

9_ЛЕКЦИЯ _Плиточ_Аппараты
.pdfЛекция 9. |
Многоплиточные морозильные аппараты. |
Они конструкционно выполнены с |
|
- горизонтальными |
|
- вертикальными |
плитами |
- радиальными |
|
Предназначены оно для замораживания продуктов в упаковке правильной геометрической формы.
Аппараты периодического и непрерывного действия Продукты, упакованные в картонные ящики помещаются между
металлическими полыми плитами, которые прижимаются к продукту.
Холодильный агент (хладоноситель) подается в лопасти плит и отводится через морозостойкие резиновые армированные шланги высокого давления.
Продолжительность замораживания продукта зависит от его вида,
свойств, толщины и вида упаковки. t кипения агента = –30….-35 0С t продукта начальная = 10 0С
t продукта конечная = -18 0С
τ время до 5 часов.
ФМБ
Для замораживания в блоках
- мяса
- мясопродуктов
В пакетах, мешках, полиэтилене.
-творога
-мелкой рыбы
1. |
Тельфер |
5. |
Днище |
2. |
Ковш для подачи сырья |
6. |
Охладительный вентиль плиты |
3. |
Пневмоцилиндр |
7. |
Планки высокого давления |
охладительных плит |
8. |
Тележка. |
|
4. Пневмоцилиндр днища |
|
|
|
|
|
1 |
|
Мембранный морозильный аппарат – коробка с блокообразователем
смонтированную на стапем в коробке смонтированы 9 пустотелых плит из
нержавеющей стали, соединенных между собой гофрированными морозостойкими резиновыми трубками. Торцевая часть имеет прикрепленный к шарнирно работающим звеньям цепи, регулирующем рубеж плит при их горизонтальном перемещении.
Между плитами установлены съемные перегородки. Ограничители плит и
ограничители образуют 24 блокообразователя 3х8.
После охлаждения плиты раздвигаются. Включается пневмоцилиндр
управления движением. Дно опускается и поворачивается на 15 |
0. |
||||
Охлажденные блоки выгружаются в тележку. |
|
|
|
||
Размер блока 370 370 95 мм – 15 кг. |
|
|
|
|
|
τ цикла 4-5 часов. |
|
|
|
|
|
t 0 охладителя – 270С. |
|
|
|
|
|
Многоплиточные |
морозильные |
|
аппараты |
выполняют |
с |
горизонтальными, вертикальными |
и |
радиальными |
плитами. Они |
||
предназначены для замораживания пищевых продуктов правильной геометрической формы, с плоскими поверхностями в виде коробок, плит или блоков.
Продукты во влагонепроницаемых обертках на рамках, противнях или в коробках помещают между металлическими полыми плитами, которые прижимают к продуктам. Замораживают продукты путем отвода тепла через охлаждаемые металлические стенки плит и упаковку. Обе плоскости плит
(кроме двух крайних) наибольшей поверхности работают полезно, передавая тепло от продукта холодильному агенту или хладоносителю.
Различные теплопритоки от внешней среды у многоплиточных аппаратов незначительны, а Тепловыделения от работы вентиляторов вообще отсутствуют, поэтому при определении производительности холодильной установки, необходимой для замораживания продуктов в аппаратах этого типа, теплопритоки принимают не более 80—90 (335—375 кДж/кг) ккал/кг
2
вместо (500—545 кДж/кг) 120—130 -ккал/кг в скороморозильных аппаратах с интенсивным движением воздуха. При замораживании продуктов в упаковках усушка отсутствует и масса их сохраняется.
Теплоотдача к холодильному агенту .или к хладоносителю у этих аппаратов составляет не менее 265 Вт/м2 [230 ккал/(м2 • ч-° С)], поэтому они компактны, производительность по замораживанию, приходящаяся на единицу производственной площади пола, превышает 2— 3 т/м2 в сутки.
