге
дополнительную гладкость, что
улучшает накат краски с печатной
формы и, тем самым, увеличивает
разрешающую способность бумаги.
Введение пигментов и наполнителей
при изготовлении мелованных бумаг
позволяет создать микрокапиллярную
структуру, обеспечивающую
избирательное впитывание связующего
краски. В результате маловязкие
компоненты связующего впитываются
в поры бумаги, а высоковязкие,
оставаясь на поверхности, образуют
пленку.
Многие производители
печатной продукции уже сталкивались
с проблемами возникающими при
работе на матовых мелованных
бумагах. Дело в том, что наполнители
матовых мелованных бумаг
представляют собой крупномолотые
пигменты (карбонаты кальция),
которые не обладают постоянными
размерами, а некоторые из них
могут выглядеть как крошечные
камни.
Пробелы между частицами
наполнителей матовых бумаг
различаются по величине, что
приводит к впитыванию высоковязких
растительных масел вместе с
маловязкими минеральными.
В
результате оставшаяся на поверхности
часть связующего не дает достаточно
прочной красочной пленки. Еще
одной проблемой печати по матовым
бумагам является снижение прочности
к истиранию.
Ведущими
производителями красок для
офсетной печати разработаны
специальные краски для работы по
матовой бумаге, среди которых
стоит отметить серию Litho-set SF от
Siegwerk.
Благодаря специально
выбранным комбинациям связующего,
Litho-set SF обладает высокой прочностью
к истиранию и отличной скоростью
закрепления, что позволяет решить
основные проблемы, указанные
выше. Эту серию можно применять
и на глянцевых бумагах, но только
на малых тиражах, так как в краске
есть компоненты, увеличивающие
прочность красочной пленки к
истиранию. При продолжительной
печати эти компоненты могут
вызвать налипание краски на резину
и, как следствие, остановку машины
для смывки.
Многолетний опыт
работы на матовых мелованных
бумагах показал, что добавка в
краску восковой пасты -
Solid-Scheuerschutz paste - 50-050010-3, значительно
увеличивает прочность красочной
пленки к истиранию. Паста вводится
в краску в количестве 2-3%
непосредственно перед печатью.
Наряду с повышением устойчивости
к истиранию, уменьшается отмарывание
в стопе и улучшается скольжение
оттисков.
В тех случаях, когда
невозможно избежать истирания и
смазывания краски при механических
нагрузках или многочисленных
отделочных операциях, необходимо
применять лакирование. Также
необходимость в лаке возрастает
с увеличением толщины красочного
слоя, а также с увеличением площади
запечатки. Мы рекомендуем отдать
предпочтение водно-дисперсионному
лаку, обладающему отличной
стойкостью к истиранию и неярким
блеском. При этом надо стараться
до минимума снизить распыление
противоотмарывающих порошков,
так как они также способствуют
уменьшению прочности красочной
пленки к истиранию.
Для печати
на матовых бумагах советуем
наиболее простой в применении
офсетный матовый защитный лак
Litho-set-matt-SF-Varnish 50-040437-1, предназначенный
для нанесения через красочную
секцию печатной машины как "сырое
по сырому", так и "сырое по
сухому". Лак позволяет сохранить
матовость бумаги и даже в тонком
слое дает пленку с высокой
прочностью к истиранию.
Печать
на тканях
Сублимационная
трансферная печать на тканях
Сублимация - прямой переход
вещества из твердого в газообразное
состояние без промежуточного
перехода в жидкое состояние. Этот
вид печати используется, когда
необходимо получить на синтетической
или смесовой ткани рисунок,
устойчивый к воздействию света,
высоких и низких температур, пота,
стирок и т. д. Этот метод нашел
широкое применение в производстве
трикотажных изделий, флагов,
вымпелов, купальников и спортивной
одежды. Основные требования к
ткани - она должна быть белой и
содержать не менее 65% синтетического
волокна. Изображение на ткани
получается в два этапа: первый -
печать на бумаге, второй -
термоперенос на ткань.
Бумага
Без специальной обработки
используется матовая бумага
плотностью 130-150 г/м2. Менее плотные
бумаги при печати красками на
водной основе могут усаживаться,
что ухудшает совмещение красок.
Краски
Краски, применяемые
при сублимационной печати,
получают, как правило, путем
добавления в базовую эмульсию
концентрированных пигментных
паст. Базовая эмульсия может быть
или на основе растворителей или
на основе воды, причем последняя
благодаря экологической чистоте
находит более широкое применение.
При приготовлении краски
следует помнить, что для получения
высококачественной печати вес
пигментной пасты должен быть в
пределах от 3 до 25% от веса базовой
эмульсии.
Мы поставляем на
российский рынок десять основных
пигментных паст следующих цветов:
желтый, оранжевый, красный, розовый,
синий, синий ультра, фиолетовый,
черный, желтый флюоресцентный,
розовый флюоресцентный. По
специальным рецептурам из этих
цветов можно получить 1000 различных
оттенков. Нужную рецептуру выбирают
по каталогу, в котором представлены
пронумерованные выкраски тканей.
Следует подчеркнуть, что
идентификацию выбираемого оттенка
нужно производить только по
образцу ткани, поскольку при
сублимационном трансфере
изображение на бумаге после
термопереноса на ткань всегда
меняет интенсивность цвета и
оттенок. Степень отличия зависит
от количества пигмента в краске,
параметров термопереноса, а также
от типа ткани.
Подготовка
печатных форм
Для подготовки
печатных форм используются
фотоэмульсии, устойчивые к воде,
например Diacure W, сетка - 140-150 ячеек/см.
Этот процесс осуществляют на
обычном оборудовании, состоящем
из копировальной рамы, Уф-лампы
и сушки для матриц.
Важно
подчеркнуть следующее: те, кто
хочет заниматься изготовлением
сублимационных трансферов, должны
быть готовы к тому, что придется
иметь дело с оборудованием больших
форматов - и формным,и печатным,
и для термопереноса. Понятно, что
это потребует значительных
капиталовложений и производственных
площадей.
Кроме того, для
крупноформатного изображения
довольно сложно получить
качественные фотоформы. В России
есть лишь несколько предприятий,
изготавливающих крупноформатные
фотоформы для внешней рекламы.
Печатные формы здесь получают
проекционным способом, который
из-за низкой разрешающей способности
абсолютно неприемлем для
изготовления флагов и спортивной
одежды.
В Италии изготовлением
качественных фотоформ большого
формата по заказам трафаретных
предприятий занимаются
специализированные предприятия.
Российские же изготовители
сублимационных трансферов
вынуждены либо монтировать
изображение из нескольких фотоформ,
что отрицательно сказывается на
качестве, либо ограничиваться
изготовлением только малоформатных
изделий.
Печатное оборудование
Оборудование для печати
сублимационными красками должно
быть полуавтоматическим или
автоматическим и, как мы уже
отмечали выше, крупноформатным.
Использовать для этой цели ручные
станки не рекомендуется, так как
на них даже при простых фоновых
работах сложно обеспечить
равномерное распределение краски
по поверхности листа большого
формата.
С нашей точки зрения,
для печати сублимационными
красками в полуавтоматическом
режиме идеальным является станок
марки Magnum итальянской фирмы Argon
(рис. 2). Станок Magnum модели 5 имеет
формат печати 120х200 см; модели 6-
140х250 см; модели 7-140х200 см; модели
8-140х300 см; модели 9-140х380 см.
Одно
из преимуществ станка Magnum -
горизонтальный подъем рамы,
обеспечивающий равномерное
распределение краски по поверхности
листа, что очень важно при печати
сублимационными красками листов
больших форматов.
При работе
в автоматическом режиме можно
использовать станок Speed-o-Mat, имеющий
следующие форматы печати: модели
4- 120х163 см; модели 5-120х180 см; модели
6-140х180 см
Сублимационные
краски полностью высыхают при
комнатной температуре за 3 мин.
При сушке в печах с принудительной
циркуляцией воздуха - в течение
нескольких секунд. Рекомендуется
использовать печи Flexy Term, состоящие
из камеры горячего воздуха и
камеры холодного воздуха. Печь
Flexy Term модели 2 имеет ширину
транспортера 170 см, модели 3-200 см.
Печи FlexyTerm могут устанавливаться
в линию как с полуавтоматическими,
так и с автоматическими печатными
станками.
В помещении, где
печатаются или хранятся
сублимационные трансферы,
обязательно должна поддерживаться
постоянная влажность и температура
(чем ниже влажность, тем выше
качество печати, температура-не
менее 18 °С). Точное соблюдение
этих параметров особенно важно
при печати больших форматов.
Иногда изготовители сублимационных
трансферов сталкиваются со
следующим явлением, также связанным
с влажностью: со временем на бумаге
контур рисунка становится нечетким
и вокруг него появляется ореол.
Это происходит из-за того, что в
помещениях с повышенной влажностью
на готовых отпечатках происходит
миграция красителя. Такие трансферы
непригодны для термопереноса.
Термоперенос
Перенос
изображения на ткань производят
либо на каландрах, либо на плоских
прессах. В Италии отдается
предпочтение плоским термопрессам
с одной или двумя плитами,
оснащенными устройством для
крепления рулона ткани. Температура
нагрева плиты - 200-220 °С, время
переноса - 30-40 с. Эти параметры
должны строго соблюдаться, так
как от них в значительной степени
зависит интенсивность цвета и
оттенок. Кроме того, термоперенос
на эталонных образцах осуществляется
именно при этих параметрах. В
связи с тем, что некоторые виды
ткани под воздействием высоких
температур дают усадку, приводящую
к искажению или снижению четкости
изображения, рекомендуется до
термопереноса произвести "холостое"
прессование ткани при температуре
термопереноса, но без бумаги. При
изготовлении спортивной одежды
на одном листе, как правило,
размещается полный крой футболки
или брюк.
Высокие температуры
термопереноса и особенности
химического взаимодействия
красителей с волокном обуславливают
очень высокую стойкость изображения
ко всем видам внешних воздействий.
Такой стойкости невозможно
достигнуть при прямой печати.
Однако только этим не исчерпываются
преимущества сублимационной
трансфер-ной печати.
К ним
следует добавить:
- высокое
качество цветного изображения
при больших форматах;
-
экологическая чистота и высокое
качество красок на водной основе;
- в случае брака испорченной
оказывается только бумага, а не
ткань.
Сублимационная
трансферная печать продолжает
совершенствоваться. Недавно
разработан грунтовочный лак
Sublicoat, позволяющий переносить
изображения, отпечатанные
сублимационными трафаретными
красками, на алюминий, сталь,
дерево, керамику, стекло и т. д.
Это - двухкомпонентный лак на
основе акрилополиуретановых
композиций. Он может наноситься
на изделие как распылением, так
и трафаретным способом. После
нанесения - сушка при комнатной
температуре или в сушильной камере
при температуре 60-70 °С в течение
30 мин. Термоперенос осуществляется
при температуре 190-210 °С,
продолжительность от 40 с до 5 мин
в зависимости от типа подложки.
Лак уже поступил в продажу.
Для
изготовления сублимационных
трансферов иногда применяют и
другие способы печати, например,
офсетную или струйную. Однако ни
одним из них невозможно добиться
ярких и насыщенных цветов. Кроме
того, они более дорогостоящие по
сравнению с трафаретом.
К
сожалению, в России производство
сублимационных трансферов пока
развито недостаточно, и предприятия,
изготавливающие купальники,
спортивную одежду, вынуждены
закупать трансферы за рубежом, в
основном в Италии. Однако
чувствительные к воздействию
температуры и влажности отпечатки
во время транспортировки могут
быть испорчены, да и экономически
это невыгодно. Поэтому производство
сублимационных трансферов нужно
развивать в России. К тому же
трафаретное оборудование
универсально. Его без каких-либо
дополнительных затрат можно
использовать для печати на любых
плоских материалах - бумаге,
пленке,пластике.
Шелкография
Трафаретный
способ печати является, наверное,
самым доступным. Сейчас на мировом
рынке можно увидеть значительное
количество продукции, напечатанной
именно методом шелкографии: это
и упаковка, наклейки, этикетки,
различная рекламно-сувенирная
продукция и т.д., и т.п.
