

yandbtm
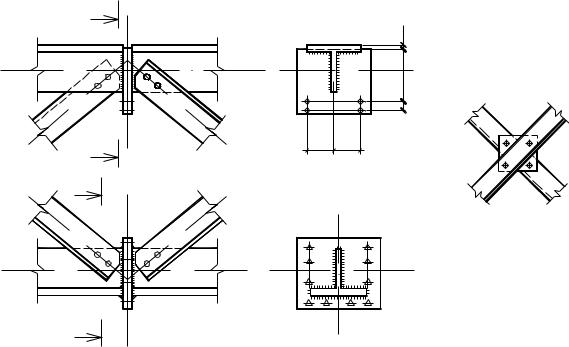
.pdfЕлементи решітки приварюють до фасонок двома фланговими швами з виведенням їх на торці на 20 мм. Для забезпечення передачі рівнодіючої зусиль, що сприймаються кожним з двох швів, до центра вузла (вздовж осі стержня) кутові шви розподіляють по обушку та перу обернено пропорційно їх відстаням до осі елемента. Визначивши сумарну довжину lw зварних швів в елементі, по
обушку розміщують шов довжиною |
b − zo |
lw , а по перу – |
zo |
lw . |
|
|
|||
|
b |
b |
||
Враховуючи, що співвідношення геометричних розмірів для сортаментних кутиків практично сталі, для перерізу з двох
рівнобоких кутиків можна взяти |
b − zo |
= 0.7; |
zo |
= 0.3. |
b |
|
|||
|
|
b |
||
Як правило, фасонку випускають за обушки поясних кутиків на 10-15 мм, проте в місцях обпирання на верхній пояс несучих елементів покрівлі фасонку не доводять до кромок обушків на 10-15 мм та в цьому місці не приварюють (рис. 2.3). При товщині поясних кутиків 10 мм або менше (при кроці ферм 6 м) та 14 мм або менше (при кроці ферм 12 м) необхідно в місцях обпирання ребер залізобетонних плит покриття посилити пояс накладками. Накладка має товщину 12 мм та приварюється до пояса поздовжніми швами
(рис. 2.3, а).
|
1 |
1-1 |
|
|
|
|
|
120 120 |
|
|
...14 |
|
|
12 |
аа |
1 |
|
2 |
2-2 |
|
2  б
б
Рис. 2.3. Обпирання ребер залізобетонних плит покриття (а) і прогонів (б) на верхній пояс ферми
51

Прогони кріплять до поясів ферм оцупками з кутиків (рис. 2.3, б). При їх монтажі перепад верху суміжних прогонів має не перевищувати 20 мм, що досягається листовими підкладками відповідної товщини.
Складання ферм на заводі-виготовлювачі здійснюється на спеціальних стендах у горизонтальному стані. Після виконання зварювальних робіт з доступного (верхнього) боку ферму кантують (перекидають) та завершують зварювання з іншого боку. При кантуванні навколо одного з поясів вузлові фасонки, які мають малу жорсткість поза площиною ферми, можуть погнутися. Щоб цього не трапилося, фасонки укріплюють спеціальними ребрами, що ставляться в кожному вузлі хоча б з одного боку (рис. 2.4, б). Ребра, що розташовані в площині стояків ферм, одночасно використовуються для кріплення елементів вертикальних в’язей між фермами.
Зміну перерізів поясних кутиків виконують на відстані 200-500 мм від центра вузла (рис. 2.4, а), зміщуючи стик в бік меншого перерізу. По висоті елементи, що стикуються, допускається зміщати не більш ніж на 1,5 % висоти профілю. При більшому зміщенні необхідно враховувати згинальні моменти, що виникають внаслідок цього у вузлах.
1 |
2 |
1 |
|
||
|
а |
|
в |
|
|
|
а |
|
z |
2 |
|
0 |
z |
0 |
|
||
|
|
|
1 |
- 1 |
50 |
300...500 |
|
аa
2 -2 |
3 |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
tф
3 |
4 |
4 |
б б |
3 - 3
4 - 4 |
Рис. 2.4. Вузли ферм з парних кутиків а – зміна перерізу верхнього поясу;
б – встановлення додаткових ребер з площини ферми
52
Поясні кутики стикують із зазором не менше 50 мм, перекриваючи стик накладками з листової сталі або кутиків. Переріз накладок та кутові шви, що їх кріплять, розраховують на зусилля, яке діє в панелі, де розміщується стик, тобто на менше поясне зусилля.
