

3. Естественное изнашивание цилиндра
Рабочую поверхность цилиндра двигателя обрабатывают с высокой точностью, достигнутой
врезультате применения современных технологических способов обработки. Неточность геометрической формы поверхности цилиндра по диаметру не превышает 0,01, 0,02 мм, и примерно в таких же пределах находится конусность поверхности.
Очень важно выдержать зазор в средней и верхней частях цилиндра. Деформации, возникающие при обработке в результате неустойчивости стенок цилиндра, появляются главным образом в нижней части цилиндра, где тепловые нагрузки во время работы невелики, а точность сопряжения цилиндра с поршнем невысока.
Вверхней и средней частях новый цилиндр обработан почти с абсолютной точностью. Во время работы двигателя поверхность цилиндра подвержена, однако, естественному изнашиванию. Больше всего изнашивается именно цилиндр двигателя. Наиболее плотно контактируют с поверхностью цилиндра поршневые кольца. Поэтому цилиндр больше изнашивается в той части,
вкоторой движутся кольца. При износе поверхность цилиндра приобретает приблизительно бочкообразную форму. Наибольший износ наблюдается в той части, в которой движутся все три кольца (по мере приближения к мертвым точкам), так как потом на небольшой длине движутся только два кольца и, наконец, только одно. Вследствие износа поверхности цилиндра он в поперечном сечении приобретает форму эллипса, большая ось которого совпадает с продольной осью мотоцикла. В этой плоскости качается шатун и вращаются маховики. Во время рабочего хода, когда продукты сгорания топлива давят на поршень, кривошипная головка шатуна отклоняется вперед (по движению мотоцикла) так, что горизонтальная составляющая действующей на поршень силы прижимает поршень к задней стороне цилиндра. Во время сжатия поршень прижимается, наоборот, к передней стенке цилиндра. Под действием этих сил больше всего изнашиваются передняя и задняя поверхности цилиндра и его первоначальная форма изменяется. В результате различия формы цилиндра и поршня кольца не могут обеспечить уплотнение, а вследствие утечек горючей смеси во время сжатия в кривошипную камеру давление
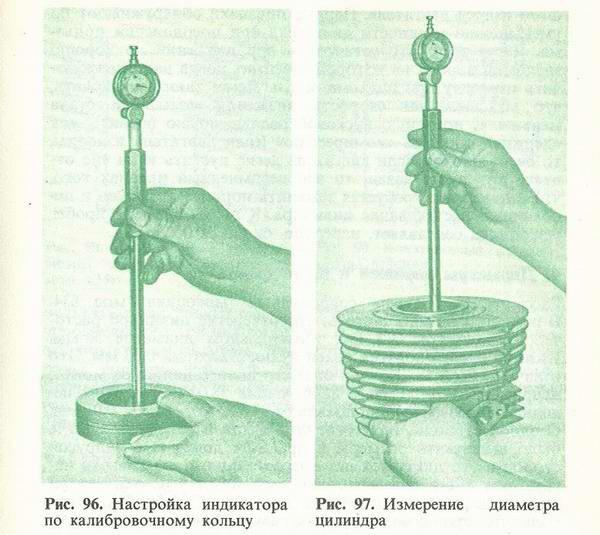
вконце сжатия снижается, среднее эффективное давление уменьшается и мощность двигателя падает. Овальность цилиндра и степень его износа следует замерять. Измерение производят индикаторным нутромером с центрирующим приспособлением для замера диаметра отверстий. Индикатор настраивают по калибровочному кольцу (рис. 96), внутренний диаметр которого равен номинальному диаметру цилиндра двигателя (например, 65 мм для мотоцикла ЯВА-250), Потом индикатор вставляют в цилиндр и определяют диаметр цилиндра (рис. 97). При нормальном изнашивании цилиндр имеет бочкообразную форму рабочей поверхности и овальность в продольной плоскости. О степени износа можно судить по величине выработки поверхности около выпускных каналов. Если измерен диаметр цилиндра в этом месте и выявлено, что по сравнению с первоначальным диаметром (нового или расшлифованного цилиндра) диаметр увеличен на 0,06-0,08 мм, то необходимо отшлифовать цилиндр до определенного размера и устанавливать его без ремонта не следует. Считается, что при износе цилиндра 0,1 мм он не может выполнять свои функции.
77
Хотя изменение диаметра цилиндра в продольном направлении около верхнего края выпускного окна и является общепринятым критерием износа, все-таки не всегда оно является решающим. Износ может часто выходить за пределы нормального и в поперечном направлении. Достаточно небольшого изгиба шатуна (вследствие повышенной степени сжатия или механического повреждения), чтобы появился перекос поршня в цилиндре, при котором происходит заметное боковое изнашивание цилиндра. Поэтому при измерении диаметра цилиндра не следует ограничиться только одним или двумя замерами, цилиндр измеряют в нескольких местах по высоте и в поперечном сечении, определяя размеры овальности, а также и конусность рабочей поверхности цилиндра. В результате измерений можно установить состояние других узлов, например, кривошипно-шатунного механизма.