В
наше время в России заметен
технический прогресс трафаретной
печати. Это связано прежде всего
с перестройкой экономики и
появлением иностранных технологий
и материалов на отечественном
рынке. Шелкографское оборудование
стало более доступным, появились
отечественные производители.
Хорошим тому примером может
служить возникновение фирмы
"ЕвроПРИНТ", являющейся
производителем недорогого, но
качественного оборудования.
Что
такое шелкография?
Термин
этимологически состоит из двух
корней: "шелко" и "графия"
(с греческого: Grafe - писание,
изображение). Это означает, что
происхождение названия относится
к работе, связанной с декорированием
шелка или с помощью него. Согласно
традиции, шелкография возникла
в Китае, как и все вещи, о месте
происхождения которых точно не
знают и поэтому относят их к
далеким туманным странам.
Существуют
гипотезы о китайском происхождении
шелкографии, основывающиеся на
том факте, что шелк начали
производить в этой стране за целых
12 столетий до Христа. Но нет,
однако, свидетельств, которые
могут с достоверностью это
подтвердить.
Согласно дошедшим
до нас историческим фактам,
шелкография, возможно, возникла
недалеко от Средиземного моря,
если точнее, то в области между
Месопотамией и Финикией. Многие
особые совпадения указывают на
то, что хранителями шелкографии,
которая тогда рассматривалась
как искусство, были
финикийцы.
Археологические
находки и исторические исследования
показывают, что финикийцы (или
какой-то соседний народ) нашли
способ воспроизводить рисунки,
по крайней мере на ткани, с помощью
технологий, которые, конечно,
ничего общего не имеют с современными.
Но представляют рождение
"множительной" системы,
системы "повторения
изображения".
Нужно рассматривать
рождение шелкографского искусства
не как искусства, происходящего
от печатания по тканям - шелку или
другим, - а как технологию,
базирующуюся на повторении
относительно простых рисунков с
помощью особых матриц, "штампов",
на которые накатывалась краска
с помощью тампонов, изготовленных
из различных тканей.
Значительное
улучшение метода произошло целых
18 столетий спустя, примерно в
1185-1333 гг. около города Камакура
(остров Нипон), бывшего тогда
столицей Японии. В этом городе
тогда процветали все виды искусства,
включая печать. Декорировались
доспехи самураев и украшения для
коней как трафаретным методом,
так и с помощью гениального
новшества: поскольку резерв
изображения, полученного только
путем вырезания материала, не
держал вместе весь рисунок,
изображение вырезалось и
наклеивалось на своего рода сетку,
состоящую из нитей, сделанных из
человеческих волос, натянутых на
деревянную рамку. Таким образом
изображение держалось вместе во
всех его частях, а присутствие
тонких волос становилось незаметным,
когда тампон, смоченный пигментом,
прижимался к декорированной
ткани.
В Европе в средние века
наблюдается распространение
этого метода печати, получившего
большое развитие в конце ХVI века.
Распространение метода происходило
главным образом в Англии и Франции,
где примерно в 1750 году Жанн Папильон
начал выпускать обои методом,
названным Pochoir.
В ХVIII веке это
искусство распространяется почти
во всех странах мира и особенно
в Америке, где с помощью этого
метода декорировали мебель, стены,
ткани и металлические изделия.
Большой
шаг вперед произошел в 1907 году,
когда некий Симон из Манчестера
запатентовал процесс трафаретной
печати через шелковую ткань,
которая гарантировала более
высокую устойчивость к натяжению,
большую стабильность размеров и
использование резиновых валиков
(в дальнейшем - резиновых ракелей)
для нанесения краски. Изобретение
было каталогизировано под названием
SILK SCREEN PRINTING (англ. - печатание
шелковым ситом).
Современное
название "шелкография"
поэтому совсем недавнее. С того
времени методом шелкографии стали
печатать подложки любого вида,
от тканей до постеров, от открыток
до этикеток, вплоть до номерных
знаков для автомобилей.
Шелкография
- это система технологий, которые
позволяют наносить краску или
пасту значительной толщины на
множество подложек различной
природы и теоретически безграничного
размера.
Шелкография - это не
одна технология, а совокупность
нескольких применяемых технологий:
технологии натяжения формных
рам, технологии выбора наиболее
подходящей ситовой ткани,
эмульгирования печатных форм,
использования многих возможностей
печати, выбора краски, просушки
специальным методом и много
другого.
Действительно, толщина
слоя краски, наносимой в трафаретной
печати, не может быть сравнимой
с толщиной слоя краски в других
способах печатания. Офсетное
клише наносит на мелованную бумагу
слой краски от 1 до 2 микрон. В
трафаретной печати идет от
нормальных 10/12 микрон до 500 и более
при многих нанесениях. Что касается
многообразия подложек различной
природы, мы можем назвать список
из тысяч наименований материалов
из пластика, стекла, металла,
которые ежедневно появляются на
рынке и ради которых шелкографы
каждый день проявляют
изобретательность, чтобы найти
краску, подходящую для печати.
Форма
запечатываемого материала также
не слишком останавливает эволюцию
трафаретной печати. Если не считать
подложки сферические и вогнутые,
запечатываемые с помощью тампона
(хотя с помощью трансферной
технологии можно было бы декорировать
предметы плоские, цилиндрические,
конические, воронкообразные,
усеченной формы), любой необычный
тип предмета ежедневно запечатывается
шелкографами. Достаточно подумать,
что кроме плоских листов печать
наносится на авторучки, стаканы,
тарелки, панели приборов, обои,
часы, каминные полки, лобовые и
задние стекла автомобилей, подносы,
зонты и множество других предметов.
Наконец, что касается размеров:
определить их как "безграничные",
наверное, было бы преувеличением,
но теоретический предел трафаретной
печати очень высокий. Достаточно
взять большую раму и натянуть на
нее ситовую ткань. Есть шелкографы,
которые ежедневно печатают форматы
9x4 м, а некоторые и того больше.
Все это должно заставить размышлять
о многогранности шелкографии и
о тех трудностях, которые могут
возникнуть при таком ее применении.
От этого лучше понимаешь, что
шелкография - это слишком обширное
ремесло, которое имеет разнообразные
преимущества:
- простота
процесса;
- оборудование, доступное
по низкой цене;
- возможность
печатать на материалах различного
типа;
- значительная толщина
наносимой краски и специфически
шелкографическая яркость красок;
-
долговечность запечатанных
материалов;
- экономия при
печатании маленьких и средних
тиражей;
- особые решения,
невозможные с помощью других
способов печати, и, при равной
стоимости, лучшее покрытие, яркость
и устойчивость запечатанных
материалов.
Классификация
различных применений шелкографии
1)
Малоформатная трафаретная
печать
Включает в себя все, что
является плоской печатью на
различных подложках, особенно на
ПВХ, а также на бумаге и картоне,
формат печати не превышает
100x140см.
Характеризуется обычно
печатью на заказ изделий самого
различного назначения, но всегда
требуется очень высокое качество
воспроизведения.
2) Крупноформатная
трафаретная печать
Аналогична
предыдущей, но с плоской печатью
больших форматов, превышающих
100x140см.
3) Печать на мелких
предметах
Возможно декорирование
ручек, зажигалок, брелоков и других
сувениров. Для печати по круглым
предметам используются ротационные
полуавтоматы. Здесь ощутима
конкуренция тампопечати, хотя
изображение, сделанное шелкографией,
более устойчиво к истиранию.
4)
Текстильная печать (набивка
тканей)
Это печать на ткани в
бобинах, на отрезах техникой
настольного печатания,
механотекстильными, ковровыми
станками, машинами с вращающимися
цилиндрами. Речь идет об обширной
отрасли, связанной с текстильной
промышленностью. Текстильная
печать представляет собой одну
из разнообразных и важных отраслей
экономики многих стран.
5)
Текстильная печать на готовых
изделиях
Печать на готовых
изделиях (футболки, мелкие вещи)
осуществляется с помощью машин,
называемых "карусельными
станками".
6) Трафаретная
печать на табличках
и
металлах
Связана с производством
и обработкой металлов, анодированием,
листовой штамповкой, травлением,
обжигом и т. д.
7) Трафаретная
печать по стеклу
Применяется в
автомобильной отрасли и в
производстве электробытовых
приборов. Есть и особые случаи
применения, например, печать на
стеклянных изделиях, таких как
бутылки.
8) Трафаретная печать
на флаконах
Широко применяется
в косметической, фармацевтической
и в некоторых других отраслях
промышленности.
9) Отрасль
печатных плат
Включает все, что
сегодня может быть сделано
трафаретной печатью в обработке
электронных схем как общего
пользования, так и профессиональных,
многослойных, проводящих и т.
д.
10) Дополнительная трафаретная
печать
Охватывает все те
применения, особые, дополнительные
и специфические, которые не вошли
в перечисленные выше
группы.
Преимущества и слабые
стороны трафаретной печати
Шелкография
- это не какое-то искусство печати,
а, как мы уже говорили, речь идет
скорее о совокупности технологий.
Поскольку печатный процесс
рождается всегда в зависимости
от какой-то прикладной потребности,
считается, что трафаретная печать
и соответствующая технология
появились, чтобы решить какую-то
конкретную проблему наиболее
дешевой ценой.
Типографская
печать зарождается в XIX веке и
решает проблему печатания и
распространения книг. Книга,
которая в течение многих столетий
производилась ручным способом,
из-за чего была дорогостоящей и
ее распространение ограничивалось
некоторыми социальными классами,
становится благодаря типографской
печати объектом обширного рынка,
обладая техническими преимуществами
наряду с культурной значимостью.
В
дальнейшем то, что было начато
типографской печатью, продолжила
улучшать офсетная печать, предлагая
все более и более обширную продукцию
по все более и более выгодной
цене. Однако почти все технологии
печатания были почти всегда
направлены на печать по бумаге и
картону. Трафаретная печать на
Западе никогда не могла быть
направлена в сторону огромнейшего
рынка, какой из себя представляет
рынок бумаги, а всегда использовалась
для печатания того, что не являлось
бумагой, то есть всего остального.
Особенностью шелокографии является
возможность получения более
толстого красочного слоя, чем при
других способах печати, поэтому
она используется для такой печати,
которая должна быть устойчивой
к внешним воздействиям (дорожные
знаки, постеры для наружной
рекламы, вывески, растяжки и
т.д).
Трафаретная печать
распространяется совершенно
беспорядочным образом в самых
несходных отраслях, вследствие
чего она не смогла быть слишком
индустриализованной.
Фирмы,
производящие краски для офсетной
печати, кроме ряда производимых
красителей, могут рассчитывать
на производства, которые используют
несколько видов различных смол.
Поскольку это специализированное
применение на немногих запечатываемых
материалах, то ясно, что здесь
отдается предпочтение объемам с
использованием красок ограниченного
применения.
Другое дело
шелкография, где маленьким
производственным объемам
соответствует очень большое число
красок, различных для каждого
отдельного применения, где
существует исследовательская
проблема с тем, чтобы получить
краски, которые "держатся"
на новых материалах. Этот феномен
очевиден, когда мы рассматриваем
отрасль по производству
шелкографического оборудования.
Производителями являются в
основном очень маленькие
промышленные и ремесленные фирмы,
если их сравнивать с немецкими и
японскими производителями
оборудования для офсетной печати.
Кроме того, они должны производить
большую гамму разнообразных
принадлежностей, которые продаются
абсолютно специфическим и
селективным образом в зависимости
от применения.
Шелкография,
несмотря на то, что применяется
различным образом и в различных
областях, имеет твердые правила,
которые объединяют почти все
разнообразные ее применения. Эти
твердые правила принадлежат
научной стороне применяемой
технологии и неоднократно
использовались самими шелкографами
естественным образом не как
правила, а как секреты.
