

Введение
Вопросы точности деталей и их соединений имеют важное прикладное значение. В данной курсовой работе будем рассматривать конструкцию редуктора. В начале необходимо изучить принцип действия данного механизма, чтобы получить полное представление о влиянии точности основных деталей и характера типовых соединений на его работоспособность. Основным показателем качества редуктора является надежность работы всех его деталей и соединений в течении намеченного срока при действии заданных нагрузок. Для этого необходимо изготавливать детали с такой геометрической точностью, которая обеспечит нужный характер соединений и сборку редуктора без дополнительной обработки и подгонки деталей.
Взаимозаменяемость – свойство независимо изготовленных деталей занимать свое место в сборочной единице без дополнительной механической или ручной обработки при сборке, обеспечивая при этом нормальную работу собираемых изделий (узлов, механизмов, машин).
При конструировании необходимо широко применять общетехнические нормы и стандарты, а также унифицированные и стандартные детали, сборочные единицы и комплектующие изделия; обеспечивать технологичность конструкций; согласовывать точность деталей с условиями работы конечной продукции.
Эффективность взаимозаменяемости объясняется соответствием ее принципов условиям производства. Полная взаимозаменяемость требует высокой точности изготовления деталей. Однако она настолько упрощает процесс сборки, что все операции сводятся к простому соединению деталей и сборочных единиц и поддаются точному нормированию. Это облегчает автоматизацию технологических процессов и позволяет производить поточную сборку на конвейерах рабочими невысокой квалификации.
1 Выбор, обоснование и расчет посадок
1.1 Выбор, обоснование и расчет посадок гладких цилиндрических поверхностей
Для расчетов выберем посадку зубчатого колеса на вал диаметром 67 мм.
Для наших условий работы выбираем переходную посадку Ø67H5/js5, которая позволит обеспечить точность центрирования сопрягаемых деталей, возможность самоустановки колеса под нагрузкой, легкость сборки и разборки соединения.
Рассчитываем предельные размеры отверстия Ø67Н5.
По
ГОСТ 25346 определяем значения
допуска IT5 = 13 мкм
и основного (нижнего) отклонения EI
= 0.
Верхнее отклонение будет равно
ES = EI + IT5;
ES = 0 + 13 = +13 мкм.
Предельные размеры отверстия:
Dmin = D0 + EI;
Dmin = 67,000 + 0 = 67,000 мм;
Dmax = D0 + ES;
Dmax = 67,000 +0,013 = 67,013 мм.
Рассчитываем предельные размеры вала Ø67js5.
По ГОСТ 25346 определяем значения допуска IT5 = 13 мкм и предельные отклонения ei = -6,5 мкм, es = +6,5 мкм.
Предельные размеры вала:
dmin = d0 + ei;
dmin = 67,000 - 0,0065 = 66,9935 мм;
dmax = d0 + es;
dmax = 67,000 + 0,0065 = 67,0065 мм.
Результаты расчётов оформим в виде таблицы (табл. 1).
Таблица 1 Расчёт предельных размеров деталей сопряжения
|
Размер |
IT, мкм |
ES (es), мкм |
EI (ei), мкм |
Dmin (dmin), мм |
Dmax (dmax), мм |
|
67Н5 |
13 |
+ 13 |
0 |
67,000 |
67,013 |
|
67js5 |
13 |
+ 6,5 |
- 6,5 |
66,9935 |
67,0065 |
Строим схему расположения полей допусков сопрягаемых деталей и рассчитываем предельные значения табличных зазоров (натягов).
Dcp = (Dmax + Dmin)/2;
Dcp = (67,013 + 67,000)/2 = 67,0065 мм;
dcp = (dmax + dmin)/2;
dcp = (67,0065 + 66,9935)/2 = 67 мм;
Smax = Dmax – dmin;
Smax = 67,013 – 66,9935 = 0,0195 мм;
Nmax = dmax – Dmin;
Nmax = 67,0065 – 67,000 = 0,0065 мм.
Допуск посадки
T(S,N) = ITD + ITd;
T(S,N) = 0,013 + 0,013 = 0,026 мм.
Принимаем
нормальный закон распределения размеров
и рассчитываем предельные значения
вероятных зазоров (натягов). В
рассматриваемом сопряжении:
Dcp > dcp.
поэтому в данном сопряжении будет большая вероятность возникновения зазоров.
Рассчитываем математическое ожидание и стандартное отклонение зазоров:
MS = Dcp – dcp;
MS = 67,0065 – 67 = 0,0065 мм;
Рассчитаем предельные значения вероятных зазоров и натягов:
Smax.вер. = MS + 3(S,N);
Smax.вер. = 6,5 + 33,1 = 15,8 мкм = 0,0158 мм;
Smin.вер. = MS – 3(S,N);
Smin.вер. = 6,5 – 33,1 = –2,8 мкм;
Nmax.вер = 2,8 мкм = 0,0028 мм.

