

Вариант 75
.docxВариант 75
1 Часть. Посадка с натягом.
Втулка на валу (сплошной) с натягом.
Диаметр
номинальный

Длинна
соединения

Наружный
диаметр втулки


Чистота
поверхностей

Материал сталь 45
-
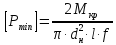
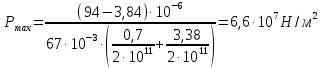
[Pmin] - требуемое минимальное удельное давление на контактных поверхностях соединения, Н/м2;

-
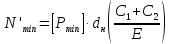
Наименьший расчетный натяг (N’min)

-
Минимально допустимый натяг
 -
детали не вращается
-
детали не вращается


 – температура
20 градусов
– температура
20 градусов

Тогда


-
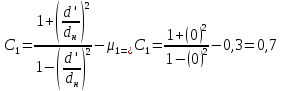
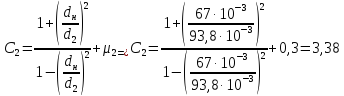
Определяем величину

 Н/м2
Н/м2
 Н/м2
Н/м2
Следовательно
 Н/м2
Н/м2
-
Определяем


-
Максимально допустимы натяг


-
По таблице выбираем посадку Ø 67

67H7/t6

















8 Усилие запрессовки Rп



Часть 3 Посадка подшипников качения.
Размеры подшипника d× D, мм - 45× 100;
Радиальная нагрузка, Н - 4000;
Заданным размерам соответствует подшипник №309 [2];
Ширина подшипника B=25;
Радиус закругления, или ширина фаски кольца подшипника r=2,5;
Определяем
интенсивность нагрузки, :
:

где R-радиальная реакция опоры на подшипник, кН;
b-рабочая ширина посадочного места, м
b=B-2r
kn -динамический коэффициент посадки kn =1;
F-коэффициент, учитывающий степень ослабления посадочного натяга при полом вале или тонкостенном корпусе F=1 (сплошной вал);
F0 -коэффициент неравномерности распределения радиальной нагрузки, F =1;
b = 25-2×2.5=20×10-3 м

По таблице 4.92 [2] заданным условиям для вала соответствует поле допуска js6.
По табл.4.87 [2] заданным условиям для отверстия соответствует поле допуска H8.
Принятые посадки и отклонения

Часть 4 Назначение и обоснование посадок шпоночного соединения и его контроль.
Номинальный размер соединения, мм - b=14(ширина шпонки);
Средства контроля - контролируемая деталь - вал;
метод контроля - комплексный;
Диаметр вала, мм - 30[с чертежа];
Заданное шпоночное соединение применяется в коробке скоростей. Производство - серийное. По рекомендациям, приведенным в справочнике с. 234, [2], тип принимаем свободное шпоночное соединение.
Высота шпонки, мм - h=9 табл. 4.64 стр.235 [2];
Глубина паза на валу, мм - t =5,5 табл. 4.64 стр.235 [2];
Глубина паза во втулке, мм - t =3,8 табл. 4.64 стр.235 [2];
Предельные отклонения несопрягаемых размеров соединения табл. 4.66 стр.238 [2]:
Высота шпонки h=9h11;
Длина шпонки l=30h14;
Длина шпоночного паза l=30H15;
Назначение полей допусков для деталей входящих в соединение табл.4.65 стр.237 [2]:
Ширина шпонки - 14h9(-0,043)[2];
Паз вала - 14H9(+0,043)[2];
Паз
втулки - 14D10 [2];
[2];
Общий вид соединения вала и втулки
Комплексный контроль проводят поэлементными калибрами
1. калибры-скобы гладкие ПР и НЕ для контроля размера вала;
2. калибры плоские ПР и НЕ для контроля ширины паза
Часть 5 Посадка шлицевого соединения.
Размеры по ГОСТ 1139-80 - z×d×D - 8×42×48;
Средства контроля:
Контролируемая деталь - шестерня;
Метод контроля - комплексный;
Для заданной посадки выбираем метод центрирования по внутреннему диаметру (d) так как соединение подвижное стр.251 [2]
Назначаем посадки по центрирующим и нецентрирующим элементам табл.4.72-4.75 стр.252 [2]:
42

48
8

Схемы расположения полей допусков деталей по соединяемым элементам:

Обозначение шлицевого соединения:
Контроль шлицевых соединений осуществляется с помощью комплексных проходных калибров(пробок и колец). Пробковыми и кольцевыми калибрами контролируется взаимное расположение поверхностей соединения.
При использовании комплексных калибров отверстие считается годным если комплексный калибр-пробка проходит, а диаметры и ширина паза не выходят за установленный верхний предел; вал считается годным если комплексный калибр-кольца проходит, а диаметры и ширина паза не выходят за установленный нижний предел.