Если
преимуществом шелкографии является
возможность ее применения в
различных отраслях, то ее слабой
стороной является то, что в каждой
шелкографической фирме технология
применяется субъективно, поскольку
нет ни школ, ни учебников, которые
унифицировали бы каким-то образом
все то, что каждый печатник должен
знать. Для большинства шелкографов
единственными возможностями
узнать о технологиях являются
публикации поставщиков продукции
и оборудования и, спорадически,
встречи во время отраслевых
выставок. В связи с этим является
характерным знакомство с
технологиями, напрямую связанными
с присутствием в данном регионе
той или другой фирмы-поставщика.
В действительности каждый является
носителем собственной "привычки"
в работе и редко стремится ее
поменять, получая надежные
результаты с тем или иным расходным
материалом. Какую-нибудь эмульсию
или краску один пользователь
превозносит, а другой систематически
хулит и бракует. Или источники
света для экспонирования
шелкографических печатных форм
имеют такое разнообразие, что их
стоит назвать. В различных фирмах
всего мира мы найдем простые
кварцевые лампы различной мощности,
натриевые лампы, ртутные лампы,
йодные лампы, ксеноновые лампы,
металлогалогеновые лампы, лампы
на неактиничном неоне, на
сверхактиничном неоне и даже
системы с прямым солнечным
облучением.
Основные правила
и понятия шелкографии
Система
методов трафаретной печати
обладает некоторыми особенностями,
которые ускользают при поверхностном
анализе. Обычно думают о шелкографии
как о процессе с незначительными
характерными особенностями,
простом, в котором достаточно
использовать ситовую ткань и
пропустить через нее краску.
Если
бы был только вопрос прохождения
через ситовую ткань краски, как
через фильтр, шелкографией можно
было бы считать также и прохождение
чая через ситечко, фильтрование
песка или же фильтрацию нечистот.
В действительности же в
шелкографическом процессе есть
специфика, которая делает его
уникальным. Принцип, по которому
ракель выдавливает краску через
ситовую ткань, достигая однородного
и контролируемого прохождения,
базируется на основном законе
шелкографии: "Прохождение
краски через отверстие ячейки
ситовой ткани происходит
контролируемым образом только
тогда, когда возможно добиться
тиксотропного эффекта посредством
подходящего ракеля при корректном
надавливании".
Это означает,
что только при наличии фактора
изменчивости вязкости мы сможем
осуществить шелкографический
процесс. Достаточно просто
проверить прохождение через
трафаретную форму других материалов,
которые не являются
шелкографическими.
Сразу обратит
на себя внимание, что прохождение
не происходит правильным образом,
что наблюдается тенденция к
забиванию ячеек и материал не
намазывается после прохождения.
Отдельный
специфический разговор касается
печати по текстилю, при которой
не всегда достигается изменяемость
тиксотропии, а только в отдельных
случаях, поскольку не требуется
выполнять печать с высокой степенью
четкости изображения. Ткань ведет
себя как промокательная бумага,
поэтому шелкографический процесс
получается частичным, без
варьирования вязкости.
Трафаретная
печать остается привязанной к
относительно простым правилам,
однако это всегда правила. И
ошибочно думать, что шелкография
- это искусство.
Художественным
является все то, что связано с
уникальностью воплощения,
оригинальностью и гением того,
кто создает произведение искусства.
Шелкография - это совершенно не
искусство, а только и попросту,
как и любая технология печати,
это метод, или, лучше сказать,
совокупность методов, определенных
и точных, которые нужно знать и
выполнять.
Итак, что же такое
тиксотропия? "Тиксотропией
называется способность жидкости
менять свою вязкость при
перемешивании или нагревании и
возвращаться к первоначальной
вязкости в состоянии покоя, когда
заканчивается перемешивание, и
к температуре, предшествущей
перемешиванию". Тиксотропия -
это тот процесс вынужденного
изменения шелкографической
краски, который позволяет ей
проходить корректным образом с
одной стороны ситовой ткани на
другую в печатном клише и точно
воспроизводить печатаемое
изображение.
Давайте посмотрим,
что же такое вязкость: "Вязкость
- это количество внутреннего
трения или сопротивления, которое
встречают соседние слои жидкости
при скольжении относительно друг
друга". Также вязкость неправильно
называют плотностью жидкости или
же противоположностью текучести.
Вязкость находится под
непосредственным воздействием
температуры, которая в шелкографическом
процессе приобретает большое
значение. Вязкость измеряется с
помощью вискозиметров, среди
которых упомянем вискозиметр
Энглера, называемый некоторыми
"бокалом форда", и вискозиметр
Брукфильда, наиболее используемый
в области красок.
Контролируемая
изменяемость вязкости, которую
мы определим как тиксотропию,
позволяет краске легче проходить
через ячейки ситовой ткани
трафаретной формы, или клише, а
также действует таким образом,
что краска не склеивает вместе
подложку и трафаретную форму и
они отлично отделяются друг от
друга со значительной скоростью.
Когда процесс протекает некорректно,
наблюдается явление, когда подложка
не отделяется от трафаретной
формы и остается приклеенной к
ней краской.
"Явление, из-за
которого краска при прохождении
через ячейки ситовой ткани не
может полностью отделиться от
трафаретной формы и выступает в
роли клеящего вещества между
трафаретной формой и подложкой,
склеивая их вместе, называется
эффектом залипания".
"Эффект
залипания" обнаруживается
довольно часто и зависит от многих
факторов.
Эффект залипания может
проявиться, когда:
- краска
слишком вязкая или некорректно
разбавлена;
- изображение
расплывчатое и краска выходит за
края желатина, из-за чего, оставаясь
на нем, не удаляется полностью и
склеивает трафаретную форму и
подложку;
- краска слишком
холодная, и тиксотропного эффекта
не происходит;
- скорость печатания
некорректна, возможно, слишком
высокая, в зависимости от случая;
-
разбавитель краски неподходящий
и делает ее слишком липкой;
-
подложка плохо сцеплена с плоскостью
печати или разряжение вытяжной
системы для листов имеет слабый
напор;
- ситовая ткань плохо
натянута, слишком мало ньютонов
и очень маленькая возвратная
сила;
- ракель слишком закруглен,
из-за чего теоретическая линия
смыкания слишком широкая;
-
факторы среды, такие как статическое
электричество, усиливают
дефект.
Другое важное понятие
присутствует каждый день в жаргоне
шелкографов и представляет собой
покрываемость краски: "Покрываемость
краски - это ее способность
препятствовать видимости на свету
тона цвета, по которому произведена
печать этой краской". Если,
например, печатается белым по
черному, то отличная покрываемость
будет препятствовать видимости
черного и будет виден только белый
цвет. Если черный цвет останется
частично видимым, то краска не
будет плотно покрывающей. Понятие
покрываемости, связанное с
шелкографическими красками, в
действительности напрямую связано
с понятием матовости: "Матовость
краски - это ее свойство не
пропускать через себя световые
лучи, и оно противоположно
прозрачности". Очевидно, что
понятия "матовость" и
"покрываемость" по сущности
одно и то же понятие. Они различаются
только непосредственной ссылкой,
которая в случае покрываемости
относится к краске, тогда как
матовость - понятие более общее.
Очень важно знать те немногие
законы, которые управляют методом
шелкографической печати. В любой
ситуации может быть очень полезным
мысленно вернуться к основополагающим
понятиям этого процесса, чтобы
суметь вмешаться даже в те ситуации,
которые могут показаться
необъяснимыми.
В данной статье
отражены лишь самые общие аспекты
истории шелкографии, ее особенностей,
преимуществ и недостатков, а также
кратко упомянутые правила и
законы. Это лишь верхушка айсберга
знаний по шелкографии. К сожалению,
мы, ограниченные рамками сравнительно
небольшой статьи, не смогли
затронуть вопросов технологий,
без знания которых, собственно,
и невозможно заниматься шелкографией.
Надеюсь, что в следующий раз мы
это осветим.
Трафаретная
печать: специальный ИЛИ классический
способ?
Области
применения и технологические
возможности
Трафаретный
способ печати относят к числу так
называемых специальных. По принятой
в нашей стране классификации все
способы печати делят на две группы:
основные - к ним относят
классические высокий, плоский
офсетный и глубокий, и специальные
- все остальные весьма разнообразные
способы. Остается не вполне
понятным, на основании какого
признака сделано такое деление.
Анализ признаков, определяющих
различные способы печати с точки
зрения технологии, позволяет
сделать вывод об условности этой
классификации, так как некоторые
из специальных способов являются
частным случаем какого-либо из
основных. Так, например, флексографская
печать по сути является высокой,
а тампонная - глубокой офсетной.
Нельзя также утверждать, что
основными названы наиболее старые
способы, так как трафаретная
печать использовалась задолго
до изобретения, например, плоской
офсетной. По всей вероятности,
наиболее характерным признаком,
определяющим группу того или
иного способа печати, является
вид выпускаемой продукции и общие
ее объемы. Попытаемся использовать
этот признак для характеристики
и классификации способов печати.
Три основных способа
используются в настоящее время
для выпуска высоко- и среднетиражной
текстовой или изобразительной
продукции, то есть газет, журналов,
книг, брошюр, различных видов
листовой и картографической
продукции. Все остальное многообразие
видов полиграфических работ
выполняется с использованием так
называемых специальных способов
печати. В этом смысле офсетную
плоскую печать в некоторых случаях
(например, в производстве этикеток
и упаковки) также можно
классифицировать как специальный
способ, что говорит об условности
и этого признака классификации.
Специальные способы печати, в
свою очередь, можно разделить на
несколько групп:
- для выпуска
малотиражной издательской
продукции - книг небольшого объема,
брошюр, буклетов, бланков, различной
рекламной продукции, используются
электрографический, струйный и
трафаретный способы;
- для
выпуска этикеток и упаковки
используются флексографский,
трафаретный, офсетный и глубокий
(как отмечалось выше, здесь они
выходят за рамки основных) способы
печати;
- для выпуска различных
видов сувенирной продукции
используются тампонная и трафаретная
печать;
- в производстве изделий
различных отраслей промышленности
для нанесения изображений, иногда
не имеющих целью визуальное
восприятие, а выполняющих другие
задачи, используется трафаретная
печать.
Итак, трафаретный
способ печати, и только он,
используется при изготовлении
всех перечисленных видов продукции.
Более того, он используется как
дополнительный в производстве
издательской продукции, то есть
выходит за рамки специальных
способов по приведенной здесь
классификации, как офсетный
выходит за рамки основных. Эта
многогранность- одна из сторон
уникальности способа.
Отделка
издательской продукции
Принятая
классификация способов печати
весьма условна:
например,
флексографская печать по сути
является высокой, а тампонная
-глубокой офсетной.
Об оформлении
переплетных крышек трафаретным
способом печати известно давно.
Он дает возможность, благодаря
получению более толстых, чем в
основных способах печати, красочных
слоев, наносить изображения на
шероховатые невпитывающие
переплетные материалы, и даже,
благодаря простейшей конструкции
печатных станков, запечатывать
крышки с уже вставленными блоками,
то есть готовые книги. На многих
крупных типографиях, таких,
например, как Тверской
подцграфкомбинат, с этой целью
организованы участки трафаретной
печати. Оборудование в основном
используется старое, с малой
степенью автоматизации,
низкопроизводительное, технологии
устаревшие, нет развития, движения.
Качество выпускаемой продукции
оставляет желать лучшего. В то же
время развиваются новые методы
отделки переплетных крышек,
постепенно вытесняющие трафаретную
печать. А ведь этим способом при
творческом подходе можно достичь
очень высоких результатов и
получить интересные художественные
эффекты.
Еще один способ
использования трафаретной печати
как процесса отделки продукции
- лакирование. Оно выполняется и
с целью защиты изображения от
агрессивных воздействий. В силу
своих технологических особенностей,
а именно отсутствия необходимости
подбирать лак по физико-химическим
свойствам в соответствии со
свойствами формного материала,
трафаретная печать позволяет
наносить пленку лака на отдельные
участки или элементы изображения
(так называемое местное лакирование).
Причем ее толщина в 10 и более раз
превышает толщину лаковой пленки,
наносимой, например, офсетным
способом печати. Как правило, с
этой целью применяется лак
УФ-отверждения.