Сумарна площа накладок з урахуванням участі в роботі фасонки визначається так:
å Aн = |
1,2N |
- 2btф , |
(2.5) |
|
|||
|
Ry gc |
|
|
де N – зусилля в панелі, де розміщений стик; 1,2 – коефіцієнт, що враховує нечіткість роботи стикової накладки; 2btф – площа частини фасонки, що включається до роботи стику за послабленим перерізом а-а (рис. 2.4, а); b – ширина вертикальної полиці кутика меншого розміру.
Довжина накладки визначається за умови розміщення зварних швів, що її прикріпляють. Монтажні вузли ферм виконують з розрізною (рис. 2.5, а) або суцільною (рис. 2.5, б) фасонкою. У першому варіанті в кожній відправній марці кінці стержнів, що примикають до вузла, закріплені на напівфасонці. Стик поясів перекривають горизонтальними накладками, а об’єднання напівфасонок забезпечують вертикальні накладки, які можуть мати ребра для кріплення в’язей по покриттю. Накладки приварюють до однієї з напівфасонок на заводі, а до другої – на монтажі. Для виконання монтажного зварювання обидві відправні марки попередньо з’єднують болтами.
Стояк у місці стику проектують хрестового перерізу, кожний кутик якого приварений на заводі до однієї з напівфасонок. Під час монтажу обидва кутика об’єднують прокладками на болтах
(рис. 2.5, а, пер. 5-5).
Розрахунок монтажного стику верхнього та нижнього поясів виконують ідентично. Зусилля N, що діє в елементах пояса, має бути сприйняте умовним тавровим перерізом, складеним з горизонтальних накладок та ділянки фасонки довжиною, що
53

дорівнює подвоєній ширині вертикально розміщених полиць поясних кутиків (рис. 2.5, а, пер. 2-2). Сумарну площу цих накладок визначають за (2.5), а довжину – за умовою розміщення зварних швів з одного боку від стику.
1 - 1 |
1 |
2 |
1 |
|
|
|
4 |
4 |
|
|
2 |
|
5 |
5 |
|
|
|
|
|
6 |
|
|
6 |
|
|
аа |
|
~10 |
2 -2 |
3 - 3 |
|
|
|
|
|
вL |
н |
|
2 |
h |
|
|
|
|
3 |
|
4 - 4 |
|
 3
3
5-5
6-6 |
бб |
Рис. 2.5. Монтажні вузли ферм з парних кутиків:
а – з розрізною фасонкою; б – із суцільною фасонкою
Висоту вертикальних накладок беруть за більшим значенням hн , що одержане за трьох умов: забезпечення включення фасонки в
роботу стику |
hн ³ 2b ; розміщення |
зварних швів, що кріплять |
||
накладки до |
напівфасонок hн ³ lw |
та розраховують на сприй- |
||
няття зусилля |
N1 |
= |
0,5×1,2 N; за |
конструктивним міркуванням |
hн ³ 250 мм. Тут: |
b |
– ширина вертикально розміщеної полиці |
||
поясного кутика; N – зусилля в поясі. |
|
|||
54
У монтажному стику із суцільною фасонкою (рис. 2.5, б) остання приварюється на заводі до однієї з відправних марок, а в місцях кріплення елементів іншої частини ферми передбачаються отвори (не менше двох для кожного елемента) під монтажні болти. Друга відправна марка (без фасонок) транспортується з тимчасовим взаємним закріпленням нижнього пояса з примикаючим до нього розкосом інвентарною листовою деталлю, яка призначена не допустити розгойдування достатньо гнучкого розкосу під час транспортування. Кінець верхнього пояса залишається вільним, тому що його жорсткість, як правило, виявляється достатньою для опору транспортним впливам.
Після з’єднання двох відправних марок болтами пояси і розкіс приварюють монтажними швами, розміри яких визначаються розмірами фасонки. Стояки поясів перекривають накладками, які розраховують аналогічно описаному вище варіанту.
Ферми обпираються на колони збоку або зверху. Перший варіант характерний для одноповерхових будівель, де віддають перевагу жорсткому сполученню елементів поперечної рами каркасу (див. гл. 1), другий застосовують при шарнірному сполученні в багатопрольотних рамах, а також при обпиранні на залізобетонні колони та стіни. Але ж в обох випадках зберігається спільність конструктивного рішення опорних вузлів: ферми кріплять у рівнях верхнього та нижнього поясів до внутрішніх граней сталевої колони або стояка двотаврового перерізу, що спеціально встановлюють на опору (рис. 2.6, а).