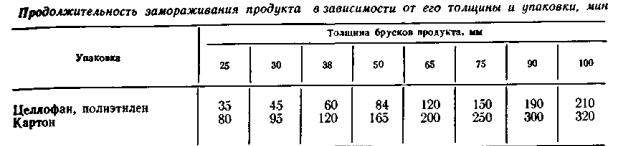
Продолжительность замораживания продукта зависит от его свойств,
толщины и вида упаковки и при температуре кипения холодильного агента в плитах аппарата от —30 до —35° С и снижения температуры продукта с 10
до —18° С (в толще) обычно не превышает 5 ч (табл. II—7).
При определении часовой или суточной производительности аппарата следует учесть продолжительность загрузки и выгрузки продуктов, которая приведена в описании конструкций многоплиточных морозильных аппаратов*
1 В последнее время предпочтение отдают морозильным аппаратам с вертикальными плитами, которые в большей степени, чем аппараты с горизонтальными плитами, позволяют механизировать загрузку и выгрузку продуктов.
Аппараты с горизонтальными плитами
Аппараты с цикличной загрузкой и выгрузкой продукта при, помощи
этажерочных тележек
В морозильных аппаратах с горизонтальными плитами замораживают разнообразные продукты, фасованные в картонные коробки одинаковых размеров, а также продукты в блоках толщиной до 100 мм.
3
Высота коробок или блоков должна быть одинаковой, чтобы при подпрессовке их морозильными плитами нижние и верхние плоскости коробок или блока хорошо контактировали с морозильными плитами и между ними и продуктом не было бы воздушных прослоек. Плиты сдвигаются с помощью гидравлических прессов, создающих давление 15—
70 кПа (0,5—0,7 кг/см2). Расстояние между раздвинутыми плитами составляет от 25 до 120 мм, что позволяет замораживать продукты толщиной от 15 до 100 мм.
Холодильный агент или хладоноситель подается в полые <плиты аппаратов л отсасывается из них через морозостойкие армированные резиновые шланги высокого давления и коллекторы, соединенные с холодильными установками. Полые плиты аппаратов выполняют литыми из алюминия или чугуна, сварными из листовой стали, из труб квадратного сечения и др. Во всех случаях их полости разделяются перегородками,
образующими узкие каналы для циркуляции холодильного агента или хла-
доносителя.
Ограждения многоплиточных скороморозильных аппаратов имеют двухстворчатые двери, размещенные с противоположных сторон, для загрузки и выгрузки продукта.
Аппараты представляют собой теплоизолированные шкафы, в которых расположены одна над другой (в горизонтальной плоскости) морозильные плиты, перемещаемые по вертикали особыми гидравлическими или механическими подъемно-опускающими устройствами, размещенными на шкафах.
При загрузке аппарата такое устройство поднимает верхнюю морозильную плиту, которая тянет за собой следующую, и т. д., до тех пор пока зазор между плитами будет больше высоты коробок с продуктом или толщины блоков. После этого объекты замораживания помещают (вдвигают)
на морозильные плиты.
4
Большие коробки укладывают непосредственно на морозильные плиты без противней.
Когда все плиты аппарата загружены, подъемно-опускное устройство опускает их, приближая друг к другу на величину, равную высоте ограничительных реек, расположенных по бокам между плитами, высота которых несколько меньше высоты коробок с замораживаемым продуктом.
При сдавливании между морозильными плитами и коробками достигается хороший контакт, и продукты быстро замораживаются. Для выгрузки замороженных продуктов плиты вновь раздвигают.
Давление плит на продукты во время замораживания поддерживается постоянным (около 10 кПа, или 0,1 кг/см2) благодаря особому предохранительному клапану, который при повышении давления,
возникающего из-за расширения объема замораживаемых продуктов,
автоматически выпускает излишек масла из гидравлического пресса в особый резервуар.
Иногда гидравлическое устройство размещают и под аппаратом Аппарат к моменту загрузки охлаждается до необходимой
температуры, и только после этого на его морозильные плиты укладывают коробки, что ослабляет возможность их примерзания.
Морозильные плиты охлаждаются холодильным агентом (аммиак,
фреон-22) или хладоносителем (рассолом). Фреон-22 применяют в малых и средних морозильных аппаратах.
