

ТКМ (Динник) / волошину / 2 ТКМ
.doc
Виконання розділів розрахунково-гафічної роботи
-
Завдання. Для заданої деталі необхідно розробити технологічний процес одержання виливка методом лиття в разову піщано-глинисту форму.
При виконанні завдання розробіть креслення:
а) модельно-ливарних указівок;
б) моделі;
в) стрижня;
г) стрижневого ящика .
Вихідні дані. У даному розділі приводяться креслення деталі відповідно до заданого варіанта, повна розшифровка матеріалу, застосовуваного для виготовлення деталі, клас точності і номер ряду припуску одержуваної виливки, тип виробництва (О-одиночне, С-серійне)
У розглянутому прикладі для виготовлення деталі використовуємо сірий чавун марки СЧ15, клас точності одержуваної виливки – 9т, виробництво серійне.
При розробці креслення модельно-ливарних указівок на кресленні деталі умовно наносимо наступні елементи:
1. Площина рознімання моделі і форми, неї позначають РМФ (рознімання моделі, форми) і двома стрільцями з позначеннями В (верх) і Н (низ):
2. Припуски на механічну обробку - шари металу, що видаляються в процесі механічної обробки виливка з її оброблюваних поверхонь для забезпечення заданої геометричної точності і якості поверхні. Припуски позначають тонкими лініями, не витримуючи масштаб, у поверхонь, де зазначений знак шорсткості. Інші поверхні обробці не підлягають.
Отвори невеликого діаметра, шпонкові пази, фаски ускладнюють технологічний процес одержання виливка. На такі елементи для підвищення технологічності виливка припуски не призначають.
На кресленні модельно–ливарних указівок на ці елементи призначають напуски, що позначають, перекреслюючи елемент тонкою суцільною лінією. У даному випадку напуск не призначається.
По набутих значеннях припусків і номінальних розмірів деталі визначаємо розміри відливання. Розміри відливання визначаємо по формулі:
L0=LД±Z
де L0 - номінальний розмір відливання, мм;
LД - номінальний розмір деталі, мм;
Z - припуск на механічну обробку, мм.
При визначенні розміру відливання L0 необхідно врахувати, що припуск Z призначений на сторону, і його значення подвоюються (Z·2) для діаметральних розмірів. При цьому значення припуску береться із знаком «плюс» (+2·Z) для зовнішніх розмірів, знак «мінус» (-2·Z) - для внутрішніх.
Звертаємо увагу на розрахунок розмірів відливання, що мають загальну базову поверхню. У даному випадку встановлюється загальний припуск на механічну обробку поверхні, величина якого дорівнює припуску більшого за значенням розміру (148 мм.)
Значення припусків і розмірів відливання приведено в таблиці 2.4.
Таблиця 2.4 - Припуски на механічну обробку і розміри відливання.
|
Номінальний розмір деталі Lд, мм. |
Клас точності |
Допуск мм. |
Номер ряду припуску |
Припуск на сторону Z, мм. |
Розмір відливання Lо, мм. |
|||
|
Ø148 |
9т |
2,00 |
8 |
3,4 |
Ø154,8 |
|||
|
Ø100 |
9т |
1,80 |
Необроблювана поверхня |
Ø100 |
||||
|
58 |
9т |
1,60 |
8 |
3,0 |
64 |
|||
|
48 |
9т |
1,60 |
8 |
3,0 |
54 |
|||
|
40 |
9т |
1,40 |
8 |
2,8 |
42,8 |
|||
|
30 |
9т |
1,40 |
Необроблювана поверхня |
57,2 |
||||
3. Формувальні ухили полегшують вилучення моделі з форми. Ухили надаються вертикальним поверхням моделей, що не має конструктивних ухилів у напрямку витягу їх з форми. На кресленні модельно-ливарних вказівок ухили позначаються тонкою суцільною лінією.
Значення формувальних ухилів дерев’яної моделі приведено в таблиці 2.5.
Таблиця 2.5 - Формувальні ухили. Вертикальне виконання
|
Висота формотворної поверхні, мм |
Формувальний ухил, мм |
|
|
50 |
1°02' |
0,9 |
|
15 |
1°54' |
0,6 |
4. Контури стержня із стержневими знаками позначаємо тонкими лініями і штрихуванням біля контуру, а також буквами «Ст.» з вказівкою порядкового номера. На зображенні стержня указуємо роз'єм стержневого ящика знаком і напрям його набивання стержневою сумішшю. Між ливарною формою і стержневими знаками передбачаємо технологічні зазори. Величина зазорів при виконанні завдання приймається рівною 0,2 мм.
5. Елементи ливникової системи (ливникову чашу , стояк, шлаковловлювач, живильник і випори) зображуємо суцільними тонкими лініями.
При розробці креслень моделі, стержня і стержневого ящика звертаємо увагу на роль окремих частин цих елементів у формуванні конфігурації і розмірів відливання.
Модель має конфігурацію зовнішньої поверхні відливання; її виготовляють з деревини. Внутрішня поверхня відливання утворюється за допомогою стержня, який виготовляють із стержневої суміші. Конфігурація зовнішньої і внутрішньої поверхонь відливання визначається кресленням модельно-ливарних вказівок і включає припуски, напуск, формувальні ухили і ливарні радіуси. Оскільки процес охолоджування металу в ливарній формі супроводжується лінійною усадкою, то при розрахунку розмірів моделі і стержня необхідно врахувати величину усадки.