Выборочную
Уф-лакировку все чаще используют
для достижения особого
изобразительного эффекта.
Технология лаки-рования достаточно
проста. Для фотомеханического
изготовления трафаретной печатной
формы подготавливаются диапозитивы
в виде плашек в местах нанесения
лака с оптической плотностью не
ниже 3D. Выбор сетки для формы
определяет толщину будущей лаковой
пленки. Однако сетка не должна
быть слишком грубой (низколиниатурной),
так как применяются, как правило,
низковязкие лаки, которые могут
самопроизвольно протекать сквозь
ячейки.
Печатные формы можно
изготавливать также с использованием
капиллярных вырезных пленок, не
требующих процессов изготовления
диапозитива, экспонирования и
вымывания. Фирмами-изготовителями
трафаретного оборудования налажен
выпуск высокопроизводительных
полуавтоматических и автоматических
линий, включающих печатную секцию
и секцию Уф-сушки, а также самонаклад
и приемку листов. Такое оборудование
за последние 2-3 года было установлено
на многих российских полиграфических
^ предприятиях, выпускающих
высококачественную художественную
и рекламную продукцию
Малотиражная
листовая продукция
Некоторые
читатели, возможно, не знак что
множительный аппарат "Ризограф",
использующийся для печати
малотиражных книг, буклетов и
различной листовав продукции,
является по сути трафаретной
печатной машиной. Таким образом,
значительная доля разного рода
листовок с объявлениями и подобной
продукции отпечатана трафаретным
способом.
Трафаретная печать
незаменима для выпуска некоторых
видов рекламной полиграфической
продукции, особенно используемой
вне помещений. Толщина красочных
слоев, достигаемая этим способом,
в десятки раз превышает получаемые
офсетным способом. Это обеспечивает
изображению значительно более
высокую стойкость к воздействию
окружающей среды, особенно прямого
солнечного света- главного "врага"
полиграфических изображений, а
также придает особую яркость и
насыщенность краскам. Но это лишь
одно из достоинств способа. Другое
немаловажное его преимущество -
экономическая целесообразность.
Листовая продукция, используемая
в наружной рекламе, выпускается,
как правило, очень малыми тиражами
(от 1 до 300- 500 экз.) и большими
форматами. Трафаретная печать
становится рентабельной при
выпуске крупноформатной продукции
тиражами от 100 до 1000-1500 экз. Способ
используется и при выпуске тиражей
меньше 100 экз., но здесь ему составил
серьезную конкуренцию еще один
специальный способ печати -
струйный. Развитие этого сравнительно
нового способа идет очень быстрыми
темпами. Однако он, видимо, еще
долгое время останется целесообразным
лишь при выпуске очень малых
тиражей (до 100-200 экз.) При увеличении
же тиражей трафаретная печать
становится более производительной
и экономически выгодной. Тем
более, что на Западе активно
разрабатываются технологии
цифровой трафаретной печати по
принципу "computer-to-screen",
сориентированные на крупноформатную
многокрасочную рекламную продукцию.
В нашей стране этих систем еще
нет. Принцип работы напоминает
струйную печать, но при этом на
трафаретную сетку набрызгивается
копировальный слой.
Для
выпуска крупноформатной малотиражной
продукции часто используется
проекционная фотомеханическая
технология изготовления печатных
форм: диапозитив небольшого
формата (например, 12х20 см)
устанавливают в специальный
проекционный аппарат и проецируют
с увеличением в 8-10 раз на
подготовленную и натянутую на
раму трафаретную сетку. При этом
используется специальный
копировальный раствор для
проекционного копирования - с
высокой светочувствительностью.
После промывания его
незаполимеризовавшихся участков
получается печатная форма для
формата 100 х 150 см и более.
Активно
разрабатываются технологии
цифровой трафаретной печати по
принципу "computer-to-screen",
сориентированные на крупноформатную
многокрасочную рекламную продукцию.
В нашей стране таких систем еще
нет. Принцип работы напоминает
струйную печаль, но при этом на
трафаретную сетку набрызгивается
копировальный слой
Этикеточно-упаковочная
продукция
В производстве
упаковки трафаретная печать
занимает особое место. Только
этим способом возможно нанесение
изображения на стеклянные и
полимерные сосуды. Чаще всего
печать производится красками
УФ-отверждения на специальных
автоматических и полуавтоматических
машинах. При печати на полиэтиленовых
бутылках и банках перед печатной
секцией устанавливается устройство
предварительной обработки
запечатываемой поверхности.
Обработка заключается в активации
(поляризации) поверхностного слоя
полиэтилена газовым пламенем или
коронным разрядом. Эта обработка
необходима, так как адгезия краски
к необработанному полиэтилену
крайне мала. Та-"кие машины
работают на многих российских
предприятиях пищевой и химической
промышленности, изготавливающих
стеклянные и полимерные сосуды
для упаковки самых разнообразных
видов продукции.
Трафаретная
печать используется также для
нанесения изображения на
полиэтиленовые пакеты малыми
тиражами. При тиражах от 3-5 тыс.
экз. используется флексографский
способ. То же можно сказать и о
производстве самоклеящихся
этикеток, упаковки из гофрокартона
и другой аналогичной продукции.
Однако в производстве особого
вида этикеток - так называемых
"объемных" или "смоляных"
- трафаретная печать незаменима.
Эти этикетки все чаще можно увидеть
на бытовой технике, автомобилях,
различной сувенирной продукции.
При изготовлении объемных этикеток
изображение трафаретным способом
наносится на самоклеящуюся пленку,
затем производится высечка,
снимается облой и этикетка
заливается полиуретановой смолой.
Смола подается строго дозированно
с учетом площади заливки. Для
достижения необходимого эффекта
под толстым объемным слоем смолы
изображение должно выглядеть
особенно ярко и красочно
Сувенирная
продукция
Трафаретный способ
используется наряду с тампонным
для нанесения изображения на
такие предметы, как ручки, зажигалки,
брелоки и т. п. Для этих целей также
разработаны и выпускаются
специальные печатные машины -
ручные и автоматические. В
производстве сувенирного фарфора
также не обойтись без этого способа
печати
При изготовлении
объемных этикеток изображение
трафаретным способом наносится
на самоклеящуюся пленку, затем
производится высечка, снимается
облой и этикетка заливается
полиуретановой смолой. Сюда
подается строго дозированно с
учетом площади заливки
Изделия
различных отраслей промышленности
Даже трудно представить себе
все многообразие видов продукции,
требующих при изготовлении
нанесения какого-либо изображения.
В большинстве случаев на готовые
изделия или полуфабрикаты такие
изображения наносятся трафаретным
способом. Причем не всегда, как
уже было отмечено, изображение
имеет целью визуальное восприятие.
Так, например, в электронной
промышленности при изготовлении
печатных плат изображение наносят
кислотоупорными пастами для
последующего травления металла,
либо рисунок проводников сразу
печатают токопроводя-щими пастами.
Очень широко трафаретная печать
используется в текстильной и
легкой промышленности для нанесения
рисунка на ткани в рулонах, на
крой одежды и готовые изделия, в
кожевенной и обувной промышленности-
для декори-рования кожи, замши и
меха. И даже производство автомобилей
не обходится без этого способа
печати. Например в Италии есть
небольшая фирма "Эмме 2",
выполняющая заказы нескольких
европейских автомобильных
концернов. Фирма специализируется
на выпуске автомобильных панелей
управления, используя оригинальную
технологию: специальными красками
на прозрачных листах поликарбоната
трафаретным способом печатается
изображение (наносится 8-14 красочных
слоев), затем производится разрезка
и вырубка, изделию придается
требуемая форма, после чего оно
закрепляется на пластмассовой
детали. На предприятии работают
две печатные линии - автоматическая
и полуавтоматическая.
Во
многих случаях используются
различные виды переводной
(трансферной) печати, когда
изображение первоначально
трафаретным способом печатается
на бумаге (или другом материале),
а затем переносится на поверхность
изделия. Существует несколько
видов переводной печати-
декалькомания (холодная и горячая,
прямая и обратная), термопереводная
печать, сублимационная печать.
Способом горячей декалькомании
изображение наносится на фарфор.
Способом холодной декалькомании,
когда перенесенное изображение
не обжигается, а закрепляется на
изделии при помощи лака или клея,
декорируется различный спортивный
инвентарь. Термопереводная печать
используется для нанесения
изображения на ткани и кожу.
Перенос красочного слоя со
специальной бумаги на другую
поверхность происходит под
воздействием температуры
(160-180"С) и давления. Способом
сублимационной печати окрашивают
синтетические ткани, а также
наносят изображение на металл,
пластик, дерево и другие поверхности.
Для того, чтобы сублимационная
краска закрепилась, их предварительно
покрывают (трафаретным способом)
специальным лаком. Под воздействием
температуры происходит сублимация
(переход из твердого состояния в
газообразное) особого красителя,
нанесенного на бумагу, и закрепление
его на ткани.
В МГУП регулярно
проводятся семинары по трафаретной
печати с участием фирм "Эзапринт",
"Эзанастри", "Аргон" и
"Манукян". Слушатели семинаров
получают подробную информацию
по всем технологиям трафаретной
печати.
Трафаретная печать
широко используется в производстве
полуфабрикатов для различных
способов переводной (трансферной)
печати:термопереводной и
сублимационной, горячей и холодной
декалькомании
Некоторые
аспекты растровой трафаретной
печати
Статьи
о растровой трафаретной печати
публиковались не однажды. Однако
исчерпанной ее не назовешь. Автору
этой статьи часто доводится
общаться с людьми, пытающимися
внедрить в свой производственный
процесс полутоновую трафаретную
печать и неизменно сталкивающимися
с рядом трудноразрешимых (а порой
и совсем не разрешимых) проблем.
Если воспроизведение штриховых
оригиналов на многих предприятиях
почти достигло совершенства, то
от растровых работ во многих
случаях приходится просто
отказываться, в силу невозможности
обеспечить приемлемое качество.
В статье "Трафаретная печать
в России и СНГ" ("Флексо Плюс",
№ 4-99) была приведена усредненная
оценка доли растровой печати в
общем объеме работ, выполняемых
трафаретным способом. Она составляет
3-5%, что, очевидно, значительно
меньше все возрастающих потребностей
в этом виде репродуцирования. Из
вышесказанного следует логичный
вывод, что обращение к теме
полутонового репродуцирования
трафаретным способом печати еще
и еще раз будет нелишним, и статьи,
содержащие какую-либо информацию
на эту тему, найдут заинтересованных
читателей.
Фотоформы для
растровой трафаретной печати
Подготовка фотоформ - первый
и очень ответственный шаг в
технологической цепочке
репродуцирования. Сам термин
"фотоформа" подразумевает
использование фотомеханических
процессов в ее изготовлении. До
недавнего времени это было именно
так. Для изготовления фотоформ
использовались фотоматериалы и
фоторепродукционные или фотонаборные
аппараты. Стремление к удешевлению
продукции привело к появлению
принципиально новых способов
изготовления фотоформ - при помощи
лазерных и струйных принтеров.
На рынке появилось много специальных
материалов для изготовления
фотоформ без использования
фотопроцессов. Назовем такие
фотоформы альтернативными.
Основное их достоинство - низкая
стоимость, при этом они, по сравнению
с классическими, имеют ряд
существенных недостатков.
К
фотоформе, с технологической
точки зрения, предъявляются два
основных требования:
- возможность
обеспечения графической точности
в процессе печатания;
- необходимая
разница оптической плотности
между пробельными и печатающими
элементами изображения для
выбранного в формном процессе
копировального слоя.
Первый
пункт требует некоторого пояснения.
