

електричного струму через розплавлений флюс. При цьому шар розплавленого флюсу (шлаку) є захисним середо-вищем від впливу повітря. Рідкий метал 5 до кристалізації в зоні зварювання утримується спеціальними мідними повзунами 3.
Технологія електрошлакового зварювання полягає в наступному. Крупногабаритні деталі розташовують на необхідній відстані. Зазор між деталями обмежують мідними повзунами 3. У зазор засипають порошкоподібний шлак. До однієї деталі 2 під’єднують електрод, а другий електрод встановлюють у шлак до дна. Цим електродом доторкуються до деталі 2, що викликає електричну дугу. Вона розплавляє шлак. Розплавлений шлак гасить дугу. Оскільки розплавлений шлак проводить електричний струм, то електричне коло не розривається. Струм, який проходить через шлак, утворює значну кількість тепла, якого достатньо для плавлення електроду і оплавлення стінок деталі, які з’єднаються. Після кристалізації розплавленого металу утворюється надійний шов. Якщо одного електрода недостатньо для утворення шва, можна використати декілька.
9.5. Контактне зварювання
При контактному зварюванні нероз’ємність з’єдна-ння досягається нагрівом місця з’єднання струмом до пластичного або рідкого стану з послідовним стиску-ванням.
По виду зварного з’єднання контактне зварювання може бути точкове, стикове та шовне (роликове) (рис. 9.16).
При точковому зварюванні (рис. 9.16, б) використо-вується зварювання способом внахльостку. Підготовлені до зварювання деталі 2 стискуються електродами 3, які виготовлені з міді або мідних сплавів. Потім включається струм, який нагріває метал у місці з’єднання. Розплавлений метал утримується в ядрі до кристалізації. Після криста-лізації розплавленого металу утворюється міцне з’єднання деталей. Режим точкового зварювання вибирається, вихо-дячи з товщини зварюваних деталей.
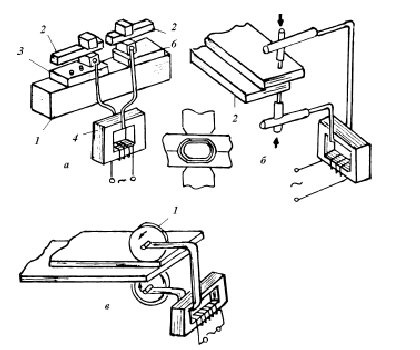
Рис. 9.16
При стиковому зварюванні деталі з’єднуються по всій площині їх дотику (рис. 9.16, а). Розділяють стикове зварювання оплавленням та опором. При зварюванні методом оплавлення торці заготовок нагрівають до оплавлення, а при зварюванні опором – до пластичного стану, а потім стискують (осаджують).
Технологія зварювання відбувається так. Зварювані деталі 2 розміщують між затискачами (електродами), які підключені до вторинної обмотки трансформатора 4. Лівий зажим закріплений на нерухомій відносно станини 3 плиті 1, а правий зажим – на плиті 6, яка може переміщуватись по направляючій станини.
При зварюванні опором заготовки стискуються невеликими зусиллями. Потім включається струм, метал нагрівається до пластичного стану. Далі деталі стиску-ються. Після охолодження місце з’єднання зачищається.
При шовному зварюванні (рис. 9.16, в) між зварюваними деталями утворюється шов, створений рядом точок, які частково перекриваються між собою. Елек-тродами в даному разі служать ролики 1. Як і у випадку точкового зварювання, метал нагрівається імпульсами струму. Ролики для шовного зварювання виготовляють з металів, які мають високу електропровідність і достатню жаростійкість.
Роликовим зварюванням, зварюють баки, батареї для опалення будинків, труби тощо.
9.6. Термітне зварювання
Цей метод зварювання полягає у використанні тепла, яке виділяється при згоранні термітної суміші.
На практиці найбільш поширеними є суміші, виготовлені з порошків алюмінію або магнію. Алюмінієвий терміт включає 20 – 23% алюмінію і 77 – 80% залізної окалини. При нагріванні за допомогою термосірників або електричної дуги до температури 1230 – 1280°С алюмінієвий терміт загорається. При горінні терміту відновлюється залізо, яке заповнює зазор між кромками деталі, які зварюються. На рис. 9.17 показано зварювання рейок.
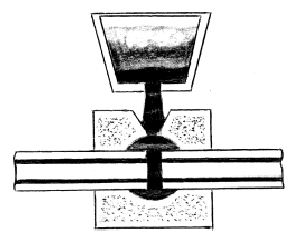
Рис. 9.17
Місце зварювання рейок з двох сторін закривається спеціальною формою. Над місцем з’єднання встановлю-ється тигель, в який засипається терміт. Після запалювання терміту відбувається виділення заліза, яке стікає в зазор між рейками. Розплавлений метал оплавляє краї рейок і кристалізується. У результаті отримується міцне з’єднання по всьому перерізу.
9.7. Зварювання тертям
При цьому виді зварювання з’єднання відбувається за рахунок тепла, яке виділяється при терті між собою деталей та їх стисненні. Одна з деталей обертається навколо своєї осі, а інша притискується до неї. Завдяки тертю поверхні деталей нагріваються на певну глибину. Потім перша деталь зупиняється, а друга до неї міцно притискується. Відбувається міцне з’єднання.
Зварювання тертям здійснюють на токарному, сверд-лильному, фрезерному верстатах та на спеціальному обладнанні.
Зварювання тертям використовують при виготовлені ріжучого інструменту, різних валів, штоків з поршнями, пуансонів тощо.
Так, при виготовленні свердла великого діаметру хвостовик приварюють до його робочої частини. Це значно економить витрату дорогостоячого металу.