

Записка / Курс.Р_1.(ЭМК))
.doc
Министерство образования Республики Беларусь
Министерство образования и науки Российской Федерации
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ»
Кафедра «Физические методы контроля»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе по дисциплине
«Приборы и методы электромагнитного контроля»
Тема работы: Определить параметры электромагнита намагничивающего устройства для магнитографического контроля ферромагнитных изделий
Выполнил студент гр. МПК-071
Руководитель:
НОВИКОВ В.А.
Могилев 2013
Содержание
-
Введение………………………………………………………………………
3
Определение параметров электромагнита намагничивающего устройства…………………………………………………………………….
4
Выводы………………………………………………………………………..
12
Список литературы………………………………………………………….
13
Введение
Современное состояние производства в передовых странах мира предполагает наличие эффективных методов неразрушающего контроля. В настоящее время для обнаружения поверхностных и подповерхностных трещин в ферромагнитных изделиях (гибы труб, опоры и оси вагонов, лопатки турбин, кольца подшипников, несущие конструкции летательных аппаратов и т.д.) в основном применяют магнитопорошковый метод. Он хотя и позволяет получить наглядную картину распределения дефектов, однако требует тщательной и трудоемкой зачистки поверхности изделий. Это приводит к большим затратам при обнаружении нарушений сплошности металла.
Весьма перспективным методом неразрушающего контроля является магнитографический, имеющий высокую чувствительность по отношению к наиболее опасным дефектам – трещинам и стянутым непроварам. Однако он имеет не всегда высокую мобильность и недостаточно широкую область применения из–за массивности намагничивающих устройств, их громоздкости, необходимости зачастую изготовления дополнительных полюсных наконечников к электромагнитам, требования мощных источников питания. Значительным шагом вперед явился разработанный ранее на кафедре «Физические методы контроля» Белорусско-Российского университета способ магнитографического контроля изделий на наличие дефектов, в котором для намагничивания применяют постоянные магниты.
Постановка задачи
В курсовой работе необходимо определить параметры электромагнита намагничивающего устройства для магнитографического контроля ферромагнитных изделий.
Объект контроля выполнен из стали Ст3 с толщиной стенки 20 мм. Оптимальное значение индукции в контролируемых сечениях составляет 1,7 Тл.
Определение параметров электромагнита намагничивающего устройства
Для начала строится кривая намагничивания материала контролируемого изделия. Кривая намагничивания стали Ст3 приведена на рисунке 1.1.
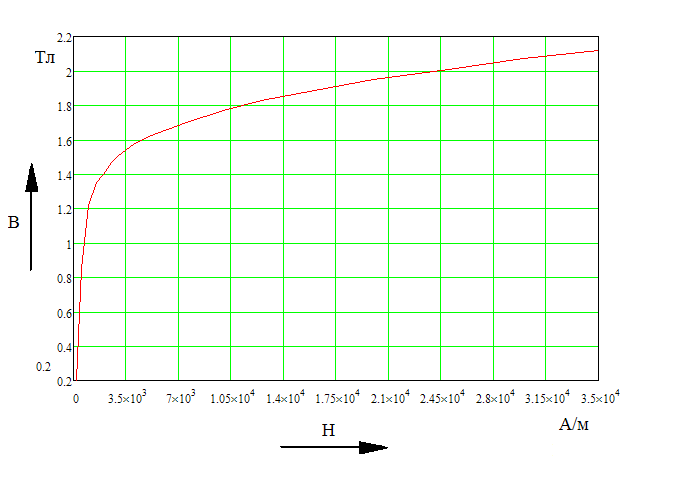
Рисунок 1.1 – Кривая намагничивания материала изделия
Целью расчета является определение намагничивающей силы (IW) устройства для создания в изделии необходимой индукции.
Из рекомендаций [2], толщина полюсов намагничивающего устройства должна быть в 2-3 раза больше толщины намагничиваемого изделия. Если же толщина изделия 1…2 мм, то толщина полюсов – 10…20 мм.
Для изделия с толщиной стенки b=20 мм выберем толщину полюсов d=50 мм.
Остальные размеры намагничивающего устройства выбирают конструктивно, исходя из существующих разработок. Например, расстояние L между полюсами электромагнита – не менее 70 мм, высота h – не менее 100 мм.
Исходные данные, выбранные для расчета устройства по рекомендациям, приведенным выше:
с=200 мм; d=50 мм; h=110
мм; L=80 мм;
![]() =1
мм.
=1
мм.