Для идеального печатного процесса,
не привносящего искажений, первое
требование к фотоформе звучало
бы так: графическая точность по
отношению к оригиналу. В реальном
же случае искажения на стадии
печатного процесса по возможности
необходимо корректировать при
изготовлении фотоформ. Обеспечение
этого условия предполагает четкое
представление характера искажений
в процессе печатания. Именно здесь
и кроется корень основных проблем
растровой трафаретной печати. В
технологии этого способа до сих
пор отсутствуют условия оптимизации
печатного процесса, позволяющие
точно прогнозировать графические,
а следовательно, и градационные
искажения. То есть скорректировать
эти искажения практически не
представляется возможным, поскольку
доподлинно неизвестно, что именно
надо корректировать, в каких
областях тонопередачи и каким
образом необходимо изменять
градационные характеристики
фотоформ для того, чтобы градационные
и цветовые характеристики будущих
оттисков были максимально
приближены к оригиналу. Однако
даже при отсутствии возможности
градационной корректировки для
качественного изготовления
печатных форм совершенно необходимо,
чтобы края печатающих элементов
на фотоформе были четкими и
резкими. Это условие не выполняется
при использовании альтернативных
фотоформ. Оба способа их изготовления,
по сравнению с фотомеханическим,
дают низкую разрешающую и выделяющую
способность. При изготовлении
фотоформ на лазерном принтере к
тому же происходит деформация
пленки под воздействием температуры,
приводящая к геометрическим
искажениям всего изображения и,
вследствие этого, к невозможности
точного (в пределах допусков)
совмещения по цветам, что совершенно
недопустимо для растровой
многокрасочной печати. Тонер
лазерного принтера не дает
достаточной оптической плотности,
так как ложится на пленку
неравномерно, с "проколами".
При использовании струйной печати
два последних недостатка
отсутствуют, что делает ее более
пригодной для изготовления
фотоформ. Здесь необходимо также
отметить, что растрирование должно
производиться в растровом
процессоре (РИПе). При печати на
лазерном принтере этот этап в
обработке изображения отсутствует,
и параметры растрирования не
соответствуют требованиям
профессионального полиграфического
воспроизведения. Иными словами,
в этом случае о качественной
градационной передаче оттисков
говорить вообще не приходится,
поскольку она отсутствует уже на
фотоформах.
Таким образом,
получаем, что с точки зрения
качества наилучшими являются
классические фотоформы, изготовленные
на фотонаборном автомате. Из
альтернативных фотоформ пригодными
являются те, которые изготовлены
способом струйной печати. Фотоформы,
полученные на лазерном принтере
для качественной растровой печати
вообще не пригодны.
Подробно
об изготовлении форм трафаретной
печати струйным способом см.
"Флексо Плюс" № 3-99.
Spot
colors и прочие секреты
Что
общего между новыми Photoshop'ом,
Quark'ом и PageMaker'ом? На этот вопрос
существуют разные ответы - в
зависимости от точки зрения и
пристрастий опрашиваемого, но
для меня ответ очевиден: прогресс
в работе со Spot colors. Сначала PageMaker
и Quark научились импортировать
файлы, цветоделенные на Spot colors,
смешивать Spot colors с обычными
триадными цветами и все это легко
и правильно выводить на пленки.
А уже потом пятый Photoshop предложил
специальные каналы для работы с
этими - как бы все-таки сказать
по-русски? - Spot colors.
Все
называют ЭТО по-разному: некоторые
- смесевыми цветами, некоторые -
плашечными, кто-то, не мудрствуя,
- дополнительными, а кое-кто - даже
декоративными. Корни этих переводов
ясны - разные полиграфические
(полиграфисты переводили!)
характеристики этих самых Spot
colors. Возможно, более логичным был
бы перевод от противного: нетриадные
цвета - но уж больно неуклюже,
"непечатно" как-то звучит.
Обращение к общему англо-русскому
словарю тоже не дает никаких
подсказок, только "пачканье",
"маранье" - и все в том же
поллоковском духе. Зачем понадобился
такой лингвистический экскурс?
Во-первых, считайте, что это
извинение за то, что я буду все-таки
называть ЭТО просто... "Spot
colors"! Пока как-то не унифицируется
перевод. А во-вторых, каждый из
переводов, как мы увидим дальше,
указывает на какой-то один аспект
их применения.
Если перевести
"Spot color" как "плашечный
цвет", по способу применения,
то его, очевидно, можно использовать
для печати объекта в отдельный
прогон как плашки (то есть области
со 100-процентным заполнением); под
плашку, кстати, нетрудно сделать
выборку (Knockout-маску) в остальных
каналах.
 Частным
случаем плашки можно считать 5-й
прогон, задаваемый маской (например,
для лака). Раньше, чтобы вывести
маску из Alpha-канала на пленку,
требовалось немало усилий, теперь
же просто создается Spot-канал,
который элементарно выводится
затем из Quark'a или PageMaker'a на отдельную
форму.
Второй перевод "Spot
color" - смесевая краска - по способу
получения, то есть краска,
смешиваемая не оптически (сочетанием
растровых точек триадных цветов),
а физически - на основе весовых
соотношений базовых красок,
например, при помощи системы
Pantone или "Радуга". Нас же
интересует не то, как печатник
смешает нужный цвет, а возможность
оптически, используя современные
методы растрирования, смешать
Spot-краски с триадными или между
собой, то есть работа полутонами
от Spot. Простейшим примером этого
является дуплекс.
Для цветоделения
на нетриадные цвета удобно при
задании цвета будущего канала из
Color Picker'а, где можно пипеткой
"взять" нужный цвет с самой
картинки, перейти в Custom, выбрать
нужный список (Book), и Photoshop сам
найдет наиболее подходящий
смесевой цвет. Частным
случаем плашки можно считать 5-й
прогон, задаваемый маской (например,
для лака). Раньше, чтобы вывести
маску из Alpha-канала на пленку,
требовалось немало усилий, теперь
же просто создается Spot-канал,
который элементарно выводится
затем из Quark'a или PageMaker'a на отдельную
форму.
Второй перевод "Spot
color" - смесевая краска - по способу
получения, то есть краска,
смешиваемая не оптически (сочетанием
растровых точек триадных цветов),
а физически - на основе весовых
соотношений базовых красок,
например, при помощи системы
Pantone или "Радуга". Нас же
интересует не то, как печатник
смешает нужный цвет, а возможность
оптически, используя современные
методы растрирования, смешать
Spot-краски с триадными или между
собой, то есть работа полутонами
от Spot. Простейшим примером этого
является дуплекс.
Для цветоделения
на нетриадные цвета удобно при
задании цвета будущего канала из
Color Picker'а, где можно пипеткой
"взять" нужный цвет с самой
картинки, перейти в Custom, выбрать
нужный список (Book), и Photoshop сам
найдет наиболее подходящий
смесевой цвет.
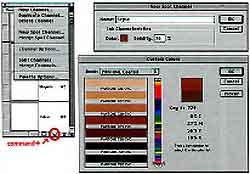 Раньше,
конвертировав в Photoshop'e
Grayscale-картинку в Duotone, мы не видели
отдельных форм (каналов), практически
не имели возможности их редактировать
(только с помощью Curves) и не могли
в них рисовать. Теперь можем.
Теперь нет необходимости
конвертировать в Duotone - гораздо
больше возможностей для изготовления
дуплекса дает аппарат Spot
Channels.
Другая возможность
использовать полутона в Spot Channel
- порисовать несколькими красками.
Не надо воспринимать буквально
слово "порисовать" - это
условность - не обязательно
хвататься за Wacom'овский планшет
и красить с помощью Brush и Pencil, можно
просто помещать разные картинки
в разные Spot-каналы, редактировать
их, менять характеристики
соответствующих красок.
Наконец,
с помощью Spot Channel можно выполнить
цветоделение на нетриадные цвета
и этим свести все цветовое
пространство картинки к нескольким
характерным для нее цветам. Для
этого и раньше существовали
дополнительные модули:
Hexachromeот
Pantone специально для цветоделения
на шесть цветов (HiFi);
Platemakerот A
Lowly Apprentice Productions;
PhotoSpot от
SecondGlance Software для цветоделения на
неограниченное число нетриадных
цветов и экспорта в форматах
Photoshop или DCS 2.0;
Powertoneот Intense
Software с аналогичными функциями.
Не
считая некоторых технических
недостатков таких дополнительных
модулей, их популярность ограничена
тем, что и платить за них нужно
дополнительно и иногда немалую
сумму - за PhotoSpot аж 5! Понятно, что
не все могли себе позволить такую
роскошь, поэтому приспосабливали
программы для выполнения
несвойственных им задач. Росли и
множились всякие Workaround'ы. Чтобы
посмотреть, что получится в печати
после такого кустарного цветоделения,
погрузить картинку в программы
верстки и вывести ее, приходилось
прибегать к различным изощрениям,
преодолевая немалые трудности.
Теперь с "посмотреть, погрузить
и вывести" - нет проблем, поэтому
можно спокойно разобраться с
самим процессом цветоделения на
нетриадные цвета. Но сравнительный
анализ упомянутых выше Plug-In'ов и
других возможных способов такого
цветоделения заслуживает отдельного
обзора.
Чтобы создать в Photoshop'e
Spot-канал, нужно в палитре Channels
выбрать пункт меню New Spot Channel или
просто нажать Command и щелкнуть по
иконке нового канала. При этом
появится меню, в котором нам
предлагается назвать новый канал,
выбрать цвет и задать Solidity
(плотность). После этого в списке
каналов добавляется его название.
Заметим, что новый канал окажется
верхним (то есть нижним в списке
каналов). Понятия "верхний",
"нижний" роднят Spot-каналы со
слоями, ведь к обычным каналам
они неприменимы: какой канал
считать "верхним": Cyan, Black или
Alpha? Для Spot-канала эти понятия тоже
не всегда имеют смысл - только при
Solidity, не равной 0%. На первый взгляд,
Solidity (плотность) - это та же Opacity
(непрозрачность). Но если Adobe вводит
новый термин, "значит, это
кому-нибудь нужно". Solidity
появилась, чтобы подчеркнуть, что
имеется в виду не виртуальная
непрозрачность, а "весомая,
грубая, зримая" плотность как
физическая характеристика вполне
материальной краски. В переводе
на русский уместнее термин
"укрывистость" - способность
перекрывать лежащую ниже краску.
В отличие от Opacity, меняя которую,
мы меняем результат наложения
слоев, Solidity не влияет прямо на то,
что получится при печати, а изменяет
только экранное представление.
Мы просто указываем, какой
укрывистостью будет обладать
краска, которой мы собираемся
печатать форму, полученную из
данного канала (на результате
операции Merge Spot Channel - свести
Spot-канал - это, конечно,
отразится).
Цветовой сдвиг,
возникающий при склеивании (Merge)
в разных моделях. Раньше,
конвертировав в Photoshop'e
Grayscale-картинку в Duotone, мы не видели
отдельных форм (каналов), практически
не имели возможности их редактировать
(только с помощью Curves) и не могли
в них рисовать. Теперь можем.
Теперь нет необходимости
конвертировать в Duotone - гораздо
больше возможностей для изготовления
дуплекса дает аппарат Spot
Channels.
Другая возможность
использовать полутона в Spot Channel
- порисовать несколькими красками.
Не надо воспринимать буквально
слово "порисовать" - это
условность - не обязательно
хвататься за Wacom'овский планшет
и красить с помощью Brush и Pencil, можно
просто помещать разные картинки
в разные Spot-каналы, редактировать
их, менять характеристики
соответствующих красок.
Наконец,
с помощью Spot Channel можно выполнить
цветоделение на нетриадные цвета
и этим свести все цветовое
пространство картинки к нескольким
характерным для нее цветам. Для
этого и раньше существовали
дополнительные модули:
Hexachromeот
Pantone специально для цветоделения
на шесть цветов (HiFi);
Platemakerот A
Lowly Apprentice Productions;
PhotoSpot от
SecondGlance Software для цветоделения на
неограниченное число нетриадных
цветов и экспорта в форматах
Photoshop или DCS 2.0;
Powertoneот Intense
Software с аналогичными функциями.
Не
считая некоторых технических
недостатков таких дополнительных
модулей, их популярность ограничена
тем, что и платить за них нужно
дополнительно и иногда немалую
сумму - за PhotoSpot аж 5! Понятно, что
не все могли себе позволить такую
роскошь, поэтому приспосабливали
программы для выполнения
несвойственных им задач. Росли и
множились всякие Workaround'ы. Чтобы
посмотреть, что получится в печати
после такого кустарного цветоделения,
погрузить картинку в программы
верстки и вывести ее, приходилось
прибегать к различным изощрениям,
преодолевая немалые трудности.