5
Морозильный аппарат с горизонтальными плитами:
1 — коллектор для распределения холодильного агента; 2 — морозостойкие шланги для подачи холодильного агента к плитам; 3 — морозильная плита; 4 – пространство между плитами для замораживания продуктов; 5 – дверь; 6 — гидроцилиндр.
Большие плиточные аппараты обычно охлаждаются рассолом, который
специальным насосом прокачивается через змеевики морозильных плит.
6
Рабочая температура холодильного агента или хладоносителя обычно составляет -33 …-40° С.
Расстояние между плитами в плиточных аппаратах достигает 120 мм,
что позволяет замораживать продукты в блоках, в картонных коробках высотой 100 мм в течение не более 5 ч.
При замораживании блоков массой |10— 15 кг количество плит составляет 6—10, а их размеры в плане не превышают 1300 2000 мм. Такие аппараты, например фирмы «Сабро» (Дания), собраны из плит с размерами в плане 1090 1100; 1110 1810; 710 1170 и 680 1130 мм.
В зависимости от высоты коробок с продуктом производительность аппаратов изменяется от 7,5 до 22 т/сут; при этом расход холода составляет от 38,5 до 112 кВт (33— 97 тыс. ккал/ч). Эти аппараты работают циклично.
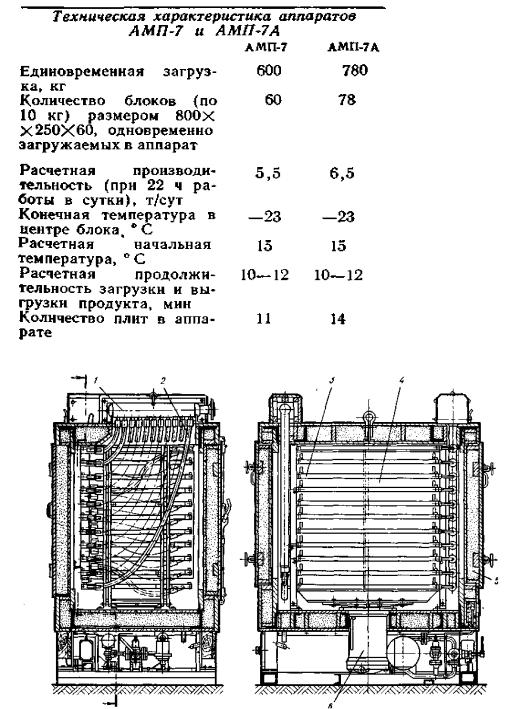
Многоплиточные отечественные морозильные аппараты АМП-7 и
АМП-7А усовершенствованной конструкции (рис. II—36) сконструированы по бескаркасной схеме. Силовые гидравлические цилиндры для подъема и опускания плит и коллекторы, по которым подводится и отсасывается холодильный агент, установленные вертикально в противоположных углах аппарата, служат одновременно элементами, несущими его каркас. Такое усовершенствование позволило повысить производительность аппарата, не увеличивая его габаритные размеры. В аппарате АМП-7А загрузочные и раз-
грузочные проемы у аппаратов закрываются не дверями, как в аппарате АМП-7, а специальными мягкими подъемными шторами, в результате чего уменьшилась масса аппарата и упростились грузовые работы. У этих двух моделей аппаратов размер плит 875X1715 мм.