При висхідних опорних розкосах вертикальна опорна реакція передається в рівні нижнього пояса через опорний фланець на опорний столик, що приварений до грані колони (при обпиранні збоку), або на плиту оголовка колони (при обпиранні зверху). Для чіткості передачі зусилля фланець виступає нижче вузлових фасонок на 10-20 мм. Опорний фланець розраховують на зминання, взяті розміри його поперечного перерізу мають відповідати конструктивним вимогам та забезпечувати місцеву стійкість
55

фланця:
|
|
|
t = |
N |
|
³ 20мм; |
b1 |
£ (0.36 + 0.1 |
|
) |
|
E |
, |
(2.6) |
|
|
|
|
|
l |
|||||||||||
|
|
|
b R |
|
t |
|
|||||||||
|
|
|
1 |
p |
|
|
|
|
R |
y |
|
||||
|
|
|
|
1 |
1 |
|
|
|
|
|
|
||||
де |
N |
– |
вертикальна опорна |
|
реакція балочної ферми; b1 |
||||||||||
та |
t1 |
– |
відповідно ширина |
та |
товщина опорного |
фланця; |
|||||||||
l= l
 Ry
Ry  E – умовна гнучкість фланця відносно осі, що співпадає
E – умовна гнучкість фланця відносно осі, що співпадає
звіссю нижнього пояса ферми.
min 1.5d |
|
2 |
|
|
|
|
|
F |
|
|
|
2 |
|
|
|
150 |
|
2 |
в |
1 |
1 |
|
|
|
|
||
1 |
|
б |
2 - 2 |
|
|
б |
|
|
1 |
- 1 |
|
аa |
|
|
|
Рис. 2.6. Опорні вузли ферм з парних кутиків:
а – на сталеву колону; б, в – на залізобетонну колону; 1 – опорний фланець; 2 – надопорний стояк;
F – опорна реакція ферми
При шарнірному обпиранні кутові зварні шви, що кріплять фланець до вузлової фасонки, працюють на зріз під впливом реакції F, а їх довжина визначає довжину опорного фланця, яка відповідає розміру опорної фасонки. Фланець конструктивно фіксують болтами до грані надопорного стояка.
56
Розміри верхньої фасонки, привареної до грані стояка призначають конструктивно. Ширина фасонки має забезпечувати напусток фасонки верхнього пояса не менше, ніж на 3d (d – діаметр болта). Товщину її беруть не менше товщини вузлових фасонок ферми, довжину – з урахуванням розміщення монтажних болтів та розмірів опорної фасонки ферми.
При вільному обпиранні на залізобетонні колони або стіни опорні вузли ферм складаються з опорної плити, стояка та фасонки (рис. 2.6, б, в). Площу опорної плити визначають залежно від розрахункового опору стиску матеріалу опори, а товщину – за
умови роботи плити на згин від |
реактивного |
тиску |
опори. |
При розрахунку плиту розглядають |
як оперту |
на два |
боки. |
Слід зауважити, що цей розрахунок аналогічний визначенню розмірів опорної плити бази центрально-стиснутої колони.
Плиту фіксують на опорі анкерними болтами, для чого в ній влаштовують отвори діаметром в 2-3 рази більшим ніж діаметр болта. Це необхідно для зручності кріплення ферми у випадку незбіжності осей отворів з вісями закладених в опору болтів. Потім анкерні отвори перекривають прямокутними шайбами, які приварюють до опорної плити.
2.3. Ферми з поясами з широкополичкових таврів
Широкополичкові таври, що використовують у поясах ферм, одержують поздовжнім розпусканням широкополичкових двотаврів. Для елементів решітки застосовують поодинокі або спарені кутики. У першому випадку решітку проектують перехресної схеми (див. рис.1.7, б), а у другому – трикутною з додатковими стояками (див. рис. 1.7, а).
Поодинокі кутики кріплять у вузлах безпосередньо до стінок тавра електрозаклепками методом наскрізного проплавлення. Монтажні вузли проектують фланцевими з кріпленням високоміцними болтами в нижньому поясі та звичайними болтами у верхньому (рис.2.7).