Теперь с "посмотреть, погрузить
и вывести" - нет проблем, поэтому
можно спокойно разобраться с
самим процессом цветоделения на
нетриадные цвета. Но сравнительный
анализ упомянутых выше Plug-In'ов и
других возможных способов такого
цветоделения заслуживает отдельного
обзора.
Чтобы создать в Photoshop'e
Spot-канал, нужно в палитре Channels
выбрать пункт меню New Spot Channel или
просто нажать Command и щелкнуть по
иконке нового канала. При этом
появится меню, в котором нам
предлагается назвать новый канал,
выбрать цвет и задать Solidity
(плотность). После этого в списке
каналов добавляется его название.
Заметим, что новый канал окажется
верхним (то есть нижним в списке
каналов). Понятия "верхний",
"нижний" роднят Spot-каналы со
слоями, ведь к обычным каналам
они неприменимы: какой канал
считать "верхним": Cyan, Black или
Alpha? Для Spot-канала эти понятия тоже
не всегда имеют смысл - только при
Solidity, не равной 0%. На первый взгляд,
Solidity (плотность) - это та же Opacity
(непрозрачность). Но если Adobe вводит
новый термин, "значит, это
кому-нибудь нужно". Solidity
появилась, чтобы подчеркнуть, что
имеется в виду не виртуальная
непрозрачность, а "весомая,
грубая, зримая" плотность как
физическая характеристика вполне
материальной краски. В переводе
на русский уместнее термин
"укрывистость" - способность
перекрывать лежащую ниже краску.
В отличие от Opacity, меняя которую,
мы меняем результат наложения
слоев, Solidity не влияет прямо на то,
что получится при печати, а изменяет
только экранное представление.
Мы просто указываем, какой
укрывистостью будет обладать
краска, которой мы собираемся
печатать форму, полученную из
данного канала (на результате
операции Merge Spot Channel - свести
Spot-канал - это, конечно,
отразится).
Цветовой сдвиг,
возникающий при склеивании (Merge)
в разных моделях.
 Слева
- в CMYK, справа - в RGB
На этой операции
следует остановиться особо - ввиду
ее каверзности. Она нужна в двух
случаях. Первый: вам страшно
хочется порезвиться с печатью
Spot colors, вы спите и видите
дополнительные Panton'овые прогоны,
изысканные дуплексы и слайды,
цветоделенные на две краски...
Но
реальность груба, все ваши заказы
идут на обычную четырехцветку и
печататься будут в городке NN, где
Panton'ов в глаза не видали, а "Радугу"
давно истаскали и потеряли. Тогда,
порезвившись от души и не без
пользы для вашего дизайна со всеми
этими новыми Spot Channal'ами, вы
вынуждены будете с тяжелым вздохом
перевести окончательный результат
в "съедобный" для вашей
NN-ской типографии вид, то есть в
CMYK. Такое использование команды
Merge можно считать скорее случайным,
эпизодическим. Основное ее
назначение - возможность более
или менее достоверно увидеть
результат ваших экспериментов.
Как? - удивитесь вы, ведь если не
всякий постоянно смотрит в Info и
"щупает" свою работу пипеткой,
то на монитор-то смотрит каждый,
хотя и не все ему доверяют. Так
вот, для тех, кто ему все-таки
немного доверяет (ну, там, калибратор
есть, "Гамма" новая адобовская
появилась): не нужно обольщаться
и слишком внимательно смотреть
на экран - он врет! Что он показывает?
Думаете, если вы решили поиздеваться
над Photoshop'ом и назначили в пустом
файле один-единственный Spot-канал,
поместили в него какую-то картинку
и определили его цвет как 100C, 0M,
0Y, 0K, то на мониторе вы увидите то
же самое, что и при помещении этой
картинки в канал Cyan'a? Вовсе нет.
Вместо этого вы увидите, что
произойдет, если конвертировать
файл в RGB, "приклеить" (Merge) к
нему Spot-канал, а затем перевести
файл обратно в CMYK. Естественно,
чистого Cyan'a вы после этого уже не
увидите, а ведь в Spot-канале был
задан чистейший Cyan! И при выводе
из программы верстки файла,
сохраненного в DCS 2.0, вся картинка
будет честно помещена на форму
С. Может быть, вы все-таки хотите
увидеть с точностью, доступной
вашему монитору в передаче
CMYK-файлов, что у вас получится
после печати? Тогда попробуйте
провести операцию "приклеивания",
причем не в модели RGB, а обязательно
в модели CMYK. Вы можете испугаться,
увидев, как изменится цвет, но
лучше испугаться сейчас, когда
все еще можно исправить, а не
тогда, когда вы получите готовый
тираж. Слева
- в CMYK, справа - в RGB
На этой операции
следует остановиться особо - ввиду
ее каверзности. Она нужна в двух
случаях. Первый: вам страшно
хочется порезвиться с печатью
Spot colors, вы спите и видите
дополнительные Panton'овые прогоны,
изысканные дуплексы и слайды,
цветоделенные на две краски...
Но
реальность груба, все ваши заказы
идут на обычную четырехцветку и
печататься будут в городке NN, где
Panton'ов в глаза не видали, а "Радугу"
давно истаскали и потеряли. Тогда,
порезвившись от души и не без
пользы для вашего дизайна со всеми
этими новыми Spot Channal'ами, вы
вынуждены будете с тяжелым вздохом
перевести окончательный результат
в "съедобный" для вашей
NN-ской типографии вид, то есть в
CMYK. Такое использование команды
Merge можно считать скорее случайным,
эпизодическим. Основное ее
назначение - возможность более
или менее достоверно увидеть
результат ваших экспериментов.
Как? - удивитесь вы, ведь если не
всякий постоянно смотрит в Info и
"щупает" свою работу пипеткой,
то на монитор-то смотрит каждый,
хотя и не все ему доверяют. Так
вот, для тех, кто ему все-таки
немного доверяет (ну, там, калибратор
есть, "Гамма" новая адобовская
появилась): не нужно обольщаться
и слишком внимательно смотреть
на экран - он врет! Что он показывает?
Думаете, если вы решили поиздеваться
над Photoshop'ом и назначили в пустом
файле один-единственный Spot-канал,
поместили в него какую-то картинку
и определили его цвет как 100C, 0M,
0Y, 0K, то на мониторе вы увидите то
же самое, что и при помещении этой
картинки в канал Cyan'a? Вовсе нет.
Вместо этого вы увидите, что
произойдет, если конвертировать
файл в RGB, "приклеить" (Merge) к
нему Spot-канал, а затем перевести
файл обратно в CMYK. Естественно,
чистого Cyan'a вы после этого уже не
увидите, а ведь в Spot-канале был
задан чистейший Cyan! И при выводе
из программы верстки файла,
сохраненного в DCS 2.0, вся картинка
будет честно помещена на форму
С. Может быть, вы все-таки хотите
увидеть с точностью, доступной
вашему монитору в передаче
CMYK-файлов, что у вас получится
после печати? Тогда попробуйте
провести операцию "приклеивания",
причем не в модели RGB, а обязательно
в модели CMYK. Вы можете испугаться,
увидев, как изменится цвет, но
лучше испугаться сейчас, когда
все еще можно исправить, а не
тогда, когда вы получите готовый
тираж.
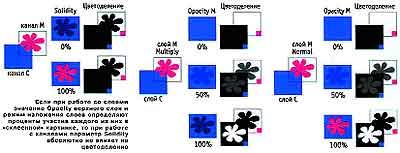 При
печати непро-
зрачной голубой
краской поверх сплошной черной
плашки (100% Black) там, где на долю
голубой краски придется х%, там
от черной останется 100-х%, так как
х% площади забьется абсолютно
непрозрачной голубой. Вверху -
результат Merge в модели CMYK,
подтверждающий это, а внизу -
результат Merge, проведенного в RGB.
Вместо 70C, OM, OY, 30K получили 98C, 8M,
4Y, 26K. Странно, не правда ли? Для
чистоты эксперимента установки
в Color Settings >CMYK Setup должны быть
нейтральными: растискивание 0%,
генерация черного Maximum, предел
черной краски 100%, предел совокупной
краски 400%, в Color Settings>Grayscale.
Наименьшие
потери ждут вас в случае работы
с каналом, чья Solidity равна 0%. После
склеивания вы увидите некоторый
непредсказуемый Cast, сдвиг цветов,
особенно заметный на оттенках,
близких к нейтральным. А если
работа велась с Solidity = 100%, то есть
имитировалась печать абсолютно
непрозрачной краской, вы можете
испытать сильный шок - так мало
сходства будет у того, что вы
получили, с тем, что вы видели на
мониторе в процессе работы. Обидно,
что и CMYK не безгрешен. И дело не
только в том, что при наложении
100% на 100% полупрозрачной Yellow мы
все равно увидим все те же 100%
Yellow - в CMYK-то больше не бывает,
только RGB может попытаться
изобразить чуть больше. Беда в
том, что Merge в модели CMYK, склеивая
проценты одной и той же краски,
вообще не обращает внимания на
ее прозрачность. В результате 60%
прозрачного Cyan'a, наложенные на
его же 25%, изображаются теми же
70%, что и при непрозрачных красках.
Кому же верить?..
К сожалению, и
CMYK не безгрешен. Вообразим ситуацию,
когда при печати в две Spot-краски
обе имеют сильную желтую
составляющую, то есть, представив
их в CMYK, получим, например, в одной
100% Yellow и в другой 100% Yellow. Если
краски непрозрачны, операция
Merge, проведенная в модели CMYK, не
обманет: одна желтая краска
перекроет другую, и в итоге
получатся те же 100% Yellow. А если
краски прозрачны? При наложении
желтый усилится до цвета, не
воспроизводимого в CMYK, но операция
Merge все равно не даст 200% Yellow (такого
не бывает!), а вот при выполнении
Merge в RGB мы увидим усилившийся
желтый. Мало того, Merge в модели
CMYK в некоторых случаях вообще не
обращает внимания на прозрачность
и склеивает 30% с 40% прозрачного
голубого в те же 58%, что и для
непрозрачной краски. Кому же
верить и что делать? Покупать
Panton'овские альбомы "Color+Color"
или пользоваться приблизительным
экранным представлением, учитывая,
что при прозрачных красках лучше
склеивать каналы в RGB, а при
непрозрачных - в CMYK.
Если при
работе со слоями значение Opacity
верхнего слоя и режим наложения
слоев определяют проценты участия
каждого из них в "склеенной"
картинке, то при работе с каналами
параметр Solidity абсолютно не влияет
на цветоделение. При
печати непро-
зрачной голубой
краской поверх сплошной черной
плашки (100% Black) там, где на долю
голубой краски придется х%, там
от черной останется 100-х%, так как
х% площади забьется абсолютно
непрозрачной голубой. Вверху -
результат Merge в модели CMYK,
подтверждающий это, а внизу -
результат Merge, проведенного в RGB.
Вместо 70C, OM, OY, 30K получили 98C, 8M,
4Y, 26K. Странно, не правда ли? Для
чистоты эксперимента установки
в Color Settings >CMYK Setup должны быть
нейтральными: растискивание 0%,
генерация черного Maximum, предел
черной краски 100%, предел совокупной
краски 400%, в Color Settings>Grayscale.
Наименьшие
потери ждут вас в случае работы
с каналом, чья Solidity равна 0%. После
склеивания вы увидите некоторый
непредсказуемый Cast, сдвиг цветов,
особенно заметный на оттенках,
близких к нейтральным. А если
работа велась с Solidity = 100%, то есть
имитировалась печать абсолютно
непрозрачной краской, вы можете
испытать сильный шок - так мало
сходства будет у того, что вы
получили, с тем, что вы видели на
мониторе в процессе работы. Обидно,
что и CMYK не безгрешен. И дело не
только в том, что при наложении
100% на 100% полупрозрачной Yellow мы
все равно увидим все те же 100%
Yellow - в CMYK-то больше не бывает,
только RGB может попытаться
изобразить чуть больше. Беда в
том, что Merge в модели CMYK, склеивая
проценты одной и той же краски,
вообще не обращает внимания на
ее прозрачность. В результате 60%
прозрачного Cyan'a, наложенные на
его же 25%, изображаются теми же
70%, что и при непрозрачных красках.