7

Многоплиточный морозильный аппарат усовершенствованной конструкции:
1 — съемная стенка; 2 — коллектор подвода хладагента; 3 — силовой гидравлический цилиндр; 4 — ограничитель; 5 — термоизолированный шкаф; 6 — нагрузочная рама; 7 — траверса; 8 — охлаждающая плита; 9 — сферический шарнир; 10 — коллектор отсоса холодильного агента; 11 — барабан привода подъема и опускания шторы; 12 — штора для закрытия загрузочного фронта; 13 — ручной привод к шторе; 14 — натяжной валик шторы; 15 — форма-коробка с продуктом; 16 — основание аппарата;
Расстояние между плитами
(минимальное и максимальное), мм – 55…94 55…100
Расчетная масса блока продукта, кг 0…10
Холодильный агент Аммиак или аммиак Фреон-22
Расчетная температура кипения холодильного агента, 0 С—40…45
Продолжительность замораживания блока при толщине 60 мм, 2,5 2,5
Габаритные размеры аппарата, мм
длина |
1380 |
1390 |
высота |
1780 |
2204 |
ширина |
2527 |
2545 |
Масса аппарата (без загрузки), кг2752 …3413
8
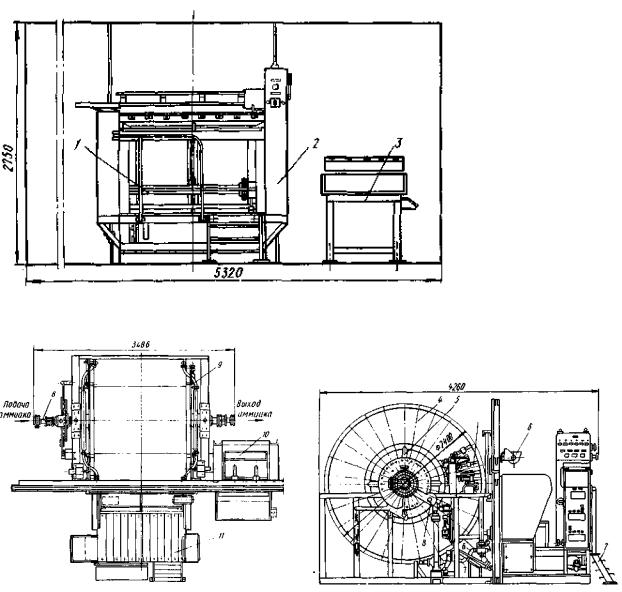
Роторный морозильный аппарат АРСА-10:
1 — загрузочное устройство; 2 — щит управления; 3 — стол для приема замороженных блоков; 4 — морозильные секции; 5 — аммиачный разделительный коллектор; 6 — дозатор объемный; 7 — лестница; 8 — вал ротора; 9 — гибкие аммиачные шланги; 10 — разгрузочное устройство; 11 — площадка для обслуживания.
агент, прошедший через плиты, поступает в другую полость вала,
откуда он уходит по отводящему всасывающему трубопроводу. Агрегат
снабжен предохранительным клапаном, предотвращающим повышение
давления холодильного агента.
Оттаивание аппарата (снятие снеговой шубы с плит и внутренних
коммуникаций) осуществляется горячими парами холодильного агента с
9
одновременным отводом сконденсированных паров и скапливающегося масла в дренажный ресивер. Дренаж жидкости осуществляется через всасывающую сторону, чтобы не пропустить жидкость в обратном направлении через дроссельную шайбу и фильтр. Для ускорения и улучшения оттаивания во время этого процесса проворачивают ротор и одновременно подают в изолированный контур аппарата воздух,
подогреваемый в калорифере. Продолжительность оттаивания около 1,5 ч.
Аппарат работает следующим образом.
На лоток механизма загрузки укладывают металлические окантовки в виде рамок (две рамки, на два блока каждая). Внутрь рамок вкладывают раскрой из влагонепроницаемой материи и с помощью дозирующего бункера заполняют продуктом последовательно все четыре рамки.
Продукт должен быть плотно уложен и равномерно распределен в рамках. Высота слоя загруженного продукта в рамках должна быть примерно одинаковой (на 3—5 мм выше рамок).
Затем завертывают блоки, образовавшиеся в рамках, с помощью клапанов раскроя.
Рамки с продуктом, расположенные на загруженном лотке, под действием гидравлического устройства вдвигают в полость, образованную двумя плитами морозильной секции. После вставления рамок загрузочный лоток возвращается в исходное положение, на него устанавливают новые рамки, и процессы загрузки, образования и завертки блоков повторяются.
При повороте ротора рамки с продуктом, вставленные в морозильную секцию, подпрессовываются верхней морозильной плитой.
Затем загружают следующую секцию (не соседнюю, а третью от ранее загруженной). Поэтому замораживание блоков в каждой секции осуществляется за три неполных оборота ротора агрегата.
Выгружают рамки с замороженным продуктом на приемный лоток после подъема верхней плиты морозильной секции под действием спе-
циального устройства. С лотка блоки передвигают в люльку кантователя,
10