57
1 |
|
1 |
аa |
|
|
2 |
|
2 |
бб |
1 - 1 |
|
|
|
06 |
2 |
|
212 |
|
|
70 |
|
190 |
190 |
|
2 - 2 |
|
|
вв
Рис. 2.7. Монтажні вузли ферм з поясами з таврів
іперехресною решіткою з поодиноких кутиків:
а– верхнього пояса; б – нижнього пояса; в – решітки
Елементи решітки з парних кутиків кріплять фланговими швами. Стояки, де довжини швів малі внаслідок дії відносно малих зусиль, приварюють до стінок поясних таврів, а для розкосів необхідно використовувати вузлову фасонку, щоб забезпечити розміщення швів потрібної довжини. Розкоси, що проектують з двох кутиків однакової довжини, закріплюють до вузлів зі зміщенням їх кінців вздовж поздовжньої осі один відносно до іншого. Таке рішення прийняте для зменшення розміру фасонок і для запобігання згину та відриву їх при кантуванні ферм під час виготовлення, тому кожний кутик приварюють в одному з вузлів до стінки тавра та до вузлової фасонки, а в іншому – тільки до вузлової фасонки (рис. 2.8). Для накладання флангових швів фасонку приварюють до стінки таврів у стик, забезпечуючи повний провар обробкою кромок фасонки та підваркою з протилежного боку на ділянках, вільних від розкосів.
58
Розрахунок флангових швів, кріплення розкосів та стояків, виконують на діючі в них зусилля. Розрахунок поясних швів ведуть на суму розрахункових зусиль у примикаючих розкосах, спроектованих на вісь пояса.
Зміну перерізу поясів з таврів здійснюють на відстані 200-500 мм від центра вузла, зміщуючи стик в бік меншого перерізу. Перехід від одного перерізу до іншого виконують за допомогою Т-подібної вставки змінної висоти (рис. 2.8, в). Вертикальний лист вставки приварюють до стінок таврів, а горизонтальну накладку розміщують на полицях, забезпечуючи з кожного боку стику розміщення кутових швів потрібної довжини. Аналогічно вирішують питання про розміщення заводських стиків поясних таврів однакового типорозміру.
Розрахунок зварних стикових з’єднань не потрібний в разі застосування зварювальних матеріалів згідно з вимогами [3], забезпечення повного провару елементів, що з’єднуються, та використання фізичних методів контролю якості швів.
Враховуючи спосіб одержання широкополичкових таврів, доцільно розпускати двотавр не прямим, а ламаним різом, передбачаючи розширювання, що може замінити вузлові фасонки, та зміну висоти стінки тавра (рис. 2.8, є). У цьому випадку значно (до 30 %) знижується трудомісткість виготовлення ферми. Проте, при такому розпусканні двотаврів необхідно передбачати заходи щодо зниження відходів сталі (економний розкрій, використання обрізків стінки як фасонок, прокладок тощо).
Опорні вузли ферм, як правило, проектують з опорним фланцем у рівні нижнього пояса (рис. 2.8, б), який обпирається або на оголовок колони, або на опорний столик, приварений до грані
колони. Розрахунок опорного |
фланця аналогічний описаному |
в п. 2.2. |
|
Монтажні стики поясів |
перекривають горизонтальними |
(по полицях таврів) та вертикальними (по стінках) накладками, що закріплюються зварюванням або високоміцними болтами (рис. 2.8, ж, і). Їхній розрахунок ведеться за аналогією з монтажними вузлами ферм з парних кутиків.
59

220 200 |
115 |
аа |
~ 500 |
1 |
1 |
- |
1 |
|
||||
|
|
|
|
100 187 |
|
|
|
|
100 |
|
|
170 |
170 |
|
вв |
1 |
дд |
|
|
|
|
|
|
б |
|
150 |
|
гг |
|
|
|
||
б |
|
|
|
|
1 - |
1 |
2 |
- |
2 |
|
єє |
3 - 3 |
4 - 4 |
1 |
20 |
3d |
3d |
1,3d |
1 |
|
|
|
|
2 |
2 |
ж |
ж |
3 |
3 |
4 |
4 |
і і
Рис. 2.8. Вузли ферм з поясами з таврів та розкосами
зпарних кутиків:
а– опорний вузол верхнього пояса; б – те ж, нижнього пояса; в – зміна перерізу верхнього пояса за допомогою Т-подібної вставки; г – вузол нижнього пояса при фігурному розпусканні двотавра; ж – монтажний вузол на високоміцних болтах; і – те ж, на зварюванні
60