

потоком газу на сипучий матеріал 3, який на початку розміщений на решітці в камері. Деталі для нагрівання розміщують у спеціальних кошиках у киплячому шарі. При контакті їх з киплячим шаром відбувається теплопередача і нагрівання деталей.
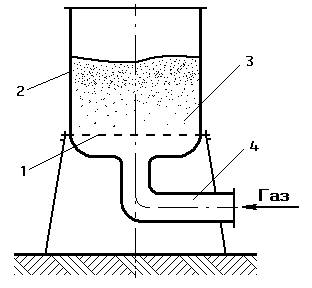
Рис.10. 4. Схема установки для утворення киплячого шару.
Ефект нагріву полягає у використанні високої теплопровідності киплячого шару, створенні рівномірного температурного поля, швидкості нагріву деталей.
Термообробка в таких печах має такі переваги:
висока швидкість і рівномірність нагріву деталей;
висока чистота поверхні оброблених сталей;
невеликі витрати палива;
широкий діапазон температури – від 200 до 1050ºС;
порівняно кращі санітарно-гігієнічні умови роботи;
менше забруднення навколишнього середовища.
Охолодження при термічних обробках
Від швидкості охолодження значною мірою залежить якість термічної обробки. Особливо це стосується гарту-вання. Швидкість охолодження, як видно з діаграми ізотер-мічного розпаду аустеніту (С-діаграма), має бути рівною, або більшою νкр. в області вище 500ºС. Вигіднішим є охолодження сталі з помірною швидкістю.
Повільне охолодження сталі бажано також в області, розташованій нижче інтервалу температур мінімальної стійкості аустеніту (для середньовуглецевих сталей 550-650ºС), тому, що там його стійкість знову підвищу-ється.
При 300ºС і нижче швидке охолодження сталі особливо небезпечне. Термічні напруження в сталі дода-ються до напружень, які виникають при перетворенні аустеніту на мартенсит. Тому при швидкому охолодженні підвищується небезпека утворення тріщин і короблення сталі.
Швидкість охолодження сталі можна регулювати вибором охолоджуючого середовища. Серед найбільш по-ширених охолоджуючих середовищ є: вода, водяні розчини солей, кислот, лугів і полімерів, різні масла, розплавлені солі та метали, емульсії тощо.
Як зазначалося вище, головною вимогою до охолод-жуючого середовища є велика охолоджуюча здатність в інтервалі 650-500 ºС і зменшення нижче 300 ºС. Крім того, воно повинно бути не токсичним, дешевим, вибухо- та пожежебезпечним. Охолодна здатність різних гартівних середовищ дана в таблиці 10.3.
Таблиця 10.3. Швидкість охолодження сталей в різних гартівних середовищах
|
Гартівне середовище |
Швидкість охолодження (ºС/с), в інтервалі температур ºС | |
|
650 ... 550 |
300 ... 200 | |
|
Дистильована вода Вода при температурі, ºС: 18 28 45 74 10% водяний розчин при 18 ºС: NaOH NaCl Na2CO3 H2SO4 5 % водяний розчин KMnO4 Гліцерин Емульсія масла у воді Мильна вода Масло: мінеральне машинне трансформаторне Сплав 75% Sn i 25% Cd при 175 ºС Плити: мідні сталеві Повітря: спокійне під тиском |
250
600 500 100 30
1200 1100 800 750 450
135 70
30
150 120 450
60 35
3 30 |
200
270 270 270 200
300 300 270 300 100
175 200
200
30 25 50
30 15
1 10 |
Охолодна здатність різних масел наведена в таблиці 10.4.
Таблиця 10.4. Характеристика маслених охолодників
|
Масло |
Температура, ºС |
Відносна в’язкість | |||
|
спалаху |
застигання |
застосуван-ня | |||
|
Індустріальне 12 (веретенне 2) Індустріальне 20 (веретенне 3) Індустріальне 30 (машинне Л) Індустріальне 45 (машинне С) Індустріальне 50 (машинне СУ) Циліндрове важке 52 (вапор) Авіаційне МС-20 (світлогартівне) МЗМ-16 МЗМ-26 МЗМ-120
|
165
170
180
190
200
310
225
150 190 250 |
– 30
– 20
– 15
– 10
– 20
– 5
– 18
– – – |
120 – 150
120 – 150
120 – 160
120 – 170
120-180
200 – 280
130 – 200
30 – 50 70 – 120 160 – 190 |
2
3
4
6
7
8
–
18 27 118
| |