LMC=L0 + Y
де LMC - номінальний розмір моделі або стрижня, мм;
Y - величина усадки, мм.
При виготовленні моделей і стержневих ящиків мають місце відхилення розмірів, які регламентовані стандартами. Значення граничних відхилень Моделі і стрижні виготовляють зі стрижневими знаками.
Конструкції моделей і стрижневих шухляд визначаються кресленням модельно-ливарних указівок. Вони можуть бути нероз'ємними і рознімними. Частини рознімних моделей і стрижневих шухляд центруються відносно один одного за допомогою дерев'яних чи шипів металевих штифтів. Моделі і стрижневі ящики виготовляють з різних матеріалів. Для одиничного та дрібносерійного виробництва виготовляють моделі із сосни, ялини, та берези.
Розмір моделі, стрижня і стрижневого ящика та знакових частин записуємо в таблиці 2.6, 2.7 та 2.8.
Таблиця 2.6 - Розміри моделі.
|
Розмір виливка
|
Усадка,
|
Усадка
|
Розмір моделі
|
|
Lо, мм
|
%
|
Y, мм
|
Lмс, мм
|
|
Ø198
|
2,0
|
4,0
|
Ø202±1,2
|
|
Ø29,8
|
2,0
|
0,6
|
Ø30,4±0,7
|
|
87,2
|
2,0
|
1,7
|
88,9±1,0
|
Таблиця 2.7 - Розміри стрижня і стрижневого ящика.
|
Розмір відливання, L0, мм. |
Усадка, % |
Усадка Y, мм |
Розмір стержня LМС, мм |
Розмір знаку, мм |
Розмір ящика LМС, мм |
|
Ø30,4
|
2,0
|
0,6
|
|
Ø31,0
|
Ø31,0±1,0
|
|
88,9
|
2,0
|
1,8
|
90,7 |
Висота: |
155,7+1,2 30,0 ±0,7 35,0±0,7 |
|
|
|
|
|
"верх" - 30,0 "низ" – 35,0 |
Таблиця 2.8 - Розміри знакових частин моделі.
|
Розмір знака на стрижні, мм |
Зазор, мм |
Розмір знака на моделі, мм |
|
Ø31,0 |
2х0,2 |
Ø 31,4±0,7 |
|
35,0 |
- |
30,0±0,7 |
|
30,0 |
0,2 |
30,2±0,7 |
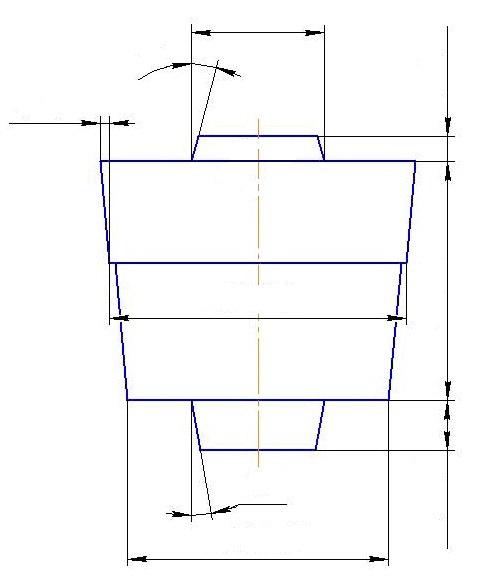
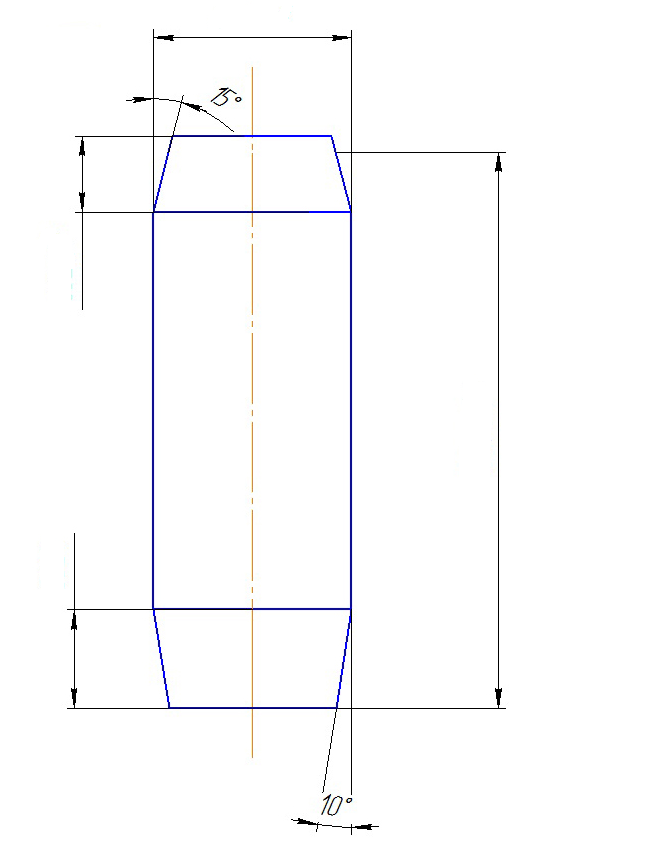
Рисунок 2.4 – Втулка. Модель Рисунок 2.5 – Втулка. Стержень

Рисунок 2.6 – Втулка. Стержневий ящик