Часть 7 Посадка резьбового соединения и его контроль.
Начальный диаметр, мм - Ø8;
Средства контроля:
Контролируемая резьба - наружная;
Метод контроля - дифференцированный;
М8 - резьба метрическая;
Наружный диаметр резьбы, мм - 8;
Шаг резьбы, мм - 1 табл. 4.22 стр.287 [2];
Средний диаметр резьбы:
d2 =d-1+0,350=8-1+0,350=7.350 мм;
Внутренний диаметр резьбы:
d1 =d-2+0,918=8-2+0,918=6.918 мм;
Для грубого класса полями допусков предпочтительного применения являются: 7H (для гаек) и 8g (для болтов), что обеспечивает посадку с зазором.
Предельные диаметры болта (табл.4.29 стр.153 [2]):
d2max =7.350-0,026=7.324 мм ; (верхнее отклонение равно -26 мкм для полей допусков диаметра 8g);
d2min =7.350-0,206=7.144 мм; (нижнее отклонение равно -206 мкм для полей допусков диаметра 8g);
dmax =8-0,026=7,974 мм; (верхнее отклонение равно -26 мкм для полей допусков диаметра 8g);
dmin =8-0,306=7,694 мм; (нижнее отклонение равно -306 мкм для полей допусков диаметра 8g);
d1max =6.918 -0,026=6,892 мм; (верхнее отклонение равно -26 мкм для полей допусков диаметра 8g);
d1min -не нормируется;
Предельные диаметры гайки (табл.4.29 стр.153 [2]):
D2max =7.350 +0,190=7,540 мм; (верхнее отклонение равно 190 мкм для полей допусков диаметра 7Н);
D2min =7.350 +0=7,350 мм; (нижнее отклонение равно нулю для полей допусков диаметра 7Н);
D1max =6.918 +0,300=7,118 мм; (верхнее отклонение равно 500 мкм для полей допусков диаметра 7Н);
D1min =6.918 +0=6,918 мм; (нижнее отклонение равно нулю для полей допусков диаметра 7Н);
Dmax -не нормируется;
Dmin =8; (нижнее отклонение равно нулю для полей допусков с основными отклонениями 7Н);
Схемы
расположения полей допусков деталей
по соединяемым элементам:

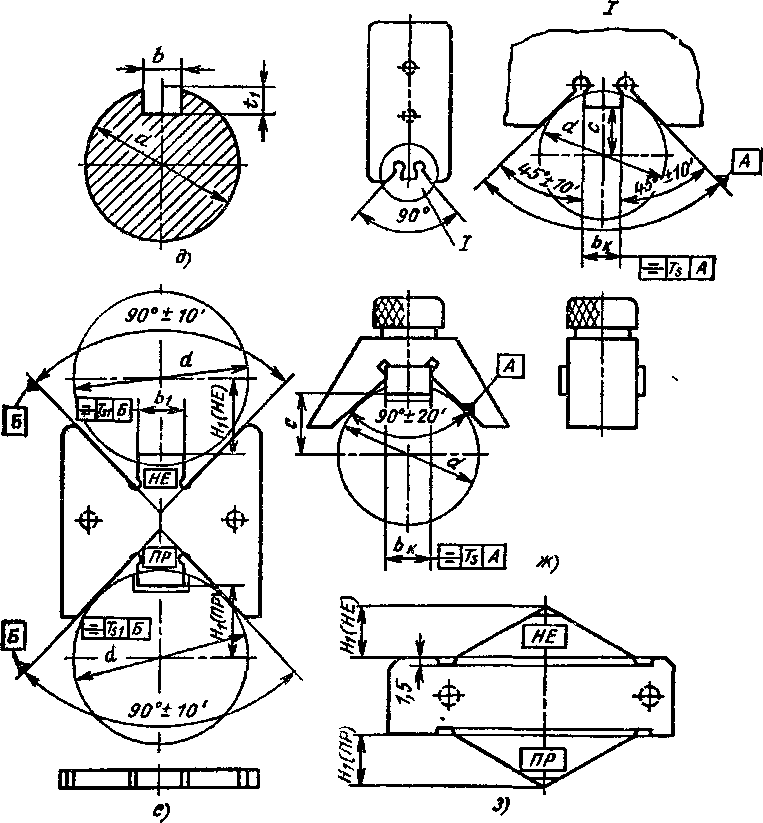
Калибры для контроля годности цилиндрических резьб.
Калибры для контроля внутренней резьбы

По принципу построения они разделяются на проходные (ПР) и непроходные (НЕ), каждый из которых контролирует свой предел допуска. Внутренний диаметр измеряют гладкими пробками.
Профиль резьбы, шаг, а также средний, наружный и внутренний диаметр можно измерить при помощи микроскопа.
При точном измерении среднего диаметра наружной резьбы применяют микрометры резьбовые или специальные проволочки.
Калибры для контроля резьбы болта:

Изготавливаются по принципу гайки. Разделяют на проходные и не проходные, которые имеют свои допуска. Наружный диаметр проверяют гладкими скобами.
Шаг
резьбы может быть измерен шагомером
или под микроскопом
Список литературы:
1. Допуски и посадки: Справочник. Ч1. Под ред. В.Д. Мягкова. : Машиностроение, 1978. 540с.
2. Допуски и посадки: Справочник. Ч2. Под ред. В.Д. Мягкова. : Машиностроение, 1978. 1013с.
3. Ганевский Г.М., Гольдин И.И., Допуски, посадки и технические измерения в машиностроении: М.: Высш. шк, 1998. 288 с.
4. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения: Учебник. :-е издание, М. : Машиностроение, 1986. 351с.
Министерство образования и науки РФ
Федеральное государственное автономное образовательное учреждение высшего профессионального образовании
«Уральский федеральный университет
Имени первого Президента России Б. Н. Ельцина»
Нижнетагильский технологический институт ( филиал )
Практическая работа
Виды соединений
Вариант №75
Студент Модудин В.Н.
Гр. 310302-КТОМП
Преподаватель: Кукина Н.Ю
2014г.