Схема намагничивающего устройства и его эквивалентная электрическая схема представлена ниже:
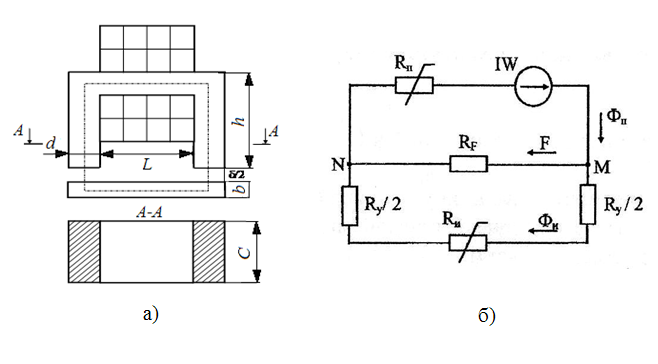
а - схема намагничивающего устройства; б - эквивалентная электрическая схема электромагнита
Рисунок 1.2 – Схема намагничивающего устройства
Из закона Кирхгофа следует:
![]() ,
(1.1)
,
(1.1)
где![]() -
падение магнитного напряжения на участке
магнитной цепи
-
падение магнитного напряжения на участке
магнитной цепи
![]() .
.
Рассматриваем
сумму падений магнитных напряжений в
изделии
 в зазорах
в зазорах
![]() ,
в магнитопроводе
,
в магнитопроводе
![]() :
:
 (1.2)
(1.2)
Таким образом, после того, как подставлены данные, система принимает вид:
![]() (1.3)
(1.3)
![]()
Строим кривую намагничивания материала изделия (она была представлена на рисунке 1.1).
С помощью выражения
(1.2) и значений
![]() и
и
![]() ,
взятых с кривой намагничивания, строим
зависимость
,
взятых с кривой намагничивания, строим
зависимость
![]() ,
а затем зависимость
,
а затем зависимость
![]() в той же системе координат.
в той же системе координат.
![]() ,
(1.4)
,
(1.4)
где
![]() -
напряженность поля в зазоре;
-
напряженность поля в зазоре;
![]() -
толщина суммарного зазора;
-
толщина суммарного зазора;
![]() (1.5)
(1.5)
С учётом выбранных
параметров и выражений (1.4), (1.5) получаем
зависимость
![]() :
:
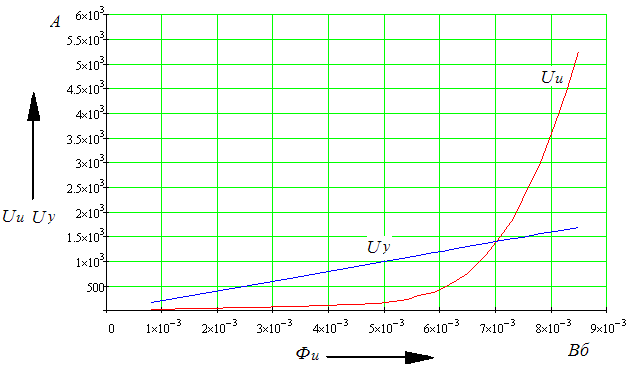
Рисунок 1.3 – Зависимость магнитных напряжений в зазоре и в изделии от магнитного потока в изделии
Затем на отдельном
графике строится кривая падения
магнитного напряжения в магнитопроводе
в зависимости от протекающего в нем
потока
![]() .
После рассматривается сумма магнитных
напряжений в магнитопроводе Uп:
.
После рассматривается сумма магнитных
напряжений в магнитопроводе Uп:
 (1.6)
(1.6)
Значения Вп и Нп определяют по кривой намагничивания материала магнитопровода. С учетом требований технического, технологического и экономического плана для магнитных приспособлений могут быть рекомендованы стали Ст.3, 10, 20 и сталь Армко [1]. В качестве материала магнитопровода выберем сталь 20.
Рисунок 1.4 – Зависимость магнитного напряжения в магнитопроводе от потока в нем
Чтобы пересчитать
![]() в зависимости от
в зависимости от
![]() ,
запишем уравнение Кирхгофа для точки
М эквивалентной электрической схемы
,
запишем уравнение Кирхгофа для точки
М эквивалентной электрической схемы
![]() ,
(1.7)
,
(1.7)
где F- магнитный поток рассеяния, шунтирующий изделие и переходный участок.
Так как отношение
потоков
![]() и F обратно пропорционально магнитным
сопротивлениям
и F обратно пропорционально магнитным
сопротивлениям
![]() и
и
![]() ,
то:
,
то:
![]() ;
;
![]() , (1.8)
, (1.8)
где
![]() -
магнитное сопротивление потока рассеяния
между полюсами электромагнита.
-
магнитное сопротивление потока рассеяния
между полюсами электромагнита.
![]() (
(![]() ), (1.9)
), (1.9)
где
![]() - проводимость участка между параллельными
призмами (полюсами намагничивающего
устройства).
- проводимость участка между параллельными
призмами (полюсами намагничивающего
устройства).
![]() ,
(1.10)
,
(1.10)
где
![]() =
0,06 (м); (1.11)
=
0,06 (м); (1.11)
 ln(1+
ln(1+![]() )=3,536;
(1.12)
)=3,536;
(1.12)
![]() =0,141
(м). (1.13)
=0,141
(м). (1.13)
Подставим значения из формул (1.11), (1.12), (1.13) в (1.10) получим:
![]()
![]() (Гн)
(Гн)
Из (1.7) и (1.8):
 (1.14)
(1.14)
где
![]() получаем из (1.10) и (1.11):
получаем из (1.10) и (1.11):
![]()
![]()
RF – постоянная величина, Rу – тоже постоянно.