Рисунок 2. Схема расположения полей допусков сопрягаемых деталей
При
применении переходных посадок в
сопряжениях возможны зазоры или натяги.
Поэтому рассчитываем вероятность их
получения. Для определения площади,
заключённой между кривой Гаусса,
выбранными ординатами и осью абсцисс
(на рис. 3 заштрихована площадь, определяющая
процент зазоров), удобно использовать
табулированные значения функции [2,
прил. 3].
 ,
,
где
 .
.

Рисунок 3 - Распределение вероятных зазоров (натягов)
В
данном случае:
х = MS = 6,5 мкм;
(S,N) = 3,1 мкм.
Тогда:
z = MS /(S,N);
z = 6,5/3,1 = 2,1;
Ф(z = 2,1) = 0,4821 = 48,2 %.
Таким образом, с учетом симметрии распределения (P" = 0,5), вероятность получения зазоров в сопряжении 67Н5/js5 составляет:
Р(S) = 50 % + 48,2 % = 98,2 %.
Определим вероятность получения натягов, принимая что 0,9973 ≈ 1:
Р(N) = 1,8 %.
Рассчитаем посадку Ø210H9/d11.
Рассчитываем предельные размеры отверстия Ø210H9.
По ГОСТ 25346 определяем значения допуска IT9 = 115 мкм и основного (нижнего) отклонения EI = 0.
Верхнее отклонение будет равно
ES = EI + IT5;
ES = 0 + 115 = +115 мкм.
Предельные размеры отверстия:
Dmin = D0 + EI;
Dmin = 210,000 + 0 = 210,000 мм;
Dmax = D0 + ES;
Dmax = 210,000 +0,115 = 210,115 мм.
Рассчитываем предельные размеры вала Ø210d11.
По
ГОСТ 25346 определяем значения
допуска IT11
= 290 мкм
и предельные отклонения ei
=
- 460 мкм, es
=
- 170 мкм.
Предельные размеры вала:
dmin = d0 + ei;
dmin = 210,000 - 0,460 = 209,540 мм;
dmax = d0 + es;
dmax = 210,000 - 0,170 = 209,830 мм.
Результаты расчётов оформим в виде таблицы (табл. 2).
Таблица 2 - Расчёт предельных размеров деталей сопряжения
|
Размер |
IT, мкм |
ES (es), мкм |
EI (ei), мкм |
Dmin (dmin), мм |
Dmax (dmax), мм |
|
210Н9 |
9 |
+ 115 |
0 |
210,000 |
210,115 |
|
210d11 |
11 |
- 170 |
- 460 |
209,540 |
209,830 |
Строим схему расположения полей допусков сопрягаемых деталей и рассчитываем предельные значения табличных зазоров (натягов).
Dcp = (Dmax + Dmin)/2;
Dcp = (210,115 + 210,000)/2 = 210,0575 мм;
dcp = (dmax + dmin)/2;
dcp = (209,540 + 209,830)/2 = 209,685 мм;
Smax = Dmax – dmin;
Smax = 210,115 – 209,540 = 0,575 мм;
Smin = Dmin - dmax;
Smin = 210,000 – 209,830 = 0,170 мм.
Допуск посадки
T(S,N) = ITD + ITd;
T(S,N) = 0,115 + 0,290 = 0,405 мм.
Схема расположения полей допусков сопрягаемых деталей изображена на рис. 4.
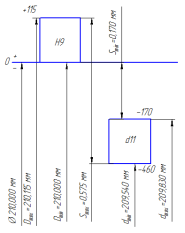
Рисунок 4 - Схема расположения полей допусков сопрягаемых деталей