Замеры цилиндра являются окончательной проверкой, подтверждающей обычно предварительные признаки большого износа двигателя. Первые признаки обнаруживают по уменьшению мощности двигателя при преодолении подъема. Легче всего это установить при движении по хорошо знакомой дороге, на которой известно, когда надо переключить передачу при подъеме, и т.п. Легко также установить, что максимальная скорость движения мотоцикла стала меньше. С помощью пусковой педали можно оценить, как одержит» поршень «компрессию» (если двигатель изношен, то очень плохо). Если двигатель легко пустить и он «не отдает» при пуске назад, то это несомненный признак того, что в двигателе требуется заменить поршень и кольца и необходимо растачивание цилиндра. К этому времени пробег мотоцикла составляет, наверное, около 20 000 км.
78
4. Диаметры поршней и цилиндров
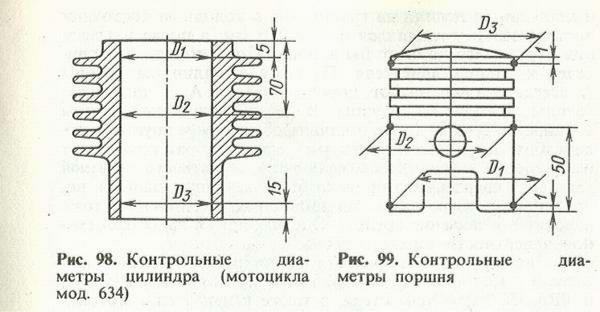
Рассмотрим сначала современный мотоцикл мод. 634. В принципе можно считать, что отверстие цилиндра расточено с допуском Я7 при номинальном диаметре 58 мм. Нижний предел допуска равен нулю, а верхний 0,03 мм. Это означает, что наименьший диаметр нового цилиндра может, например, быть 58 мм, а наибольший 58,03 мм. К этим исходным размерам прибавляют, однако, еще 0,01 мм. С одной стороны, для того, чтобы при изготовлении легче было выдержать размеры в пределах допуска, а с другой стороны, это диктуется все возрастающими тепловыми нагрузками двигателя и связанным с ними увеличением тепловых деформаций цилиндра и поршня. У обработанного цилиндра проверяют заданные размеры в трех местах. Основным является диаметр D2.
Места замера (расстояния от верхнего или нижнего концов цилиндра) трех диаметров указаны на рис. 98.
Так как при сопряжении поршня и цилиндра и такие точные допуски все-таки слишком велики, цилиндры сортируют дополнительно на три группы: А, В и С. Точным диаметрам цилиндра должны соответствовать и точные диаметры поршня, для того, чтобы обеспечить необходимый рабочий зазор при тепловых и механических нагрузках на работающем двигателе. Этот рабочий зазор при холодном состоянии двигателя мотоцикла ЯВА-350/634 составляет 0,09- 0,12 мм. Его рассчитывают главным образом по результатам длительных стендовых испытаний. На поршне тоже определяют три диаметра (Dj, D2 к D3), по которым контролируют его размеры. Диаметр D2 - основной, его называют сортировочным и измеряют всегда в плоскости, перпендикулярной к оси отверстия поршневого пальца (рис. 99). Поршни также разбивают на три группы: А, В и С. Диаметры цилиндра и поршня приведены в табл. 5.
79

При сравнении в холодном состоянии диаметров цилиндра и поршня легко установить, что зазор между ними, как уже указывалось, составляет 0,09-0,12 мм. Вследствие тепловых нагрузок и расширения поршня зазор уменьшается на 0,02 или 0,03 мм. Очевидно, что если бы цилиндр и поршень не делили на группы, то в холодном состоянии поршня зазор уменьшился бы на 0,03 мм,
апосле нагревания поршня его не было бы вообще. Понятно, что это приведет к задиру двигателя. Поэтому в цилиндры группы А всегда устанавливают поршни группы А, в цилиндры группы В - поршни группы В, а в цилиндры группы С - поршни группы С. На поршнях обозначение группы всегда выбито на днище поршня, у стрелки, которая показывает направление вперед, чтобы исключить вероятность обратной установки поршня. Это привело бы, как увидим далее, к неприятным последствиям. На цилиндрах, естественно, тоже наносят обозначение группы. Оно находится на обработанной поверхности верхнего ребра. Такая сортировка поршней и цилиндров относится к двигателю мотоциклов последней модели ЯВА-350/634 и .ЯВА-350/362 «Ойлмастер»,
атакже к двигателю мотоцикла ЯВА-350/633 с хребтовой рамой, который был выпущен небольшой серией (менее 2200шт.) в 1970-1972 гг.
У всех остальных двигателей ранее выпущенных мотоциклов класса 350 и, естественно, у одноцилиндровых двигателей мотоциклов ЯВА-250 цилиндры и поршни разбивали на группы подругому, что видно из данных о номинальных диаметрах цилиндра и поршня (табл. 6). Замеры на поршнях выполняют также в местах так называемого сортировочного диаметра, т.е. перпендикулярно к оси отверстия для поршневого пальца, выше этой оси приблизительно на 5 мм (рис. 100). Из приведенных в табл. 6 данных видно, что у указанных двигателей в холодном состоянии зазор между поршнем и цилиндром составляет 0,08-0,01 мм, следовательно, несколько меньше, чем у двигателей мотоциклов мод. 634. Это объясняется тем, что тепловые нагрузки и температурные деформации у выпущенных ранее двигателей меньше, так как и их мощности были ниже.
80