![]() ,
(1.15)
,
(1.15)
где
![]()
![]()
![]()
![]() ,
(1.16)
,
(1.16)
здесь
![]() -
длина средней линии в изделии (
-
длина средней линии в изделии (![]() м);
м);
![]() и
и
![]() - соответствуют оптимальному режиму
намагничивания.
- соответствуют оптимальному режиму
намагничивания.
![]()
![]() .
.
Путем пересчета
с использованием формулы (1.16) получают
зависимость
![]() :
:
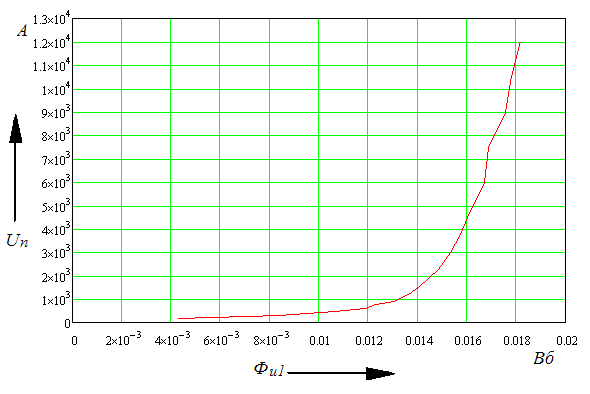
Рисунок 1.5 – Зависимость магнитного напряжения в магнитопроводе от магнитного потока в изделии
Затем суммируя
![]() получают зависимость
получают зависимость
![]() .
Зная сечение изделия, строят вторую
ось
.
Зная сечение изделия, строят вторую
ось![]() ,
т.е. аналогичную зависимость
,
т.е. аналогичную зависимость
![]() ,
где
,
где
![]() :
:

Рисунок 1.6 – Зависимость суммарного магнитного напряжения в магнитопроводе от индукции в изделии
По известному
значению оптимальной индукции Вопт
=1,7 Тл в контролируемом сечении по рисунку
1.6 определяют
![]() .
.
U1 =5,5·103 А. Затем с учетом коэффициента заполнения Кз =0,4 и площади S окна, занимаемого витками катушки, в сечении, перпендикулярном осям витков определяют число витков обмоточного провода, задаваясь различными его диаметрами (d =1, 2, 3 мм):
 ,
(1.17)
,
(1.17)
где
![]() - коэффициент заполнения окна,
- коэффициент заполнения окна,
d - диаметр провода,
S![]() - площадь окна, занимаемого всеми витками
катушки, равна приблизительно 80% от
площади сердечника и определяется как:
- площадь окна, занимаемого всеми витками
катушки, равна приблизительно 80% от
площади сердечника и определяется как:
![]()
![]() ,
(1.18)
,
(1.18)
Таким образом:
![]() витков, W2=489 витков,
W3=217 витков.
витков, W2=489 витков,
W3=217 витков.
Определяем величину тока в катушке по известной намагничивающей силе и числу витков:
I=![]() ,
(1.19)
,
(1.19)
где U1 – оптимальное значение намагничивающей силы,
W – число витков.
Значения токов в катушке для разных диаметров провода получились:
I1 = 2,812 A; I2 = 11,249 A; I3 =25,311 A.
Определяем электрическое сопротивление обмотки:
 ,
(1.20)
,
(1.20)
где
![]() 0,651
(м).
0,651
(м).
Получим значения:
R1=27,549 Ом; R2=1,722 Ом; R3=0,34 Ом.
Теперь определим потребляемую мощность:
![]() (1.21)
(1.21)
Мощность получилась для всех трех случаев одинаковой и составила 217,885 Вт.
Таким образом, можно сделать вывод, что потребляемые мощности не зависят от диаметра провода. Диаметр провода выбирают исходя из приемлемого числа витков катушки.
Выберем число витков катушки – 217 для провода диаметром 3 мм.
Выводы
В данной курсовой работе расчетным путем были определены параметры электромагнита намагничивающего устройства для объектов из стали Ст3 с толщиной стенки 20 мм.
Полученные параметры:
- толщина полюсов d=50 мм.
- расстояние L между полюсами электромагнита – L=80 мм;
- высота h=110 мм;
- ширина с=200 мм;
- толщина зазора
-
![]() =1
мм;
=1
мм;
- диаметр обмоточного провода 3 мм;
- число витков обмотки - 217.
Список литературы
1 Приборы и методы электромагнитного контроля. Методические указания к курсовой работе для студентов специальности 20 01 02 –”Приборы и методы контроля качества и диагностики”. / В.А. Новиков – Могилев: БРУ, 2008, - 28 с.
2 Фалькевич, А. С. Магнитографический контроль сварных соединений. / А.С. Фалькевич, М.Х. Хусанов – М.: Машиностроение, 1966, – 176 с.: ил.