Кому же верить?..
К сожалению, и
CMYK не безгрешен. Вообразим ситуацию,
когда при печати в две Spot-краски
обе имеют сильную желтую
составляющую, то есть, представив
их в CMYK, получим, например, в одной
100% Yellow и в другой 100% Yellow. Если
краски непрозрачны, операция
Merge, проведенная в модели CMYK, не
обманет: одна желтая краска
перекроет другую, и в итоге
получатся те же 100% Yellow. А если
краски прозрачны? При наложении
желтый усилится до цвета, не
воспроизводимого в CMYK, но операция
Merge все равно не даст 200% Yellow (такого
не бывает!), а вот при выполнении
Merge в RGB мы увидим усилившийся
желтый. Мало того, Merge в модели
CMYK в некоторых случаях вообще не
обращает внимания на прозрачность
и склеивает 30% с 40% прозрачного
голубого в те же 58%, что и для
непрозрачной краски. Кому же
верить и что делать? Покупать
Panton'овские альбомы "Color+Color"
или пользоваться приблизительным
экранным представлением, учитывая,
что при прозрачных красках лучше
склеивать каналы в RGB, а при
непрозрачных - в CMYK.
Если при
работе со слоями значение Opacity
верхнего слоя и режим наложения
слоев определяют проценты участия
каждого из них в "склеенной"
картинке, то при работе с каналами
параметр Solidity абсолютно не влияет
на цветоделение.
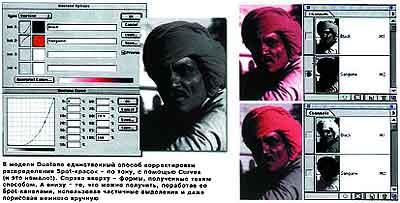 "Математи-ческий
анализ" того, что происхо-дит
при печати непрозра-чными красками,
поможет преодо-леть еще одну
проблему или недоработку реализации
Spot-каналов в Photoshop'e - отсутствие
функции маскирования (Knockout)
"нижележащих" цветов. Мы не
можем порисовать одним цветом
поверх другого. То есть порисовать-то
можно, но прозрачно, так, как рисуют
акварелью, а не как маслом (в режиме
Multiply, а не Normal, если так понятнее).
Мы не можем "перечеркнуть"
одним цветом другой, мы можем
только "мазнуть сверху".
Вернее, мы можем увидеть на экране
(со всеми оговорками, вытекающими
из предыдущего абзаца), что было
бы, если бы верхняя краска была
непрозрачной, но не можем без
дополнительных хитростей вывести
на формы нечто, что давало бы такой
же результат при печати прозрачными
красками (а на самом деле все
полиграфические краски, включая
черную, более или менее прозрачны).
Говоря терминами треппинга,
Spot-каналу нельзя задать атрибут
Knockout по отношению к нижележащим
каналам. Причем обидно, что на
экране создать такую картинку
очень просто, нужно только выставить
Spot-каналу Solidity=100%, то есть задать
непрозрачную краску. Но на самом-то
деле краска будет прозрачной, а
Photoshop посчитает ее непрозрачной
и маску под нее делать не станет.
Под прозрачную краску он тоже не
станет делать маску, так как
подумает, что мы хотим именно
"акварельного" эффекта.
Короче говоря, нельзя объяснить
ему по-хорошему, что вот этот мазок
или картинка должны перекрыть,
стереть то, что находится под ними
в других каналах. Будем
приспосабливаться.
Чтобы сделать
Knockout-маску, проще всего продублировать
Spot-канал и, задав дубликату белый
цвет, приклеить его (Merge) к остальным.
Photoshop при этом послушно уберет в
каждой точке лишнюю краску,
количество которой равно
произведению плотности канала
на его насыщенность в данной
точке. Еще быстрее можно сделать
выворотку под канал стопроцентной
плотности: достаточно загрузить
его как выделение (command + щелчок
мышью по иконке канала) и нажать
Delete. При этом каждая точка картинки
окажется выделенной на столько
процентов, на сколько насыщенным
в процентном исчислении был в
этой точке Spot-канал. На столько
же процентов сработает Delete и
ослабятся формы нижележащих
каналов.
Но часто бывают случаи,
когда эти два способа получения
выборки не работают: например,
если надо сделать выборку не в
CMYK-каналах, а в другом Spot-канале
или если работа происходит в
модели Multichannel (тогда функция Merge
не активизируется). А именно эта
модель больше всего подходит для
Spot-каналов - кто же станет утяжелять
файл в три (!) раза и таскать пустые
CMYK-каналы, если реально вся работа
состоит из двух Spot-каналов. Что
ж, временно конвертируем нашу
прелестную картинку в RGB или CMYK
(если для этого не хватает каналов,
добавим пустой, фиктивный),
зажмуримся, чтобы не пугаться
того, что с ней произошло, и приклеим
к ней белую непрозрачную копию
Spot-канала.
Получаем в каналах
маску под последнюю краску. В
четвертом Photoshop'e после этого
пришлось бы конвертировать файл
обратно в Multichannel и вспоминать,
какие там у нас были Spot-цвета. Но
в пятом достаточно скопировать
содержимое канала с полученной
маской в буфер и, воспользовавшись
палитрой History, заменить им
соответствующий канал в том
состоянии файла, которое было
перед конвертацией.
Для дальнейшей
работы любой файл, содержащий
Spot-каналы, сохраняется в формате
DCS 2.0. Теперь его легко погрузить
в программу верстки (например, в
QuarkXPress 4 или PageMaker 6). Здесь к списку
цветов автоматически добавятся
все цвета Spot-каналов и, если вы
случайно не отмените атрибут
"Spot" в параметрах цвета,
выведутся на отдельные формы. В
четвертом Quark'e обращаться со
Spot-цветами легко и просто: их можно
использовать в работе с файлом,
смешивать с триадными и между
собой, создавая новые сочетания.
При выводе можно заранее подумать
о муаре и выставить подходящие
углы поворота растра в меню Print >
Output. Правда, чересчур заботливый
оператор фотовывода может
аннулировать все ваши установки.
Так что обязательно предупреждайте
о наличии Spot-каналов в ваших
картинках и решайте со специалистами,
которые будут выводить ваши
работы, какие углы поворота растра
лучше выбрать.
Надеюсь, мне
удалось убедить вас в том, что
Spot-цвета - это очень интересно и
совсем не сложно. Вполне возможно,
что в связи с нашими последними
экономическими достижениями
Spot-печать в два прогона войдет в
моду у заказчиков, старающихся
сэкономить хоть на чем-нибудь.
Так что до встречи. С новыми
заказами, заказчиками и Spot-печатью. "Математи-ческий
анализ" того, что происхо-дит
при печати непрозра-чными красками,
поможет преодо-леть еще одну
проблему или недоработку реализации
Spot-каналов в Photoshop'e - отсутствие
функции маскирования (Knockout)
"нижележащих" цветов. Мы не
можем порисовать одним цветом
поверх другого. То есть порисовать-то
можно, но прозрачно, так, как рисуют
акварелью, а не как маслом (в режиме
Multiply, а не Normal, если так понятнее).
Мы не можем "перечеркнуть"
одним цветом другой, мы можем
только "мазнуть сверху".
Вернее, мы можем увидеть на экране
(со всеми оговорками, вытекающими
из предыдущего абзаца), что было
бы, если бы верхняя краска была
непрозрачной, но не можем без
дополнительных хитростей вывести
на формы нечто, что давало бы такой
же результат при печати прозрачными
красками (а на самом деле все
полиграфические краски, включая
черную, более или менее прозрачны).
Говоря терминами треппинга,
Spot-каналу нельзя задать атрибут
Knockout по отношению к нижележащим
каналам. Причем обидно, что на
экране создать такую картинку
очень просто, нужно только выставить
Spot-каналу Solidity=100%, то есть задать
непрозрачную краску. Но на самом-то
деле краска будет прозрачной, а
Photoshop посчитает ее непрозрачной
и маску под нее делать не станет.
Под прозрачную краску он тоже не
станет делать маску, так как
подумает, что мы хотим именно
"акварельного" эффекта.
Короче говоря, нельзя объяснить
ему по-хорошему, что вот этот мазок
или картинка должны перекрыть,
стереть то, что находится под ними
в других каналах. Будем
приспосабливаться.
Чтобы сделать
Knockout-маску, проще всего продублировать
Spot-канал и, задав дубликату белый
цвет, приклеить его (Merge) к остальным.
Photoshop при этом послушно уберет в
каждой точке лишнюю краску,
количество которой равно
произведению плотности канала
на его насыщенность в данной
точке. Еще быстрее можно сделать
выворотку под канал стопроцентной
плотности: достаточно загрузить
его как выделение (command + щелчок
мышью по иконке канала) и нажать
Delete. При этом каждая точка картинки
окажется выделенной на столько
процентов, на сколько насыщенным
в процентном исчислении был в
этой точке Spot-канал. На столько
же процентов сработает Delete и
ослабятся формы нижележащих
каналов.
Но часто бывают случаи,
когда эти два способа получения
выборки не работают: например,
если надо сделать выборку не в
CMYK-каналах, а в другом Spot-канале
или если работа происходит в
модели Multichannel (тогда функция Merge
не активизируется). А именно эта
модель больше всего подходит для
Spot-каналов - кто же станет утяжелять
файл в три (!) раза и таскать пустые
CMYK-каналы, если реально вся работа
состоит из двух Spot-каналов. Что
ж, временно конвертируем нашу
прелестную картинку в RGB или CMYK
(если для этого не хватает каналов,
добавим пустой, фиктивный),
зажмуримся, чтобы не пугаться
того, что с ней произошло, и приклеим
к ней белую непрозрачную копию
Spot-канала.
Получаем в каналах
маску под последнюю краску. В
четвертом Photoshop'e после этого
пришлось бы конвертировать файл
обратно в Multichannel и вспоминать,
какие там у нас были Spot-цвета. Но
в пятом достаточно скопировать
содержимое канала с полученной
маской в буфер и, воспользовавшись
палитрой History, заменить им
соответствующий канал в том
состоянии файла, которое было
перед конвертацией.
Для дальнейшей
работы любой файл, содержащий
Spot-каналы, сохраняется в формате
DCS 2.0. Теперь его легко погрузить
в программу верстки (например, в
QuarkXPress 4 или PageMaker 6). Здесь к списку
цветов автоматически добавятся
все цвета Spot-каналов и, если вы
случайно не отмените атрибут
"Spot" в параметрах цвета,
выведутся на отдельные формы. В
четвертом Quark'e обращаться со
Spot-цветами легко и просто: их можно
использовать в работе с файлом,
смешивать с триадными и между
собой, создавая новые сочетания.
При выводе можно заранее подумать
о муаре и выставить подходящие
углы поворота растра в меню Print >
Output. Правда, чересчур заботливый
оператор фотовывода может
аннулировать все ваши установки.
Так что обязательно предупреждайте
о наличии Spot-каналов в ваших
картинках и решайте со специалистами,
которые будут выводить ваши
работы, какие углы поворота растра
лучше выбрать.
Надеюсь, мне
удалось убедить вас в том, что
Spot-цвета - это очень интересно и
совсем не сложно. Вполне возможно,
что в связи с нашими последними
экономическими достижениями
Spot-печать в два прогона войдет в
моду у заказчиков, старающихся
сэкономить хоть на чем-нибудь.
Так что до встречи. С новыми
заказами, заказчиками и Spot-печатью.
Уравнение
цветов: монитор и принтер
Так
бывает часто. Вы корректируете
изображение на мониторе и, наконец,
добиваетесь того идеала, к которому
стремились. Но на распечатке
совершенства уже нет: цвета "ушли"
- чудесный ярко-голубой цвет
сменился унылым грязно-синим.
Спасение в экранной цветопробе
- надежном и стабильном по
цветопередаче предварительном
отображении печатного оттиска
на экране.
Тщательно настроив
экранную цветопробу, вы сможете
значительно точнее управлять
цветом, оптимизируете изображение
для печати, сэкономите бумагу и,
в конечном итоге, получите более
качественные оттиски. Добиться
от изображения на мониторе качества
экранной цветопробы нелегко, но
пакет Adobe Photoshop (609 долл.) вам в этом
поможет. Хотя функции экранной
цветопробы встроены и в другие
приложения, ни одно из них не
обладает такой четкостью и мощью,
как новейшая версия Photoshop.
Реализовать экранную цветопробу
по методике, описанной в статье,
можно для любого процесса вывода,
но она будет особенно полезна при
выводе отпечатков с отличной
цветопередачей через настольные
струйные принтеры. В отличие от
традиционных печатных машин
большинство из них производит
отпечатки со стабильной, не
меняющейся от времени цветопередачей.
Зачем нужно управление цветом?
Многие люди полагают, что задача
систем управления цветом состоит
в поддержке соответствия между
печатными оттисками и изображениями
на мониторах. К сожалению, это
возможно только там, где не
действуют законы физики.
На
мониторах могут отображаться
цвета, которые нельзя воспроизвести
на бумаге, независимо от способа
нанесения краски: настольным
принтером или печатной машиной.
Кроме того, мониторы обладают
более широким динамическим
диапазоном - диапазоном яркости
от черного до белого. Поскольку
системы управления цветом не в
состоянии снять физические
ограничения возможностей вашего
принтера, изображение на мониторе
придется подгонять.
Каждый
цвет в файле Photoshop описывается
числом. Система управления цветом
изменяет эти числа при пересылке
файлов со сканера на монитор и
принтер таким образом, чтобы
воспроизводимый цвет оказывался
настолько предсказуемым, насколько
это позволяет каждое из устройств.
Это необходимо из-за того, что
значения RGB и CMYK представляют
изменяемые цвета (при передаче
одних и тех же значений на различные
устройства воспроизводятся
различные цвета). Поэтому подобные
цветовые модели часто называют
зависимыми от устройств.
Система
управления цветом может автоматически
конвертировать изображения из
значений цветов, заданных в
Photoshop, в значения для вашего
принтера, но автоматические
преобразования не позволяют
оптимально обрабатывать все
изображения. Когда вы "сужаете"
диапазон цветов и яркости монитора
в более узкий диапазон принтера,
приходится жертвовать второстепенными
цветами изображения. Но компромиссы
для картинки с черным котом в
угольном погребе и с полярным
медведем на снегу не должны быть
одинаковы, хотя при автоматическом
преобразовании именно так и
происходит. Для хороших отпечатков
требуется человеческое вмешательство.
Шаг 1: создание профиля
После того как мы разобрались,
для чего нужно управление цветом,
пора применить его на практике.
Весь процесс основывается на
точности профилей вашего монитора
и принтера. Профили описывают
цветовое пространство в числовых
значениях. Система управления
цветом анализирует профили и
определяет, каким цветам
соответствуют числовые значения,
а затем рассчитывает новый набор
значений, чтобы воспроизвести
эти цвета на принтере.
Большинство
профилей, которые производители
поставляют для своих принтеров,
являются достаточно точными в
тех случаях, когда печать выполняется
чернилами и на бумаге того же
производителя, поскольку параметры
принтеров, чернил и бумаги в
пределах одной марки достаточно
стабильны. Но профили мониторов
- разговор отдельный. Отличия
процесса производства, условий
освещения, возможностей настройки
яркости и контраста превращают
каждый монитор в уникальное
устройство, поэтому ни один из
стандартных профилей не будет
точно описывать особенности
воспроизведения изображений
вашим монитором. Если же вы хотите
настроить точную экранную
цветопробу, то должны задать
пользовательский профиль для
монитора.
Программная
калибровка. Программные системы
калибровки мониторов, такие как
Apple Default Calibrator (входит в комплект
Mac OS) и Adobe Gamma (часть Photoshop), уже
лучше, чем ничего. Однако способность
человеческого зрения адаптироваться
к различным условиям освещения,
обычно играющая позитивную роль,
становится настоящим бичом, когда
необходимо на протяжении длительного
времени поддерживать стабильность
изображения цветов на мониторе.
Аппаратная калибровка. Гораздо
лучше, чем программные средства
визуальной калибровки, поддерживать
стабильность настройки монитора
могут аппаратные калибраторы,
такие как OptiCal (399 долл.) компании
ColorVision. Не торопитесь - прежде чем
бежать за калибратором для
монитора, не забудьте проверить,
достаточно ли долго "проживет"
ваш монитор, чтобы сделать эту
покупку оправданной. Проведите
простой тест: в условиях нормального
освещения установите максимальный
контраст. Если результат не
покажется вам слишком ярким и
режущим глаз, ваш монитор на
"последнем издыхании" и
первый кандидат на замену.
Детальную информацию о том,
как калибровать монитор, можно
найти по адресу:
http://www.bigpicture.net/main/features/systems-supplies/front_end/monitorcolor991212.html
Шаг 2: контроль над
преобразованиями цветов
Коррекция цветов изображения для
печати должна быть последним
шагом, поэтому помните, что вам
следует выполнить все операции
с картинкой до того, как начнется
процесс настройки экранной
цветопробы. Создайте копию
изображения - по ней вы сможете
оценивать, как изображение
выглядело до настройки экранной
цветопробы, что поможет более
качественно выполнить цветокоррекцию
для печати.
Теперь пришло
время открыть окно диалога Proof
Setup (Настройка пробы) пакета
Photoshop (команды View (Вид), Proof Setup,
Custom (Пользовательская)) и настроить
опции преобразования цветов. Это
окно довольно насыщенно различными
опциями (см. копию экрана "Лес
за деревьями"), поэтому ниже
приводятся краткие описания.
Меню Setup (Настройка). Меню
Setup позволяет загружать сохраненные
наборы настроек. Вы можете открыть
несколько представлений одного
и того же изображения (View, New View
(Новый вид)) и использовать различные
наборы настроек цветопробы для
каждого представления. Сохраните
варианты настроек для часто
используемых видов бумаги, а затем
примените их к различным
представлениям и оцените, выиграет
ли вид изображения от приглушенного
тона и меньшей насыщенности при
печати на матовой бумаге, или
лучше добиться более высокого
контраста и насыщенности на
глянцевой бумаге.
Меню Profile
(Профиль). В меню Profile выберите
стандартный профиль от производителя
для вашего принтера и бумаги.
Профили вывода зависят от типа
запечатываемого материала, поэтому
убедитесь, что выбрали профиль
именно для той бумаги, на которой
собираетесь печатать.
Меню
Intent (Назначение). Это меню
предоставляет выбор назначения
рендеринга (rendering intent), которым
пакет Photoshop будет оперировать при
конвертации из рабочего - в
пространство, имитирующее печатный
процесс. Назначения рендеринга
определяют способ, которым
Photoshop преобразует цвета, лежащие
за пределами репродуцируемого
диапазона, в ограниченное цветовое
пространство устройства вывода.
Для изображений с густыми,
насыщенными цветами лучше выбирать
опцию Perceptual (Перцепционный), а для
остальных изображений - Relative
Colorimetric (Относительный
колориметрический). Чтобы увидеть
эффект применения различных
назначений рендеринга, выберите
опцию Preview и измените назначение
рендеринга, или откройте новые
представления изображения и
примените различные назначения
рендеринга к каждому из них. Затем
выберите то, которое ближе всего
к желаемому результату.
Опция
Preserve Color Numbers (Сохранить значения
цветов). Выбор этой опции показывает,
что произойдет, если изображение
будет послано на устройство вывода
без преобразования цветов. Это
служит впечатляющей демонстрацией
необходимости систем управления
цветом - при включенной опции
изображение выглядит совершенно
иначе и почти всегда намного хуже,
чем исходная картинка.
Опции
Ink Black (Краска черная) и Paper White
(Бумага белая). По умолчанию опции
Ink Black и Paper White отключены, поэтому
в окне предварительного просмотра
бумага показывается на экране
монитора белым цветом, а черный
цвет отпечатка - черным. В окне не
имитируется ни реальный цвет
бумаги, который обычно несколько
более серый, чем белый монитора,
ни настоящий черный цвет отпечатка
(часто он оказывается светлее,
чем черный цвет монитора).
Чтобы
увидеть реальный черный цвет
отпечатка, выберите опцию Ink Black.
При печати на глянцевой бумаге
вы можете не уловить существенной
разницы, но для матовой бумаги
Ink Black показывает вам слегка
"вымытый" черный, который
будет близок к реальному черному
на отпечатке.
Выбор опции
Paper White поможет увидеть не только
эффект влияния реального цвета
бумаги, но и сжатия динамического
диапазона, происходящего при
переходе от рабочего пространства
к печати. (Когда опция Paper White
выбрана, Photoshop делает опцию Ink
Black недоступной.)
Наиболее
очевидный эффект при выборе опции
Paper White - сжатие динамического
диапазона: цвета становятся
темнее, поскольку бумага не такая
яркая, как монитор. Выбирая Paper
White, отвернитесь от монитора. Если
вы не увидите сам момент, когда
произойдут изменения, вашим глазам
будет легче адаптироваться к
новой точке белого.
И здесь
можно воспользоваться различными
представлениями изображения,
чтобы оценить варианты имитации
результатов печати. Пока опции
Paper White и Ink Black не выбраны,
присмотритесь к влиянию коррекции
изображения на его насыщенность.
Если же выбрана опция Ink Black,
сконцентрируйтесь на деталях в
тенях.
Сохранение набора
настроек пробы. После того как
все опции в окне Proof Setup выбраны,
щелчком по кнопке Save сохраните
набор настроек в каталоге Proofing
(System Folder/Application Support/Adobe/Color/Proofing),
тогда его название будет помещено
в подменю Proof Setup, и вам уже не
понадобится еще раз проверять
все опции окна диалога.
Если
все настройки заданы правильно,
окно диалога Proof Setup вам больше не
понадобится, щелкните по кнопке
OK и закройте его.
Шаг 3:
окончательные изменения Теперь
вы уже можете получить на экране
имитацию того, как будет выглядеть
отпечаток. Пришло время внести
окончательные изменения и
оптимизировать изображение для
печатного процесса. Обычно остается
внести небольшие коррективы
насыщенности и в области теней
(а может быть, и в светах). Если
белый цвет вашей бумаги очень
существенно отличается от белого
на экране, экранная цветопроба
поможет оценить цветовой сдвиг,
вносимый бумагой, что позволит
вам более точно настроить баланс.
Хороший способ внести последние
коррективы - применить функции
Adjustment Layers (Настроечные слои) в
сочетании с новой командой Layer
Sets (Наборы слоев) в Photoshop 6. Если вы
сохранили результаты оптимизации
в наборе слоев, названном по имени
печатного процесса, для которого
они предназначены, то их легко
отключить, печатая изображение
на другой бумаге или другом
принтере. При этом исходное
изображение останется без
изменений.
Шаг 4: печать
изображения И наконец, пришло
время напечатать изображение. Я
предпочитаю открыть окно диалога
Print, выбрать в качестве Source Space
(Исходное пространство) опцию
Document и задать в подменю Output Space и
Intent профиль и назначение,
используемые в окне Proof Setup. Это
гарантирует, что преобразования,
выполненные во время печати, будут
сделаны именно для того процесса,
который вы собирались сымитировать.
Отключите все опции управления
цветов в драйвере принтера, иначе
вы получите двойную цветокоррекцию,
что приведет к порче отпечатка.
Заключение Единожды добившись
соответствия между изображением
на экране и отпечатке, вы сможете
получать желаемые результаты с
первого раза, экономя время, нервы
и деньги, потраченные на чернила
и бумагу. Именно в этом и заключается
конечная цель управления цветом.
|
|
|

